
Fターム[4F205AK11]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 加熱冷却手段の具体的な特徴 (117) | 電気的手段の特徴 (36) | 誘導加熱装置の特徴 (22)
Fターム[4F205AK11]に分類される特許
1 - 20 / 22
高圧ガスタンクの製造方法と製造装置
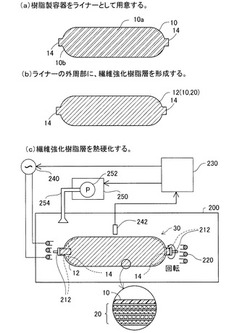
【課題】ライナー外周に形成した繊維強化樹脂層の高Vf化を抑制可能な新たなタンク製造手法を提供する。
【解決手段】中空のライナー10の外周にFW法にて樹脂含浸カーボン繊維Wを巻回して繊維強化樹脂層20を形成し、中間生成品タンク12を得る。次いで、この中間生成品タンク12を回転させつつ誘導加熱コイル220により誘導加熱する際には、熱硬化炉200の炉内を陽圧装置250により加圧環境とする。
(もっと読む)
高圧ガスタンクの製造装置と製造方法

【課題】ライナー外周に形成した繊維強化樹脂層における熱硬化性樹脂の昇温のバラツキを抑制する。
【解決手段】第1誘導加熱コイル220は、軸支した中間生成品タンク12をタンク長手方向に沿ってタンク軸周囲にて取り囲むよう配設され、そのコイル巻き軌跡は、繊維強化樹脂層20の最外層の樹脂含浸カーボン繊維Wの配向とほぼ揃っている。第2誘導加熱コイル222は、中間生成品タンク12の外周と対向するよう配設され、第1誘導加熱コイル220より強い磁束を発生する。共通する高周波電流生成電源240に並列に接続された第1誘導加熱コイル220と第2誘導加熱コイル222は、高周波電流の通電を受けて磁束を形成し、中間生成品タンク12の繊維強化樹脂層20における樹脂含浸カーボン繊維Wを導体として繊維強化樹脂層20を誘導加熱する。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の厚み方向でのVfのバラツキの抑制をもたらす新たなタンク製造手法を提供する。
【解決手段】ライナー10の外周に形成した繊維強化樹脂層20は、誘導加熱コイル220にて高周波誘導加熱を受ける。この誘導加熱は、誘導加熱コイル220への高周波電流の通電により誘起されるが、繊維強化樹脂層20の厚み方向の各樹脂層部位において、繊維強化樹脂層20の外表側の最外層部位(層番号1)より、その内側の樹脂層部位(層番号2)が、最も高い温度となる。これを踏まえ、最大の温度と樹脂層部位(層番号2)の温度が誘導加熱コイル220への高周波電流の通電を制御する際の上限温度となるように、通電制御する。
(もっと読む)
熱硬化装置、および、熱硬化方法
【課題】導電性繊維と熱硬化性樹脂とを含む繊維強化プラスチック層を有する圧力容器における熱硬化性樹脂を、電磁誘導加熱によって熱硬化する際に、繊維強化プラスチック層の内層側から外層側への熱硬化性樹脂の染み出しを抑制する。
【解決手段】比較的遅い昇温速度で、熱硬化性樹脂の最低粘度を比較的高く維持して、熱硬化性樹脂の熱硬化を行い、その後、比較的速い昇温速度で、急速に熱硬化性樹脂の熱硬化を行う。
(もっと読む)
ガスタンクの製造方法及び熱硬化装置
【課題】誘導加熱を用いた繊維強化樹脂層の熱硬化を、コストを抑えて適切に行うことができる。
【解決手段】ガスタンクの製造方法は、熱硬化性樹脂が含浸された繊維を内容器20の外周に巻回して内容器20の外周に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有している。繊維強化樹脂層21は、繊維が内容器20の軸周りに巻かれるフープ巻き層21aを少なくとも有している。第2の工程では、内容器20の軸周りの繊維強化樹脂層21の外周に誘導加熱コイル40を配置し、当該誘導加熱コイル40を繊維強化樹脂層21の表面に沿って内容器20の軸方向に移動させて、繊維強化樹脂層21を誘導加熱する。
(もっと読む)
成形体の加熱方法及び加熱装置
【課題】繊維が複数の方向に巻かれている場合にも、均一に且つ熱効率良く誘導加熱して成形体の樹脂を熱硬化させることができる、成形体の加熱方法及び加熱装置を提供すること。
【解決手段】樹脂11を含浸したカーボン繊維12がヘリカル巻き及びフープ巻きされた未硬化のタンクを加熱して樹脂11を熱硬化する際、誘導加熱コイル30の巻き方向をヘリカル巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行う。その後、同じ誘導加熱コイル30を用いて、誘導加熱コイル30の巻き方向をフープ巻きの方向に合わせた状態にして、誘導加熱コイル30による加熱を行うようにした。
(もっと読む)
電磁誘導加熱装置および該装置を用いたシームレスベルトの製造方法
【課題】 円筒状金型を優れたエネルギー効率で均一に加熱し得る電磁誘導加熱装置および該装置を用いたシームレスベルトの製造方法を提供すること。
【解決手段】 外周面に接するように設けられた回転機構によって回転する円筒状金型を加熱するための電磁誘導加熱装置であって、該金型の外周面側に間隔を隔てて配置された誘導加熱コイル、および、該誘導加熱コイルの金型側を除く外周を囲うように配置されたフェライトコアを有し、該フェライトコアが該金型外周面の回転機構との接触領域上に配置されている、電磁誘導加熱装置。
(もっと読む)
シームレスベルト成形方法およびシームレスベルト成形装置
【課題】シームレスベルト表面に気泡が形成されるのを抑制することができるシームレスベルト成形方法およびシームレスベルト成形装置を提供する。
【解決手段】複数のローラに架設した型ベルト1にテンションを加え、上記型ベルト1を回転駆動させながらシームレスベルトの樹脂材料を塗布して皮膜10を形成する。次に、上記型ベルト1を回転駆動させながら型ベルト1を加熱して、上記型ベルト1上の皮膜10を加熱固化する。次に、テンションを除去して、固化した皮膜を型ベルト1から剥離することで、シームレスベルトを成形する。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて繊維強化樹脂層を全体に亘り十分に熱硬化する。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器20の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第1の工程において、熱硬化性樹脂には、導電性材料Bが添加されている。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。
(もっと読む)
ガスタンクの製造方法
【課題】ガスタンクの製造において、誘導加熱を用いて効率よく、より十分に繊維強化樹脂層の熱硬化を行う。
【解決手段】ガスタンクの製造方法であって、熱硬化性樹脂が含浸された繊維を内容器20の外周部に巻回して内容器の外周部に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有する。第2の工程は、内容器20の周囲に巻かれた誘導加熱コイル40により繊維強化樹脂層21を誘導加熱することにより行われる。その際、誘導加熱コイル40と繊維強化樹脂層21の繊維は、同じ方向に巻かれている。
(もっと読む)
タンクの製造方法
【課題】タンクタンクの製造方法について、熱硬化性樹脂全体をより短時間で硬化することのできる技術を提供することを目的とする。
【解決手段】流体を内部に貯蔵するためのタンクの製造方法であって、(a)当該タンクの内殻をなすタンク本体の内部に電解質溶液を封入する工程と、(b)熱硬化性樹脂を含浸した繊維である樹脂含浸繊維であって、導電性を有する樹脂含浸繊維をタンク本体に巻き付ける工程と、前記電解質溶液が封入され、前記導電性を有する樹脂含浸繊維が巻き付けられたタンク本体を誘導加熱により加熱し、熱硬化性樹脂を硬化させる工程と、を備えるタンクの製造方法。
(もっと読む)
熱媒封入金型、及び遠心成形装置
【課題】誘導加熱される周壁部の軸方向、及び周方向の温度分布を均一にできる熱媒封入金型、及び遠心成形装置を提供する。
【解決手段】遠心成形装置1は、熱媒封入金型3と、互いに水平方向に隔たる位置で熱媒封入金型3を支持し熱媒封入金型3に回転力を伝達する一対のローラ109と、一対のローラ109の間に配置され熱媒封入金型3を誘導加熱する電磁誘導コイル113とを備える。熱媒封入金型3は、端部が開放した円筒形の周壁部5を有し、その端部を限界として周壁部5の軸方向に延び、かつ相互に等間隔で周壁部5の周方向に隔たる複数の密封チャンバ9を周壁部5に形成している。気液二相の熱媒が密封チャンバ9に封入されている。
(もっと読む)
印刷基材、印刷原版及び印刷版の製造方法、並びに印刷基材の製造装置
【課題】印刷基材の生産性が高く、印刷基材の樹脂層の表面がべとつかず、かつ、印刷基材の熱硬化性樹脂組成物の低粘度化を抑制した、印刷基材の製造方法を提供する。
【解決手段】繊維状物質を含む熱硬化性樹脂組成物(20)を電磁誘導性支持体(10)の表面上に配置する工程Aと、前記電磁誘導性支持体(10)を高周波誘導加熱することにより、前記樹脂組成物(20)が前記電磁誘導性支持体(10)と接する面側から前記電磁誘導性支持体(10)と離れる方向に、前記熱硬化性樹脂組成物(20)を硬化させて、前記電磁誘導性支持体(10)の表面上に繊維強化樹脂層を形成する工程Bと、を含む印刷基材の製造方法である。
(もっと読む)
成形金型、及びその加熱方法
【課題】遠心成形に適した物理的強度を満たし、しかも誘導加熱の効率を一層向上できる成形金型、及びその加熱方法を提供する。
【解決手段】成形金型1は、その外周面3にマイクロクラッククロムメッキを施した円筒体である。マイクロクラッククロムメッキのメッキ層は、その表面から下地までの厚さが2μm以上であれば良く、硬度がビッカース硬さHv600以上であることが好ましい。メッキ層の割れの密度は400[c/cm]以上であることが好ましい。外周面3に転がり接触するスピンドルローラ15は、成形金型1を水平姿勢で支持し、電動機の出力を成形金型1に回転力として伝達する。電磁誘導コイル17は、外周面3に10mm以下の間隔を空けて対向している。
(もっと読む)
加熱排気装置
【課題】ケースに収納した円筒状金型を誘導加熱するとき、ケース内で発生するガスを良好に排気できる加熱排気装置を提供する。
【解決手段】加熱排気装置1は、両方の端部3が開放した円筒状金型5を内部に収納するケース7と、ケース7の内部に設けられ円筒状金型5にその径方向から対向する電磁誘導コイルと、ケース7の内部の円筒状金型5の端部3の上方に吸気口15をそれぞれ配置した排気ダクト19と、排気ダクト19の終端17に接続した吸引手段21と、排気ダクト19を円筒状金型5に対して昇降させる昇降手段43とを備える。
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 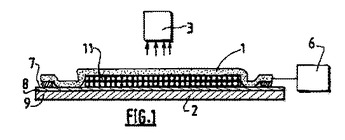 (もっと読む)
(もっと読む)
シームレスベルトの製造方法
【課題】金型の誘導加熱により、所期の特性を有するシームレスベルトを再現性良く製造することができシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液を展開し、金型の回転ローラ3及びコイル2を使う誘導加熱により加熱回転成型を行なうシームレスベルトの製造方法であって、誘導加熱に用いる電源の周波数が1kHz〜10kHzであることを特徴とするシームレスベルトの製造方法。
(もっと読む)
一体型ヒートパイプを有するマンドレル
一体型ヒートパイプを有するマンドレルは、フィラメントを巻き付けたパイプセグメントおよび容器の製造に使用され、加熱および硬化プロセス中にパイプまたは容器の内部の均一な加熱を行う。ヒートパイプの伝熱特性を使用して加熱または冷却を行うことができる。 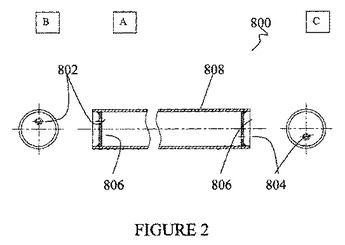 (もっと読む)
(もっと読む)
シームレスベルトの製造方法
【課題】本発明の目的は、円筒状金型の内面に展開された溶液樹脂を均一に加温して、表面抵抗値のばらつきを抑えることができるシームレスベルトの製造方法を提供することにある。
【解決手段】円筒状金型の内面に樹脂溶液を展開し、当該金型を誘導加熱により加熱することで当該樹脂溶液を加熱成型するシームレスベルトの製造方法であって、金型の外面及び内面に磁性体または非磁性体材料のメッキ処理が施されていることを特徴とする。
(もっと読む)
半導電性シームレスベルトの製造方法
【課題】本発明の目的は、左右の周長差の小さい半導電性シームレスベルトを短時間で安価に製造できる製造方法を提供することにある。
【解決手段】シームレスベルトの原料である樹脂溶液を、金型の円柱形状の内面にシームレス状に塗布させた後、乾燥、硬化してフィルム化するシームレスベルトの製造方法であって、金型の長さと金型直径の比(金型長さ/金型直径)が3以上であり、初期乾燥工程の際に、金型内表面に風速2m/秒以上の送風を行なうことを特徴とする。
(もっと読む)
1 - 20 / 22
[ Back to top ]