
Fターム[4F205AR12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 調整制御量(制御の対象) (2,080) | 寸法(←長さ、大きさ、厚み等) (484)
Fターム[4F205AR12]に分類される特許
61 - 80 / 484
ポリアミドイミドフィルム
【課題】耐熱性、機械的強度が良好でかつ着色が極めて少ないポリアミドイミドフィルムを提供する。
【解決手段】式(1)の構造を含有し、引っ張り伸度が5%以上のポリアミドイミドフィルム。
(R1〜R9は水素、アルキル基またはアリール基であり、R10はイソホロンジアミン残基(A)及び/又はジシクロヘキシルメタンジアミン残基(B)であり、残基(A)/残基(B)のモル比は0/100−90/10である。nは2以上の整数である。)
(もっと読む)
耐摩耗性の繊維強化複合材及びその製造方法
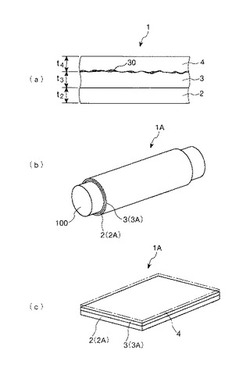
【課題】アンダーコート層、或いは、セラミックス粒子が食い込んだトップコート層を設けることなく、良好な接着強度を有する溶射皮膜が形成された耐摩耗性の繊維強化複合材及びその製造方法を提供する。
【解決手段】最外層に溶射皮膜層4を有する耐摩耗性の繊維強化複合材1であって、繊維強化プラスチック基材層2と、繊維強化プラスチック基材層2の表層に積層されたガラス繊維強化プラスチック層3と、ガラス繊維強化プラスチック層3の表層に溶射により被覆された溶射皮膜層4とを有する。
(もっと読む)
ベルトマシーン

【課題】金属製無端ベルトの寿命を延ばすことができ、また走行時の振動や蛇行を抑制でき、フィルムの品質を向上させることも可能な最適なサポートロールの配置と押し圧を提供する。
【解決手段】少なくとも2個のベルト回動用ロール2,3に掛け渡され水平に走行可能な金属製無端ベルト1のテンション調整手段、及び複数の上下サポートロール4,5を有する無端ベルトマシーンで、テンション調整手段が、無端ベルト走行方向に移動可能なスライド機構6と、上下サポートロールの各ロール間の距離及び高さの調整機構とを含んでいる。無端ベルトのテンションと上下サポートロールの配置を調整することにより、サポートロールに掛かる金属製無端ベルトからの押し圧を発生させることが可能で、サポートロールの外径が100〜200mmであり、押し圧が0.1〜10N/cm2であるベルトマシーン。
(もっと読む)
セルロースアシレートフィルムとその製造方法、偏光板および液晶表示装置
【課題】光学性能を改善でき、生産性が高いセルロースアシレートフィルムの製造方法の提供。
【解決手段】セルロースアシレートを含むドープを支持体上に流延する工程と、流延後の支持体上の前記ドープを、前記ドープの前記支持体と接していない側の表面における表面乾燥風温度T1(単位:℃)の制御と、前記ドープの裏面乾燥温度T2(単位:℃)の制御によって乾燥ゾーン内で乾燥する工程を含み、前記表面乾燥風温度T1と前記裏面乾燥温度T2が式(1)〜式(3)を満たすように制御するセルロースアシレートフィルムの製造方法。
20℃ ≦ T1・・・式(1); T1 ≦ T2−20℃・・・式(2); T2 ≦ 90℃・・・式(3)
(もっと読む)
光学フィルムとその製造方法、偏光板および液晶表示装置
【課題】偏光子との接着性に優れ、脆性が改善され、液晶表示装置に組み込んだときの光モレが改善された光学フィルムの提供。
【解決手段】ラクトン環構造を有する(メタ)アクリル系樹脂を含有するコア層と、該コア層の少なくとも片側に、3μmより厚く20μm以下の厚みであり、かつ、セルロースアシレートを含む外層を有することを特徴とする、光学フィルム。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法、ポリビニルアルコール系フィルム、偏光フィルム及び偏光板
【課題】 高透過性、高偏光性を有し、更に偏光性能の面内均一性に優れた偏光フィルムを得ることができるポリビニルアルコール系フィルムの製造方法を提供すること。
【解決手段】 ポリビニルアルコール系樹脂水溶液をT型スリットダイから吐出し第1熱ロール(R1)に流延する工程[I]、第1熱ロール(R1)から剥離する工程[II]、複数個の熱ロール(Rn)に、フィルムの表裏面を交互に通過させる工程[III]を含むポリビニルアルコール系フィルムの製造方法において、T型スリットダイからの吐出幅(α)の幅方向に対して、一方の端部から吐出幅の10%以内のいずれかの領域(S1)における熱ロール(Rn)の表面温度(T1)、及び、他方の端部から吐出幅の10%以内のいずれかの領域(S2)における熱ロール(Rn)の表面温度(T2)が、吐出幅(α)の幅方向に対して領域(S1)及び領域(S2)を除く領域(S3)における熱ロール(Rn)の表面温度(T3)より低い表面温度であるポリビニルアルコール系フィルムの製造方法。
(もっと読む)
溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】ローラ131の回転によりバンド91は長手方向へ循環移動する。測距センサ180はバンド19との浮き量Cxを検知する。制御部198は、測距センサ180から浮き量Cxを読み取る。その後、制御部198は、読み取った間隔Cxから、幅方向におけるバンド91とローラ131との浮き量CLを算出する。制御部198は、浮き量CLに基づいて、幅方向における流延エリアA1の臨界位置Pr、切断位置Pcをそれぞれ決める。臨界位置Prに基づいて、幅方向における流出口131aの長さL0を調節する。制御部198は、浮き量CLに基づいて定められた切断位置Pcへカッタを変位する。カッタにより、フィルム116の耳部116aは切除される。
(もっと読む)
ガスタンク及びその製造方法
【課題】強度と耐熱性に優れ、ガス透過性を抑制したガスタンク、及びその製造方法を提供する。
【解決手段】ガスバリア性を有する内殻と、該内殻を覆うように設けた耐圧性のFRP製外殻とを有するガスガスタンクであって、前記外殻は、(A)補強繊維束、(B)熱硬化性樹脂、並びに(C)エラストマー粒子及び/又は熱可塑性樹脂粒子からなり、かつ、(B)熱硬化性樹脂中に分散した(C)エラストマー粒子及び/又は熱可塑性樹脂粒子が(A)補強繊維束内に存在することを特徴とする。
(もっと読む)
光学フィルムの製造方法および該方法によって製造された光学フィルム
【課題】スリット間隙が異なるダイスに変更することなく、膜厚が異なる光学フィルムを簡便に連続的に製造でき、しかも膜厚が比較的薄い光学フィルムを製造する場合であっても、膜厚ムラの発生を長期にわたって十分に防止できる光学フィルムの製造方法を提供すること。
【解決手段】流延用ドープ20をダイス2から、連続的に走行する支持体1の上に200〜720g/m2で吐出して支持体上に流延膜を形成した後、該流延膜から溶媒の蒸発を行い、流延膜をフィルムとして支持体から剥離する光学フィルムの製造方法であって、少なくとも高分子材料が溶媒に溶解されてなる初期ドープ21と、該初期ドープよりも高分子材料濃度が低い希釈用ドープ22とを、光学フィルムの最終膜厚hd(μm)と流延用ドープの高分子材料濃度x(重量%)とが下記式を満たすように混合して流延用ドープ20を調製することを特徴とする光学フィルムの製造方法;20≦hd≦100;150≦hd÷(x/100)≦600。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法
【課題】幅広化や長尺化に対応した、搬送性能に優れ、さらに光学欠点のないポリビニルアルコール(PVA)系フィルムの製造方法の提供。
【解決手段】(A)界面活性剤を含み、水分率が60〜90重量%のPVA系樹脂水溶液を調製する工程、および(B) PVA系樹脂水溶液を用いて、キャスト法により水分率5重量%以下のPVA系フィルムを製造する工程からなり、PVA系樹脂水溶液中の水分の蒸発速度が15〜30重量%/分であるPVA系フィルムの製造方法である。PVA系フィルムは、界面活性剤を含有するPVA系フィルムであり、フィルムの厚さが30〜55μm、フィルム幅が3m以上、フィルムの長さが4000m以上で、かつ、下記式により算出される、ステンレス製ロールに対する動摩擦係数が0.03以下である。
動摩擦係数(μ)=F/2.0
〔ここで、F(kgf)は、幅40mm、直径80mm、重さ2.0kg、表面粗さ(Ra)が0.05μmのSUS304製の試験ロールを、フィルム上で速度100mm/分で転がした際の駆動力(kgf)である。〕
(もっと読む)
圧力容器の製造方法
【課題】所望の耐圧性能を有する圧力容器を精度よく作製する。
【解決手段】円筒状の直胴部38と、直胴部38の両端に接続され、その頂部に口金部36,37を有するドーム部40,41と、を備えるライナ32の外周上に、樹脂液を含浸させた繊維束を、口金部36,37間の距離を調整しながら巻き付ける工程を含む。口金部36,37間の距離は、支持部42に設けられた口金部可動機構50により調整することができる。
(もっと読む)
管状物の製造方法
【課題】ノズルを使用し円柱状の芯金の周面に塗布液を螺旋状に塗布し、塗膜を形成した後、芯金を抜き取り管状物を製造しても膜厚が均一の管状物を製造することが出来る製造方法の提供。
【解決手段】回転する円柱状の芯金の周面に、相対的に移動するノズルより樹脂層形成用塗布液を吐出して螺旋状に塗布し樹脂層形成用塗膜を形成し、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法において、前記硬化処理を行う前に、前記樹脂層形成用塗膜を形成した前記芯金を、振れ幅30μm未満で、回転速度(周速度)0.02m/secから0.2m/secで回転させ平坦化処理を行うことを特徴とする管状物の製造方法。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】生産性に優れ、比較的大型の積載物に対しても、容易に強度、剛性や重量等の要求仕様を満たすことができ、かつ、狭いスペースに対しても容易に挿入できるように全体寸法を簡単に最適化できる繊維強化プラスチック製支持バーとその製造方法を提供する。
【解決手段】引抜成形された横断面形状が中空矩形の繊維強化プラスチック製角パイプから切り出された、支持バー全長にわたって延びる長尺角パイプと、該長尺角パイプの下部で根元部から該長尺角パイプよりは短く該長尺角パイプと平行に延びる短尺角パイプとが、接合により一体化されていることを特徴とする繊維強化プラスチック製支持バー、およびその製造方法。
(もっと読む)
ポリビニルアルコール系フィルム、ポリビニルアルコール系フィルムの製造方法、偏光フィルム及び偏光板
【課題】 延伸性に優れ、かつ染色ムラの少ない、偏光フィルムなどの光学フィルム用途に適したポリビニルアルコール系樹脂フィルムを提供すること。
【解決手段】 ポリビニルアルコール系樹脂(A)を含有するフィルム形成材料を製膜してなるポリビニルアルコール系フィルムであり、かつ、フィルムを30℃の水に5分間浸漬し膨潤させた時の幅(TD)方向の膨潤度(XTD)と機械(MD)方向の膨潤度(XMD)の比(XTD/XMD)が1.000〜1.020であるポリビニルアルコール系フィルム。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】幅広の流延膜について、均一に乾燥を行う。
【解決手段】流延膜30を乾燥する第2乾燥ユニットは、箱状の供給ダクトと、乾燥風402を送り出す垂直ノズル32bと、乾燥風402を吸引する吸引ダクト32cとを有する。供給ダクトは流延膜30の上方に設けられる。垂直ノズル32bは、供給ダクトの下面にて、供給ダクトから流延膜30に向けて突出する。吸引ダクト32cは、A方向へ並べられる垂直ノズル32bのB方向両側に設けられる。吸引ダクト32cには、乾燥風402を吸引する吸引口32cxが設けられる。吸引口32cxは、垂直ノズル32bに設けられた送風スリット32bxよりも、流延膜30から離れた位置に設けられる。複数の垂直ノズル32bの間に、乾燥風の吸引ルートが形成される。
(もっと読む)
管状物の製造方法
【課題】回転装置に装着した円柱状の芯金の振れ精度が低い場合でも、膜厚が均一の管状物の製造方法の提供。
【解決手段】円柱状の芯金の周面に、ノズルより樹脂層形成用塗布液を吐出して塗布し、樹脂層形成用塗膜を形成した後、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法であって、前記芯金の間欠回転と、前記ノズルで前記樹脂層形成用塗布液の間欠塗布を繰り返し前記芯金の周面の全域に、帯状の樹脂層形成用塗膜を形成し、平担化処理した後、硬化処理を行い樹脂層を形成し芯金を抜き取り管状物を製造することを特徴とする管状物の製造方法。
(もっと読む)
樹脂基複合材の製造方法
【課題】樹脂基複合材の板厚をより高精度に制御することができる製造方法を提供する。
【解決手段】所定形状の治具20に、繊維で強化された樹脂からなるプリプレグ30を所定の厚さまで積層する工程と、積層されたプリプレグ30と治具20とを包装材35で被覆し、包装材35を加圧しながら加熱処理して第1の半成形品40aと第2の半成形品40bとを形成する工程と、第1の半成形品40a及び第2の半成形品40bの板厚を計測する工程と、計測された板厚と、樹脂基複合材の所望の板厚と、追加プライ42の物性とを基にして、追加プライ42の数を決定する工程と、所定形状の治具41a,41bに設置された第1の半成形品40aと第2の半成形品40bとの間に、所定枚数の追加プライ42を積層した積層体43を形成し、積層体43と治具41a,41b,44とを包装材47で被覆し、包装材47を加圧しながら加熱処理する工程とを備える樹脂基複合材の製造方法。
(もっと読む)
61 - 80 / 484
[ Back to top ]