
Fターム[4F205AG07]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 一般形状、構造物品(用途物品優先) (2,731) | 中空体一般 (195)
Fターム[4F205AG07]に分類される特許
81 - 100 / 195
風力タービンブレードの自動製造システム
本発明は、半割の型(2、3)を使用して風力タービンブレードを自動的に製造するシステムに関し、乾燥繊維ブランケットを貼り付けることで、型で2つの相補的な半体が形成される。風力タービンブレードは、2つの半体が互いに結合された時に得られる。さらに、離型剤、塗料及び接着剤塗布又は機械加工の付属品が選択的に配置されるヘッド支持手段(5、6)、及び乾燥繊維ブランケットを半割の型(2、3)に貼り付けることが可能な機能のアセンブリを備えたヘッド支持手段(13)が、半割の型(2、3)に配置される。 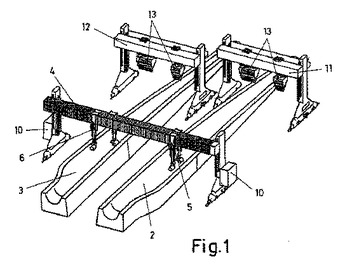 (もっと読む)
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
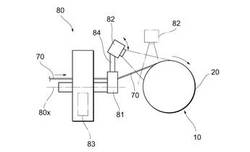
【課題】ライナ等の被巻回部材の周囲に繊維束を平滑に巻回できるようにする。
【解決手段】繊維給糸口81を、軸回りに相対回転する被巻回部材20の軸方向に相対移動させ、繊維給糸口81から繊維束70を給糸して被巻回部材20の周囲に巻回するフィラメントワインディングの際、被巻回部材20の周囲に既に巻回された繊維束70を検出し、該検出結果に基づき、当該繊維束70の次に巻回する繊維束70の位置を制御する。繊維束70を検出する繊維束検出部82は、例えば、既に巻回された繊維束70を色により識別して検出するもの、あるいは、既に巻回された繊維束70の側部が形成する段差70gを検出するものである。
(もっと読む)
医療用物品の回転成形

【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
フィラメントワインディング装置
【課題】複数の繊維束をマンドレルに対して同時に巻き付けて、フープ巻層を短時間で形成する。同時に、マンドレルに対して巻き付けられる複数の繊維束の巻付方向を好適化してフープ巻層を高強度化する。
【解決手段】マンドレルに繊維束を供給するフープ巻き用のヘッドユニットを備えている。ヘッドユニットは、複数個の単位ヘッドをマンドレルの中心軸に沿って配置して構成する。単位ヘッドは、巻掛テーブルと、巻掛テーブルを回転自在に支持するフレームと、巻掛テーブルに配置される複数個のボビンと、巻掛テーブルを回転駆動するテーブル駆動構造とを含む。以て、個々の単位ヘッドから供給される複数の繊維束をマンドレルに巻き付けて、繊維束の巻方向が正方向と逆方向とに異なる複数のフープ巻層を交互に形成する。
(もっと読む)
マイクロペレット及び中空成形体
【課題】多層構造を持つ成形体を回転成形により製造する場合であっても、気泡が生じにくく平滑性に優れ、高い接着強度を持った成形体を得ることができる成形用原料を提供する。
【解決手段】本発明は、溶融加工可能なフルオロポリマーのマイクロペレットであり、上記マイクロペレットの少なくとも80%以上が200〜800μmの大きさを有し、上記フルオロポリマーは、主鎖炭素数106個あたり80〜500個の接着性官能基を有することを特徴とするマイクロペレットである。
(もっと読む)
パウダースラッシュ成形装置用金型構造
【課題】主に、断熱部を容易に設置することができるようにすると共に、樹脂粉体による金型の汚れを防止し得るようにする。
【解決手段】加熱した金型24に、樹脂粉体22を収容可能な粉体容器23を取り付けて回転させることにより、金型24の内面に、樹脂粉体22を溶融、付着させて、樹脂成形品25を成形可能なパウダースラッシュ成形装置21に用いられる上記金型24であって、金型24が、その内面に、樹脂粉体22を付着可能な粉体付着部31と、樹脂粉体22が付着されない粉体非付着部32と有するパウダースラッシュ成形装置用金型構造に対し、粉体付着部31と、粉体非付着部32との境界部分41に、断熱部42を設け、断熱部42が、境界部分41に沿って延びる凹溝形状部分43と、凹溝形状部分43に対して嵌着可能な索状の断熱部材44とを有するようにしている。
(もっと読む)
搬送用シャフト
【課題】自重による撓み、荷重による撓みの両方共に優れた耐性を有し、軽量で形状安定性にも優れた搬送用シャフト製品を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させて得られる中空引抜成形品からなる搬送用シャフトであって、繊維糸として、中空引抜成型品の外周側に引張り弾性率が400GPa以上のピッチ系炭素繊維2を配し、中空引抜成型品の内周側に引張り強度が3〜6GPaのPAN系炭素繊維3を配した搬送用シャフト1。
(もっと読む)
繊維強化樹脂管継手の製造方法
【課題】下地処理を施すことなく繊維強化樹脂管継手の外周面の塗装の剥がれを可及的に防止する。
【解決手段】光重合開始剤を含む重合性樹脂組成物を含浸させた強化繊維束を型に巻き付けるとともに、巻き取った強化繊維束に光を照射して強化繊維束に含浸された重合性樹脂組成物を硬化させ、繊維強化樹脂管継手1を成形する。次いで、繊維強化樹脂管継手1を脱型した後、繊維強化樹脂管継手1の外周面を僅かに研磨し、あるいは、僅かな凹凸を形成することにより、繊維強化樹脂管継手1の外周面を粗面加工する。そして、粗面加工された繊維強化樹脂管継手1の外周面を下水管などの本管と同色に塗装する。
(もっと読む)
高分子量ポリアミドから形成された回転成形物品
本発明は、高分子量ポリアミドから形成された少なくとも1層を有する、回転成形プロセスによって成形された物品に関する。その高分子量ポリアミドは、20,000〜35,000の範囲の分子量を有し、さらに1.05〜1.60dL/gのインヘレント粘度を有するものである。高分子量ポリアミドの層を有する回転成形物品は、より低い分子量のポリアミドから成形された物品に比較して、より良好な低温耐衝撃性能を有している。 (もっと読む)
回転成形体用ポリオレフィン組成物
【課題】回転成形体が長時間、高温下で曝露され生じる回転成形体の黄変が抑制された回転成形体用ポリオレフィン組成物及び回転成形時の黄変防止方法の提供。
【解決手段】ポリオレフィンと、特定の環状構造(ジベンゾ〔d,f〕〔1,3,2〕ジオキサホスフェピン構造)を有する亜リン酸エステル類とを含有する回転成形体用ポリオレフィン組成物を回転成形用樹脂組成物として使用するか又は、前記の特定環状亜リン酸エステルを添加する工程を有する回転成形方法により回転成形体の黄変防止を防止できる。
(もっと読む)
3D製織によって異形部品を製作する方法、および得られる異形部品
本発明は、3D製織および含浸によって得られる中空異形部品に関する。本発明は、三次元製織によって、製織の際に部分的な非タイイング(19)を実行しながらプリフォーム(11)を製作するステップを含んでおり、この部分的な非インターリンキングが、後の織り終えた塊の内部への空洞の形成および含浸段階の際の形状の安定化を可能にする。 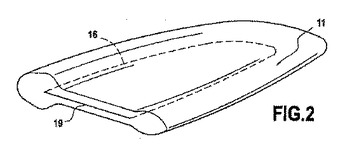 (もっと読む)
(もっと読む)
一体型ヒートパイプを有するマンドレル
一体型ヒートパイプを有するマンドレルは、フィラメントを巻き付けたパイプセグメントおよび容器の製造に使用され、加熱および硬化プロセス中にパイプまたは容器の内部の均一な加熱を行う。ヒートパイプの伝熱特性を使用して加熱または冷却を行うことができる。 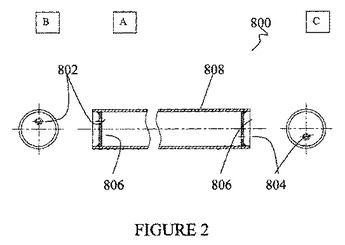 (もっと読む)
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、超音波気泡除去部230によって超音波を照射することによって除去する。
(もっと読む)
高圧ガスタンク製造装置及び高圧ガスタンクの製造方法
【課題】フィラメント・ワインディング法によって製造される高圧ガスタンクにおいて、熱硬化性樹脂に発生する気泡を除去する技術を提供する。
【解決手段】高圧ガスタンク製造装置200は、熱硬化性樹脂を含浸させた繊維20を巻き付けることにより外表面に繊維強化樹脂層が形成されたタンク容器10を回転させつつ、タンク容器の全体を加熱して、繊維強化樹脂層の熱硬化処理を実行する。また、高圧ガスタンク製造装置200は、熱硬化処理において、タンク容器10の表層に生じる気泡を、気泡除去部230によって、物理的に除去する。
(もっと読む)
中空体製品の製造方法
【課題】中空体製品を簡単に得ることが出来る技術を提供することである。
【解決手段】 繊維強化樹脂の構成素材である繊維の一面側にフィルムを配置するフィルム配置工程と、
前記フィルム配置工程で配置されたフィルムの前記繊維が存する側とは反対側に、凹部の開口が前記フィルムに対向するよう凹部を有する成形体を配置する成形体配置工程と、
前記繊維強化樹脂構成素材と前記フィルムとの間の真空度を高める繊維−フィルム真空処理工程と、
前記フィルムと前記成形体との間の真空度を、前記繊維−フィルム真空処理工程の真空度よりも低い真空度に高めるフィルム−成形体真空処理工程と、
前記フィルム−成形体真空処理工程の後、前記フィルムと前記成形体とを接着する接着工程と、
前記繊維強化樹脂の構成素材である繊維に樹脂が含浸せしめられた繊維強化樹脂板と前記フィルムとの接着により前記成形体と繊維強化樹脂板とを一体化する一体化工程
とを具備する中空体製品の製造方法。
(もっと読む)
繊維構造体、繊維強化複合材、繊維構造体の製造方法及び繊維強化複合材の製造方法
【課題】繊維構造体の三次元曲げの曲げ易さを保障できるようにする。
【解決手段】シート形状の繊維構造体11は、基本厚みtを有する基本部111と、基本部111の厚みtよりも厚い第1増厚部112と、第1増厚部112よりも厚い第2増厚部114とからなる。第1増厚部112には複数の切り込みK1が設けられており、第2増厚部114には複数の切り込みK2が設けられている。切り込みK1,K2は、繊維構造体11の厚み方向に繊維構造体11を貫通している。矢印Yの方向における切り込みK1の散在の密度は、第2増厚部114に近いほど、高くなるように設定されている。繊維構造体11Aは、シート形状の繊維構造体11を三次元的に折り曲げた三次元曲げ構造を有する。
(もっと読む)
繊維複合材製の少なくとも1つの一体的なフランジを有する中空シャフトの製造方法
【課題】フランジのエリアにおいて均一かつ規定の繊維構造と、フランジの壁厚みの柔軟な設定とを備えた繊維複合材製の一体フランジを有する中空シャフトを簡単かつコスト効率良く製造する。
【解決手段】繊維複合材製の一体的なフランジ12を有する中空シャフトの製造方法において、繊維材料で作られた複数の交差巻回部13が、シャフト部11の内側のコア20に適用される。コア20は半径方向の拡張リング22を有し、巻回部13は、それぞれの拡張リング22の外周部23上に固定される。繊維材料製の1つ以上のインサート15が、巻回部13間の拡張リング22のエリアに挿入される。次に、巻回部13の部分は、ストリッパ30を用いてエッジ25上の拡張リング22の外周部から剥がされ、拡張リング22の軸受面24上に載置されて、フランジ12の一部分を形成する。
(もっと読む)
回転成形体およびその成形方法
【課題】気泡の発生しないポリカーボネート樹脂製回転成形体を提供する。
【解決手段】ポリカーボネート樹脂粉粒体を回転成形してなる回転成形体であって、該ポリカーボネート樹脂粉粒体は、Tyler篩による標準篩法で得られた60メッシュより大きい粒子の割合が20〜100重量%であり、且つ60メッシュより大きい粒子の長径が、長径と直行する粒子の幅である短径の1.0〜2.5倍であることを特徴とする回転成形体。
(もっと読む)
粉末成形用樹脂組成物及び成形品
【課題】良好な粉体流動性を示し、耐ブロッキング性、成形時の熱溶融性に優れ、成形体が耐スクラッチ性、耐摩耗性に優れた粉末成形用樹脂組成物を得ることである。
【解決手段】 メタアクリル系単量体を主成分とするメタアクリル系重合体ブロック(a)およびアクリル系単量体を主成分とするアクリル系重合体ブロック(b)からなり、メタアクリル系重合体ブロック(a)およびアクリル系重合体ブロック(b)のうち少なくとも一方の重合体ブロックに酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、1分子中に少なくとも平均1.1個以上の反応性官能基(D)を有するアクリル系重合体(B)とからなるアクリル系重合体粉体(C)100重量部に対し、球状無機粒子(E)0.01〜5重量部を付着してなることを特徴とする粉末成形用樹脂組成物とする。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
81 - 100 / 195
[ Back to top ]