
Fターム[4F205AH18]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 用途物品 (2,778) | 車両(←軽車両)部材 (364) | 車体(←ボディ、ドア) (31)
Fターム[4F205AH18]に分類される特許
1 - 20 / 31
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる特定の曲率を有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)(rad/mm)以上の曲率を有する部分を含み、
(B)1/(20×d)(rad/mm)以上の曲率を有する部分の中心角の合計が30度以上である
(dは曲げを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅、mm)
を満足することを特徴とする記載の連続繊維複合材料構造体。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体

【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる捩れを有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)以上の捩率を有する部分を含み、
(B)1/(20×d)以上の捩率を有する部分の捩れ角の合計が60度以上である
(dは捩れを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅)
を満足することを特徴とする連続繊維複合材料構造体。
(もっと読む)
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料成形を提供する。
【解決手段】繊維長10mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される炭素繊維束(A)について、繊維全量に対する炭素繊維束(A)の割合が30Vol%以上90Vol%未満であり、かつ炭素繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とする複合材料。臨界単糸数=600/D(1)6×104/D2<N<2×105/D2(2)(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
炭素繊維強化樹脂材及びその製造方法
【課題】簡便な設備により小ロットの製品をスピーディに低コストで製作できる炭素繊維強化樹脂材の製造方法する。
【解決手段】モールド15に合せて切断した布状の炭素繊維片13をゲルコート材を塗布されたモールド面に積層させる繊維配置工程と、積層された炭素繊維片に接合樹脂11を充?するかもしくは接合樹脂によりモールド面に貼り付けて賦形する樹脂賦形工程と、モールド面上に配置された炭素繊維片と接合樹脂からなる複合樹脂層23の表面に加熱空気を吹き付けて樹脂軟化温度に部分加熱された樹脂面を加圧してその内部気泡を押し出す気泡除去工程と、全体が室温に冷却された複合樹脂層を樹脂養生温度まで再加熱して所定時間保持させる加熱養生工程と、を有する炭素繊維強化樹脂材の製造方法。
(もっと読む)
自動車パネル用成型製品
ポリアミドマトリックスおよび強化繊維からなる少なくとも1つのポリアミド強化層を含む複合材成型製品であって、該ポリアミド強化層が、加圧蒸気工程を使用した固化のために多孔質であることを特徴とする、複合材成型製品。  (もっと読む)
(もっと読む)
エラストマースキンの製造方法およびその方法によって得られたスキン
【課題】エラストマースキン(1)の製造方法を提供する。
【解決手段】少なくとも1つの第1のスキン形成組成物(2)の液滴をモールド表面上に適用して、その上に第1のスキン形成組成物の層を形成し、1つ以上の第2のスキン形成組成物(4)を前記第1のスキン形成組成物(2)の層の裏面上に少なく部分的に適用して、スキン(1)を得る。色違いの第1のスキン形成材料と第2のスキン形成材料を用いる場合に特別な外観を得るために、あるいはスキン(1)の全体の物理的性質について第1のスキン形成組成物(2)の作用を減少させるために、第1のスキン形成組成物(2)の液滴をモールド表面上に適用し、融合させて、複数の隙間(3)を含む第1のスキン形成組成物の非連続層を形成することができる。第2のスキン形成組成物(4)は、第1のスキン形成組成物(2)の裏面上にだけでなくこれらの隙間(3)にも適用される。第1のスキン形成組成物は、好ましくは、第2のスキン形成組成物によって相互接続されるモールド表面上に島を形成する。
(もっと読む)
FRP素材、FRP成形品、及びそれ等の製造方法
【課題】FRP素材の繊維の密度や形状を自由に設定することができるようにする。
【解決手段】基材5の表面5A及び裏面5Bにそれぞれ表して表面5A及び裏面5Bを覆うように高強度を有する繊維からなる糸6を設ける。糸6は、例えばミシンを使って刺繍をするように、糸6を針孔に通した針を基材5に刺して表面5A、裏面5Bのいずれも面をも覆うようにその表面5A、裏面5Bに縫い表したものである。このようなFRP素材9を、対向して接離可能な一対の金型間に配置し、型閉後にFRP素材9に常法とおりの高圧で高温の養生を行って成形を行う。FRP成形品の形に合わせたFRP素材が自由に設計できて高精度設計が可能となる。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】本発明が解決しようとする課題は、太陽光による蓄熱性が少なく、さらに熱による色への影響が少ない表皮を提供する樹脂粉末組成物を得ることである。
【解決手段】熱可塑性樹脂粉末(A)、及び赤外線透過性着色剤(B)を含有することを特徴とするスラッシュ成形用樹脂粉末組成物(S)。赤外線透過性着色剤(B)が、アゾメチン系着色剤を含有することが好ましく、スラッシュ成形用性樹脂粉末組成物(S)の重量に基づいて、赤外線透過性着色剤(B)の含有量が0.5〜5重量%であることが好ましい。
(もっと読む)
糸層形成装置、糸層形成方法と繊維強化部材の製造方法
【課題】繊維強化部材を構成する繊維糸にうねりを生じさせることなく、しかも、多様な線形でかつ多様な断面形状のマンドレルに対して、該マンドレル周面に形成された繊維糸の配列姿勢の崩れを防止しながら繊維糸の層を形成することのできる糸層形成装置と糸層形成方法、繊維強化部材の製造方法を提供する。
【解決手段】糸層形成装置100は、ブレーダー糸S3を供給する環状のブレーダー30と、第1の糸S1を供給する環状の第1の供給手段10と、第2の糸S2を供給する環状の第2の供給手段20と、マンドレルMを移動させる移動手段40と、を具備し、少なくとも第1の供給手段および第2の供給手段のいずれか一方が回転自在となっており、マンドレルMの周面に、少なくとも、第1、第2の回転手段によるそれぞれの糸配列層と、ブレーダーによる織物層と、からなる糸層の積層構造を形成するものである。
(もっと読む)
繊維強化樹脂部材およびその製造方法
【課題】少なくとも曲がり部を有する繊維強化樹脂部材において、当該曲がり部における湾曲外側と内側の繊維密度が同程度に加工された繊維強化樹脂部材と、該繊維強化樹脂部材を製造するための製造方法を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の軸方向に対して所定角度傾斜した複数の斜向糸が編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材であり、この繊維強化樹脂部材は少なくとも一部に曲がり部を有しており、曲がり部の湾曲外側には内側に比して相対的に多数の繊維が配置されている。
(もっと読む)
モールド製品及びその製造方法
モールド製品を製造する方法において、炭素繊維のような繊維は、ロボット吐出ヘッドに供給され、複数の繊維はより短い長さに裁断され、所望の配向で且つ所望の厚さ及び強さを達成するために所望される数の層となるように、モールドツールに吐出される。それから樹脂が、配向された繊維に塗布され、モールド製品を形成するために硬化される。繊維の配向または繊維の実質的な配向は、モールドツールが真空状態にされることにより、静電手段により、モールドツールへのアプリケーションの前に樹脂に繊維がコーティングされ、モールドツールの表面を加熱することにより、または短くされた長さの繊維に対してエポキシのミスト層が塗布されることにより、維持される。繊維の長さ及び堆積率は、必要に応じて変更される。その方法は処理時間及び部品コストを削減する完全自動製造を容易にする。本発明は対応するモールド製品も含む。 (もっと読む)
複数種のプラスチックから成形表皮材を製造するための方法および装置
本発明は、複数種のプラスチックを互いに連続的に溶融させることによって形成されたプラスチック成形表皮材を製造するための方法および装置に関する。ここで、第1のプラスチック粉末の溶融中、成形型の表面が部分的にカバーまたはマスクで覆われ、第1のプラスチック粉末は、粉体塗装法により成形型に塗布されており、その後、成形型の表面からカバーまたはマスクを取り外し、第2のプラスチック粉末を回転焼結によって成形型の金型面、および第1のプラスチック粉末に塗布する。 (もっと読む)
FRP製中空成形品の成形方法
【課題】 FRP材を硬化させる工程で中子を排出することができ、従来に比べて工程数を削減でき、成形時間も短縮できるFRP製中空成形品の成形方法の提供。
【解決手段】 合成ワックスでインフォーム型(中子)2を作製する工程と、作製したインフォーム型2の外面にFRP材3を貼付するとともに貼付したFRP材3にワックス排出孔4を形成する工程と、FRP材3とインフォーム型2を加熱してFRP材3を熱硬化させていき、溶融するインフォーム型2の合成ワックス5をワックス排出孔4から排出するとともに、FRP材3を完全に熱硬化させてFRP製中空成形品1とする工程と、を有するFRP製中空成形品の成形方法。FRP材3を硬化させる工程で中子2を除去させることができ、それによって従来に比べて工程数を削減でき、成形時間も短縮できる。また、排出される合成ワックス5には溶解液などが混じっていないので、リサイクル、再利用に便利である。
(もっと読む)
FRP成形体の補強構造及びその製造方法
【課題】FRP補強体のFRP成形体への接着時の作業性を向上し、また比較的廉価の汎用型を用いてFRP補強体の補強体側片の高さを容易に変更可能とし、長手方向に直交する断面形状の自由度の高いFRP補強体を作製する。
【解決手段】FRP成形体22が曲面を有する板状に成形される。FRP補強体16は、FRP成形体22の曲面にこの曲面に沿って所定の方向に延びて設けられ、かつFRP補強体16の長手方向に直交する断面がFRP成形体22とともに閉断面に形成される。このFRP補強体16の補強体主部16aが平面帯状に形成される。補強体主部16aの両側縁に一対の補強体側片16b,16bがそれぞれ連設され、これらの補強体側片16b,16bの他側縁がFRP成形体22の曲面に沿う曲線にそれぞれ形成される。
(もっと読む)
車両の客室部品用の斑点模様を有する単層または複合物のスキンの製造用熱可塑性樹脂組成物と、その製造方法
【課題】斑点模様を有する車両の客室部品用の単層または複合物のスキン製造で使用される熱可塑性樹脂組成物と、その製造方法。
【解決手段】下記(1)〜(3)を含む組成物:(1)10〜99重量%の「マトリクス」としての熱可塑性ポリ塩化ビニル(PVC)樹脂、(2)0.5〜90重量%の「封入物」となる、少なくとも一種の着色顔料を含む少なくとも一種の熱可塑性樹脂、(3)0.5〜20重量%の、着色顔料、金属粒子または装飾フレーク、ガラスビーズまたはポリマー粒子の中から選択される斑点模様剤。
(もっと読む)
繊維強化プラスチック構造体
【課題】 FRP構造体において、金属製インサートとFRP製インサートとの間で剥離が生じても、強固な締結状態が損なわれることを防止可能とする。
【解決手段】 繊維強化プラスチック構造体10は、コア部材12と、コア部材を覆う繊維強化プラスチック製の外皮部材18と、コア部材の外部から内部まで延設された棒状の部材であって、外部に露出した一端には、取付対象物に締結するための締結部が形成され、外部から内部に進むほど、軸線に垂直な断面積が拡大する抜け止め部が形成されている、金属製の第1インサート部材14と、第1インサート部材の抜け止め部と係合する係合部が形成されている、繊維強化プラスチック製の第2インサート部材16と、を備える。
(もっと読む)
繊維強化プラスチック構造体
【課題】 エネルギー吸収性能を向上したFRP構造体を提供する。
【解決手段】 FRP構造体10は、固化されたマトリックス樹脂17と、マトリックス樹脂により形状維持された第1強化繊維基材15と、マトリックス樹脂に接合され、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する複数の第2繊維16と、で構成されている。第2繊維16は、複数の異なる繊維長さを有する複数種類の第2繊維16A,16B,16C,16Dを含んでいるため、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する。
(もっと読む)
FRPのプリフォームの製造方法および装置
【課題】
従来のRTM成形用プリフォームの製造方法では、プリフォーム成形後にRTM成形型のキャビティに合わせてカッター等でトリミングを行っているが、キャビティに対し、大小のズレが大きくRTM成形の精度を落としている。
【解決手段】
賦形面が凹形状および/または凸形状を有する下型に層間固着剤を有する複数枚の強化繊維基材の積層シートを載置し、上型との間ではさむことにより型に沿わせると同時にまたは直後に外周部を挟持し、かかる挟持状態の下で外周部をトリミングすることを特徴とするFRPのプリフォームの製造方法
(もっと読む)
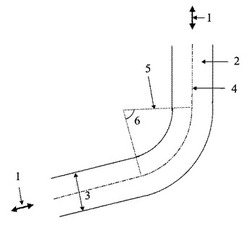
繊維強化樹脂製の管状部材およびその製造方法
【課題】軽量であり剛性が高い繊維強化樹脂製の管状部材を容易に得ることができ、成形性に優れた繊維強化樹脂製の管状部材および製造方法を提供することにある。
【解決手段】繊維強化樹脂製の管状部材は、少なくとも長繊維状の多数本の強化繊維が同一方向に配列された繊維強化樹脂層1aから構成されていることを特徴とするものであり、前記管状部材1は、断面が略小判形状であり、その外周面は、4つの面領域、即ち、平面部1bである上面2および下面3と曲面部1dである左側面4及び右側面5に区分されており、前記平面部1cの樹脂含有量の値は、前記曲面部1cの樹脂含有量の値に比べて3%〜30%少ない構成としている。
(もっと読む)
1 - 20 / 31
[ Back to top ]