
Fターム[4F205AR12]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 調整制御量(制御の対象) (2,080) | 寸法(←長さ、大きさ、厚み等) (484)
Fターム[4F205AR12]に分類される特許
161 - 180 / 484
多層管状物及びその製造方法
【課題】芯体からの分離が容易で、芯体表面にフッ素樹脂被膜が貼り付いてしまうことによる芯体の耐久性の低下を防ぐことができ、且つ、ポリイミド樹脂とフッ素樹脂とが強固に接着した多層管状物及びその製造方法を提供することにある。
【解決手段】芯体にポリイミド前駆体溶液とフッ素樹脂分散液とを重ねて塗布する重ね塗り工程と、前記ポリイミド前駆体溶液及び前記フッ素樹脂分散液から溶媒を除去する工程と、前記ポリイミド前駆体をイミド化すると共に前記フッ素樹脂を被膜化する工程とを備える多層管状物の製造方法であって、前記重ね塗り工程は、フッ素樹脂分散液をポリイミド前駆体溶液の塗膜の長さと同じ長さもしくはそれより短く塗布する多層管状物の製造方法である。
(もっと読む)
有孔複合構造およびそのための方法

(a)複数の未硬化のプリプレグシートを含む積層構造を形成するステップであり、積層構造は最初の略平坦な形態を含む、ステップと、(b)積層構造を適切な第1の硬化条件下に置いて、略平坦な形態を維持しながら部分硬化された積層構造をもたらすステップと、(c)部分硬化された積層構造に複数の穿孔を与えるステップであり、部分硬化された有孔の積層構造をもたらす、ステップと、(d)部分硬化された有孔の積層構造を成形するステップと、(e)ステップ(d)と少なくとも部分的に同時にまたはその後に、部分硬化された有孔の積層構造を第2の硬化条件下に置いて、成形および最終硬化済みの積層構造をもたらすステップとを含む、方法。 (もっと読む)
ポリイミドフィルムおよびその製造方法
【課題】幅方向の厚み変動幅の小さい肉厚のポリイミドフィルムを提供する。
【解決手段】ポリイミドフィルムであって、平均厚みTが75μm以上であり、かつ幅方向の厚み変動幅をDμmとしたときに、下式で示されるRが±2%以内である。
R(%)=(D/T)×100
ポリイミド樹脂前駆体であるポリアミック酸溶液を基材上に塗工し乾燥することによりポリイミドとしての平均厚みATが60μm以下であるポリアミック酸塗膜Aを形成し、塗膜Aの上に、さらにポリアミック酸溶液を塗工し乾燥することによりポリイミドとしての平均厚みBTが100μm以下であるポリアミック酸塗膜Bを少なくとも1層形成し、しかる後キュアする。
−80μm≦AT−BT≦20μmであることが好適である。
(もっと読む)
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。 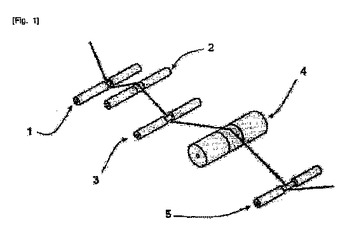 (もっと読む)
(もっと読む)
位相差フィルムの製造方法
【課題】ヘイズの値が0.5以下であり、50nm以上であるReを有する位相差フィルムを製造する。
【解決手段】ドープを流延ドラムに流延する。この流延ドラムにより流延膜を冷却する。流延膜を固化する。溶媒が多く含まれた状態の流延膜をフィルム12として剥ぎ取る。フィルム12をテンタ15で乾燥する。溶媒残留率が60重量%となるまでフィルム12を乾燥する。溶媒残留率が10重量%になるまで、温度が105℃以下の気体を吹き付けてフィルム12を乾燥する。溶媒残留率が10重量%のフィルム12のセルロースアシレートのガラス転移点をTg℃とする。フィルム12が(Tg+10)℃以上(Tg+60)℃以下の温度範囲のときにフィルム12を拡幅して、位相差フィルム14を得る。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】厚みムラ故障の発生を抑えつつ、フィルムを製造する。
【解決手段】フィルムは、幅方向中央部から両端部に向かうに従って膜厚及び伸びやすさが大きくなる分布を有する。フィルムをテンタ部に導入する。テンタ部では、幅方向への延伸処理をフィルムに施す。フィルムの幅方向両端部では中央部に比べ伸びやすくなる結果、延伸処理前後におけるフィルムの膜厚の減少量ΔTHは、幅方向の中央部から両端部に向かうに従い大きくなる。延伸処理前における幅方向についての膜厚の変動量により、膜厚の減少量ΔTHの幅方向における変動量を抑えるように延伸することができる。
(もっと読む)
付着物除去ノズル及び方法並びに溶液製膜方法
【課題】付着物を確実に除去する。
【解決手段】付着物除去装置2は、付着物除去ノズル3を備える。付着物除去ノズル3には、小径オリフィス21と大径オリフィス22とが設けられている。液化二酸化炭素110は、小径オリフィス21を通って粒子形成部31に送られるとともに、大径オリフィス22を通って粒子形成部31に送られる。粒子形成部31には、キャリアガス100が送られる。粒子形成部31では、小径オリフィス21及び大径オリフィス22からの液化二酸化炭素110とキャリアガス100とから、二酸化炭素ガスと小径ドライアイス粒子111及び大径ドライアイス粒子112とを含む洗浄ガス120がつくられる。洗浄ガス噴出口15から噴射された洗浄ガス120は、流延ドラム212の表面212aに吹き付けられる。洗浄ガス120により、表面212aに付着した液状付着物X1及び固形付着物X2が除去される。
(もっと読む)
樹脂シートの製造方法及び樹脂シート
【課題】基材に樹脂組成物を塗工し、乾燥させることによって、電子・電気材料分野等において好適に用いられる厚膜の樹脂シートを作製するに際し、厚膜でも反りやワレのない平板な樹脂シートを簡便に作製することができる樹脂シートの製造方法を提供する。
【解決手段】重合体、フィラー及び溶媒を必須成分として含み、粘度が100mPa・s以上である樹脂組成物から厚みが0.4mm以上である樹脂シートを製造する方法であって、該樹脂シートの製造方法は、樹脂組成物を多孔質の基材上に塗布する工程及び該樹脂組成物を乾燥させる工程を含む樹脂シートの製造方法。
(もっと読む)
溶液製膜方法及び設備
【課題】低速で溶液製膜するときの、フィルムに生じる厚みムラを抑える。
【解決手段】ポリマー及び溶剤によりドープ20を調製する。流延バンド22は20m/分以上50m/分以下の速度で走行する。走行する流延バンド22に流延ダイ21からドープ20を吐出する。流延ビード33を形成する。流延ビード33を流延バンド22の上で流延し、流延膜35を形成する。流延ダイ21の吐出口21aにおける単位面積あたりの吐出流量を6(m3/分)/m2以上20(m3/分)/m2以下の範囲とするように、吐出口21aのリップクリアランスあるいはドープ供給量を調節する。流延ダイ21の温度を下げる。流延ビード33を構成するドープ20の粘度を上げる。
(もっと読む)
防汚性FRP成形品およびその製造方法
【課題】光触媒層表面を金属化合物薄膜で覆うことなく、親水化を向上させることができ、光触媒粒子を担持する樹脂材料の分解による破壊、減肉が製品の耐久性に悪影響を与えないFRP成形品を安価に提供することにある。
【解決手段】少なくとも表面の一部がゲルコート樹脂層で覆われたFRP成形品であって、前記ゲルコート樹脂層の厚みが100μm〜1,000μmであるとともに、少なくともルチル型酸化チタンを含む光触媒粒子が練混された前記ゲルコート樹脂層の表面を研磨処理することにより前記光触媒粒子が露出されてなることを特徴とする防汚性FRP成形品。
(もっと読む)
多孔フィルム及びその製造方法
【課題】孔の配列ピッチが不揃いな多孔フィルムを、連続的に製造する。
【解決手段】有機溶媒と両親媒性化合物とを含む溶液を流延ベルト51の上にキャストしてキャスト膜22を形成する。キャスト膜22の周辺の露点TDからキャスト膜22の表面の温度TSを減じた値をΔTとするとき、第1エリア44で3℃≦ΔT≦30℃の条件下で結露させてキャスト膜22の上に微小水滴を形成する。この直後に、第2エリア45で0℃<ΔT≦10℃の条件下で微小水滴を成長させ、微小水滴を略最密充填状態にする。第3エリア46で、−3℃<ΔT≦3℃の条件下で微小水滴の一部を蒸発させる。この微小水滴の一部蒸発によるサイズ縮小化により、略最密充填状態を緩和させる。緩和により孔の配列ピッチが不揃いになる。第4エリア47で、溶媒をキャスト膜22から蒸発させる。第5エリア48で、TD<TSの条件下で微小水滴をキャスト膜22から蒸発させる。
(もっと読む)
溶液製膜方法
【課題】厚みムラを抑えつつ、積層フィルムを製造する。
【解決手段】ポリマー濃度がC1〜C3の中間層用ドープ、裏面層用ドープ、及び表面層用ドープをつくる。ポリマー濃度はC1〜C3の順に低い。フィードブロック27は、各ドープを合流させて積層ドープをつくる。流延ダイは、走行する周面30bに積層ドープを吐出する。吐出した積層ドープは流延膜29となる。流延膜29では、周面30b側から順に、裏面層用ドープ22からなる裏面層122と、中間層用ドープ21からなる中間層121と、表面層用ドープ23からなる表面層123とが層をなす。冷却により、各ドープ21、22はゲル化するものの、表面層用ドープ23は流動性を有するため、流延膜29の厚みムラを緩和することができる。
(もっと読む)
光学フィルムの製造方法及び光学フィルム
【課題】タッチロールからの熱可塑性樹脂フィルムの剥離性を向上させ、横段ムラのない光学フィルムの製造方法及び該製造方法で製造した光学フィルムを提供することである。
【解決手段】熱可塑性樹脂を含む溶融物を流延ダイから回転支持体の表面にフィルム状に押し出す流延工程と、流延工程で押し出されたフィルム状の溶融物を、回転支持体と挟圧回転体とで挟圧する挟圧工程とを備えた光学フィルムの製造方法において、回転支持体の表面に回転支持体とフィルム状の溶融物との粘着力を上げるための粘着補助剤を塗布した後に、フィルム状の溶融物を挟圧する。
(もっと読む)
溶液製膜方法
【課題】優れた引裂強度を有するフィルムを製造する。
【解決手段】流延ドラム32は軸32aを中心に回転する。流延ダイ30はドープ21を流延ドラム32の周面32b上に流延し、流延膜33を形成する。周面32b上の流延膜33は冷却ゲル化し、自己支持性を有する。剥取ローラ34は、流延膜33を流延ドラム32から剥ぎ取って湿潤フィルム38とする。湿潤フィルム38は、渡り部41、ピンテンタ13、収縮装置65、クリップテンタ14に順次案内され、湿潤フィルム38の乾燥は進行する。多量の溶媒を含み、ポリマー分子がMD方向に配向する湿潤フィルム38を乾燥しながら、MD方向及びTD方向の外力を湿潤フィルム38に付与し、湿潤フィルム38を強制的に収縮する収縮処理を行う。
(もっと読む)
ポリマーシート及びその製造方法、並びに、該ポリマーシートを用いた太陽電池セル封止シート及び太陽電池モジュール
【課題】簡便に製造することが可能であり、かつ、充分な水蒸気バリアー性と耐候性を有するポリマーシート、及びその製造方法、並びに、該ポリマーシートを用いた太陽電池セル封止シート及び太陽電池モジュールを提供すること。
【解決手段】本発明のポリマーシートは、一般式(1)で示される繰り返し単位を含むポリマーを含有するポリマー層を支持体上に有し、前記ポリマー層が前記ポリマーの水系分散物を含む塗布液が塗布された後、乾燥されることにより設けられることを特徴とする。
(もっと読む)
フィルムの製造方法
【課題】切断された端部のバタツキや蛇行を抑制し、端部の切断・回収を十分に円滑に行うことができるフィルムの製造方法を提供すること。
【解決手段】高分子材料を含む溶液を支持体1上に流延し、乾燥を行い、フィルムを剥離し、延伸した後、フィルムを搬送しながらフィルム幅手方向の端部を切断・回収するトリミング工程8を実施するフィルムの製造方法であって、トリミング工程において、切断されたフィルム端部80bを吸い込み口84より回収するに際し、フィルム搬送方向の上流側および下流側から吸い込み口開口部に向けて、搬送風82,83を供給し、上流側からの搬送風82の供給速度V1および下流側からの搬送風83の供給速度V2がそれぞれ独立して、フィルム搬送速度に対して100〜6000%であり、それらの比率V1/V2が1未満であるフィルムの製造方法。
(もっと読む)
光学フィルムの製造方法、光学フィルムの製造装置、光学フィルム、偏光板及び液晶表示装置
【課題】本発明の目的は、光学フィルムの幅が変更されても搬送ロールの交換の必要が無く、ロール滑りが発生せずに、擦り傷のない高品質な光学フィルムの製造方法と製造装置及び該製造装置で製造した光学フィルムを提供することである。
【解決手段】回転自在な複数の搬送ロールは、少なくとも片方の端部近傍の周面に搬送補助部を有し、樹脂フィルムの一方の端部と搬送補助部とが接触するように、樹脂フィルムの幅に応じて、搬送ロールを、軸方向に移動することを特徴とする。
(もっと読む)
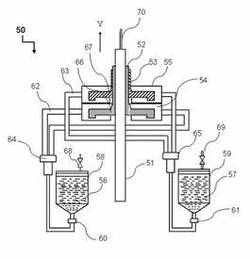
シームレスベルトの製造方法
【課題】シームレスベルトの製造方法は、固形分濃度が22重量%以上のポリアミド酸溶液を用いることにより、膜厚差が小さく、厚みムラの少ない、画像形成性に優れたシームレスベルトを提供する。
【解決手段】ポリアミド酸溶液を用いたシームレスベルトの製造する方法において、固形分濃度が22重量%以上であるポリアミド酸溶液を調製する工程と、前記ポリアミド酸溶液を円筒状成形型に塗布する工程と、前記ポリアミド酸溶液をイミド転化する工程と、を含むことを特徴とするシームレスベルトの製造方法。
(もっと読む)
ポリマーフィルムの製造方法及びセルロースアシレートフィルム
【課題】Re及びReの湿度依存性が小さいフィルムを、ドラム式流延で製造する。
【解決手段】ドープ12をドラム82に流延する。流延膜14を冷却により固化して、剥ぎ取る。湿潤フィルム13をピンテンタ64に案内する。流延膜14の移動速度V1とピンテンタ64における湿潤フィルム13の搬送速度V2との比V1/V2を1.01以上1.3以下の範囲とする。ピンテンタ64では、1.01倍以上1.30倍以下の範囲の拡幅率で、湿潤フィルム13を拡幅する。拡幅は、溶剤残留率が100重量%に達するまでに終了するように実施する。
(もっと読む)
フィルムおよびその製造方法
【課題】フィルムの幅手方向における端部においてカールが十分に防止されたフィルムおよびその製造方法を提供すること。
【解決手段】高分子材料を含む溶液を支持体上に流延し、乾燥を行い、フィルムを剥離した後、フィルム12の幅手方向の端部において湾曲したカール部13a,13bの外側面100a,100bを加熱する端部加熱工程を実施することを特徴とするフィルムの製造方法および該方法によって製造されたフィルム。
(もっと読む)
161 - 180 / 484
[ Back to top ]