
Fターム[4F205AG07]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 一般形状、構造物品(用途物品優先) (2,731) | 中空体一般 (195)
Fターム[4F205AG07]に分類される特許
141 - 160 / 195
繊維束及びその接合方法、並びに、FRP成形体の製造方法

【課題】フィラメントワインディング法によるFRP成形体の製造方法において、繊維束の巻き付け易さを損なわないように繊維束を接合する。
【解決手段】繊維束を回転部材に巻き付けるフィラメントワインディング法において用いられる繊維束の接合方法であって、繊維束f1の後端部と、繊維束f5の先端部とを重ねる工程(a)と、繊維束f1と繊維束f5との重なり部分1を縫合する工程(b)とを含む。
(もっと読む)
繊維束及びその接合方法、並びに、FRP成形体の製造方法

【課題】フィラメントワインディング法によるFRP成形体の製造方法において、繊維束の巻き付け易さを損なわず、且つ、成形体の形状の不均一や物性の低下を招くことのないように、繊維束を接合する。
【解決手段】繊維束を回転部材に巻き付けるフィラメントワインディング法において用いられる繊維束の接合方法であって、繊維束f1の一方の端部と、繊維束f5の一方の端部との周囲に、熱収縮チューブ1を配置する工程(a)と、熱収縮チューブ1材料を加熱して収縮させることにより、繊維束f1と繊維束f5とを接合する工程(b)とを含む。
(もっと読む)
FRP管状体
【課題】FRP製ロボットハンドの曲げ剛性向上と機械加工性の向上との両立を可能とするFRP管状体を提供する。
【解決手段】繊維強化プラスチックからなる管状体において、外表面が、管軸方向に対し−5〜+5°の範囲内で一方向に引き揃えられた炭素繊維を強化繊維とするCFRP層[A]と、織物および/または不織布を強化繊維として厚みが0.01〜0.2mmの範囲内のFRP層[B]とからなり、外表面の全面積に占める[A]の面積が30〜98%の範囲内であり、かつ管状体を形成するFRPの厚み方向への貫通穴の外周がFRP層[B]に接していることを特徴とするFRP管状体。
(もっと読む)
中空引抜成形品の製造方法
【課題】中子治具を検討することにより均等な肉厚製品を得、高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を提供する。
【解決手段】複数本の繊維系に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引抜成形により得られる引抜成形品の製造方法であって、金型1が、成形品の外形を形成する外型2と、冷却媒体が通過可能な中空部分を有する中子治具3とからなり、該中子治具3を外型2温度よりも低温にして成形を行う中空引抜成形品の製造方法。
(もっと読む)
二重壁構造の角形容器およびその製造方法
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
フィラメントワインディング装置
【課題】角度の異なる複数の種類のヘリカル巻を短時間且つ確実に行う。
【解決手段】マンドレルMの表面に繊維束Rを巻き付けるフィラメントワインディング装置で、複数の繊維束RをマンドレルMに対してヘリカル巻で巻き付けるためのヘリカル巻ヘッド13を備え、ヘリカル巻ヘッド13は、マンドレルの周方向M2に沿って配置された複数のガイド部からなる少なくとも二つのガイド列15と、各ガイド列15を相対的に回転して、各ガイド部15の位置を変更可能とする位置変更機構とを備えている。
(もっと読む)
繊維強化複合材料、繊維強化複合材料の成形方法、一対のプリプレグ及び一対のプリプレグ製造方法
【課題】繊維強化複合材料及び繊維強化複合材料の成形方法において、成形コストをより低減することである。
【解決手段】繊維束に樹脂を含浸した一方のプリプレグ28における端30と、繊維束に樹脂を含浸した他方のプリプレグ32における端34とを連結し、長尺プリプレグ40として成形される繊維強化複合材料であって、一方のプリプレグ28における端30と、他方のプリプレグ32における端34との連結部42は、一方のプリプレグ28における端30に、突起36が形成され、他方のプリプレグ32における端34に、一方のプリプレグ28における端30に形成された突起36を嵌め込む嵌め込み溝38が形成され、一方のプリプレグ28における端30に形成された突起36を、他方のプリプレグ32における端34に形成された嵌め込み溝38に嵌め込んで連結される。
(もっと読む)
圧力容器及びその製造方法
【課題】重量の増加を抑えつつ、耐衝撃性が向上された圧力容器。
【解決手段】筒状の胴部(10)を有する高圧タンク(1)であって、胴部(10)は、繊維強化樹脂層(4)と、繊維強化樹脂層(4)の外周面上に形成された格子状補強層(5)と、を備える。格子状補強層(5)は、胴部(10)の周方向に所定ピッチで巻かれた帯状部(51a)からなる第1補強層(51)と、軸方向に所定ピッチで巻かれた帯状部(52a)からなる巻かれた第2補強層(52)と、を交差させてなる。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維強化複合材料成形装置において、一方の繊維束における端部と、他方の繊維束における端部とを重ね合わせて接合された長尺繊維束を、より均一に積層して繊維強化複合材料を成形することである。
【解決手段】成形中の繊維束14における端部と、新品の繊維束44における端部とを重ね合わせて、重ね合わせた繊維を絡ませて接合し、長尺繊維束48として繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、成形中の繊維束14と新品の繊維束44との接合部46は、成形中の繊維束14における端部と、新品の繊維束44における端部とから、各々端部の繊維量に対して所定量の繊維を切断し、所定量の繊維が切断された各々端部を重ね合わせて、重ね合わせた繊維を気体流で絡ませて形成される。そして、各々端部の繊維量に対して2分の1の繊維を切断することが好ましい。
(もっと読む)
成形体の製造方法、成形体、並びにタンク
【課題】樹脂含浸繊維の樹脂が巻き付けによって染み出すことを抑制できると共に、樹脂含浸繊維層の内部での剥離を抑制できる、成形体の製造方法、成形体、並びにタンク。
【解決手段】樹脂含浸繊維を硬化させてなる樹脂含浸繊維層(4)を有する成形体の製造方法において、樹脂含浸繊維層(4)を形成するための一連の工程を備える。一連の工程は、樹脂含浸繊維を所定分巻き付ける巻付け工程と、巻き付けられた樹脂含浸繊維の樹脂をゲル化するゲル化工程と、を有する。そして、一連の工程では、巻付け工程及びゲル化工程を実行後、さらに巻付け工程を実行することで、ゲル化されたものの上に新たな樹脂含浸繊維を所定分巻き付けるようにした。
(もっと読む)
繊維強化複合材料成形装置
【課題】繊維強化複合材料成形装置において、長尺繊維束をより変形し易くして、繊維強化樹脂複合材料を成形することである。
【解決手段】成形中の繊維束14における端と、新品の繊維束44における端とを重ね合わせて接合し、長尺繊維束46として繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、成形中の繊維束14と新品の繊維束44との重ね合わせ領域Aは、長尺方向に対して、所定の間隔を設けて接合された複数の接合部を有する。そして、重ね合わせ領域Aは、点状に接合された接合部48等を有することが好ましい。
(もっと読む)
繊維強化棒状体および繊維強化筒状体ならびにこれらの製造方法および製造装置
【課題】曲げ剛性に優れ、軽量な繊維強化棒状体および繊維強化筒状体、ならびにこれらの繊維強化棒状体および繊維強化筒状体を高生産性の下で製造することができる連続製造方法および連続製造装置を提供する。
【解決手段】硬化性または固化性を有するマトリックスを含有する強化繊維シート基材を長手方向に引き取りながら凹状に折り曲げ、該凹状に折り曲げた凹部に流動体を供給して前記強化繊維シート基材で前記流動体を包み込んだ後、該強化繊維シート基材のマトリックスを硬化または固化させることを特徴とする繊維強化棒状体の製造方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
繊維束接合体及びその製造方法並びにタンク
【課題】繊維束を接合するにあたり、接合部の肥大化を抑制するとともに、高張力の負荷にも耐え得る高い接合強度を得る。
【解決手段】第1の繊維束41と第2の繊維束42とが接合部44において長手方向に接合されてなる繊維束接合体40である。接合部44は、第1の繊維束41の端部41aと第2の繊維束42の端部42aとを、同軸上で重ね合わせずに配置した状態で、第1及び第2の繊維束41、42よりも細い第3の繊維束43を介して接合して構成したものである。
(もっと読む)
ゴム製筒体、ゴムホース、空気ばね、ゴム製筒体の製造方法、及び補強コード層の形成装置
【課題】補強コードの束を巻き付けながら押し付けて補強コード層を形成し、かつ補強コードの交差を少なくすることができるゴム製筒体の提供。
【解決手段】複数の補強コード8を幅方向に間隔を空けて並べて補強コード8の束9を構成する。補強コード8の束9で中心軸を取り巻きつつ中心軸方向に往復させる。一往復ごとに周方向に所定のピッチだけずらしながら複数回往復させる。補強コード8が中心軸に対して傾斜しつつ周方向に配列されて補強コード層5、6、12を構成する。往復の折り返し部10で、束9を幅方向に向きを変えて中心軸方向に折り返す。複数の補強コード8の互いの間隔を空けたまま、その束9が折り返される。補強コード8の折り返しによる交差が生じない。
(もっと読む)
回転成形用エチレン系重合体パウダーおよび回転成形容器
【課題】熱安定性、成形加工性に優れる回転成形用エチレン共重合体パウダーを提供する。
【解決手段】下記(A)〜(F)を満足するエチレン系重合体よりなり、平均粒径が50〜800μmであるエチレン系重合体パウダーを用いる。(A)密度(d)が925〜960kg/m3、(B)MFRが1〜30g/10分、(C)末端ビニル数が1,000C当たり0.2個以下、(D)160℃で測定した溶融張力(MS160)とMFRの関係が、MS160>90−130×log(MFR)、(E)190℃で測定した溶融張力(MS190)とMS160の関係が、MS160/MS190<1.8、(F)流動の活性化エネルギー(Ea)と密度の関係が127−0.107d<Ea<88−0.060d
(もっと読む)
容器およびその製造方法ならびに製造装置
【課題】強度の高い容器を提供する。
【解決手段】容器50の製造方法は、樹脂4を含浸する繊維5に第一の張力を加えて中空体3に巻きつける工程と、第一の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第一フィラメントワインディング層10aを形成する工程と、樹脂4を含浸する繊維5に第一の張力よりも大きい第二の張力を加えて第一フィラメントワインディング層10aに巻きつける工程と、第二の張力で巻きつけた樹脂含浸繊維の樹脂4を硬化させて第二フィラメントワインディング層10bを形成する工程とを備える。
(もっと読む)
繊維束の開繊装置、繊維束の開繊方法及び圧力容器
【課題】繊維束の開繊装置及び繊維束の開繊方法において、繊維束の繊維をより分散させて、繊維束の繊維を更に開繊させることである。
【解決手段】繊維束12の方向に略直交して配置され、繊維束12と接触する接触面を含むガイド部14と、ガイド部14を挟んで配置され、繊維束12をガイド部14の接触面に押圧する第1押圧部16と第2押圧部18とを備える繊維束の開繊装置10であって、ガイド部14は、ガイド部14を超音波振動させる超音波振動発生装置を有する。ガイド部14は、複数のボビンから供給される複数の繊維束12を接触面で開繊した後、開繊した繊維を組にする。また、ガイド部の接触面が、凸面であることが好ましい。
(もっと読む)
FRP製中空成形品の成形方法
【課題】 FRP材を硬化させる工程で中子を排出することができ、従来に比べて工程数を削減でき、成形時間も短縮できるFRP製中空成形品の成形方法の提供。
【解決手段】 合成ワックスでインフォーム型(中子)2を作製する工程と、作製したインフォーム型2の外面にFRP材3を貼付するとともに貼付したFRP材3にワックス排出孔4を形成する工程と、FRP材3とインフォーム型2を加熱してFRP材3を熱硬化させていき、溶融するインフォーム型2の合成ワックス5をワックス排出孔4から排出するとともに、FRP材3を完全に熱硬化させてFRP製中空成形品1とする工程と、を有するFRP製中空成形品の成形方法。FRP材3を硬化させる工程で中子2を除去させることができ、それによって従来に比べて工程数を削減でき、成形時間も短縮できる。また、排出される合成ワックス5には溶解液などが混じっていないので、リサイクル、再利用に便利である。
(もっと読む)
複合部品の予備成形物の製造のための繊維層を製造する方法
本発明は、展開不可能な表面を有する回転体の形態で、複合部品の予備成形物を形成するための繊維層を形成する方法を提供する。本方法は、環状空間(23)を、この環状空間の内縁および外縁を夫々規定する第1および第2のキャンバス(20,21)で規定する工程と、少なくとも一方向で、環状空間に繊維を配置し、かつ縫合により両キャンバスに繊維を保持することによって、これらキャンバスの間に繊維を配置する工程と、環状空間(23)の内縁の近くで、環状の接続を果す縫合を行う工程と、両キャンバスから前記繊維層を取り出すために、このようにして環状空間(23)に形成された繊維層を切り離す工程とを具備することを特徴とする。 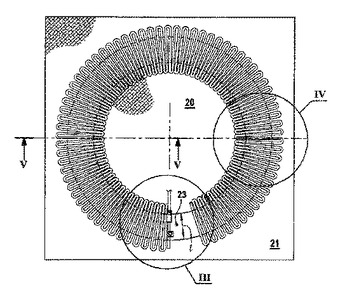 (もっと読む)
(もっと読む)
141 - 160 / 195
[ Back to top ]