
Fターム[4F205GA03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 型の被覆による成形の区分 (1,535) | 回転又は遠心成形 (167) | 二軸又はそれ以上の多軸 (16)
Fターム[4F205GA03]に分類される特許
1 - 16 / 16
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
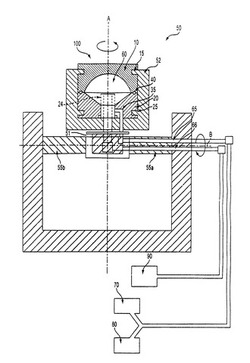
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
医療用物品の回転成形

【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは他の所望の物品を形成する回転成形された医療用物品。
(もっと読む)
ペレットおよびマイクロペレットの押出成形制御、ペレット化制御および溶融レオロジー制御を利用して最小せん断成形を向上させるための方法および装置、ならびにペレットおよびマイクロペレットから作られた成形体
本発明のさまざまな実施の形態は、最小せん断成形プロセスの向上のための方法に関する。これは、任意の粉末とともにペレットおよび/またはマイクロペレットを用いて達成することができる。ペレットおよび/またはマイクロペレットは、減少した成形温度、減少した硬化時間、減少した回転軸比および/または減少した回転速度を組入れる非粉末溶融流れレオロジーと組合せて、制御された押出成形およびペレット化プロセスによって作製することができる。成形は、単軸成形、2軸成形、または多軸成形であり得て、回転成形、振動成形、またはそれら両方であり得る。作製された成形部は、単一の層または多層を有することができ、類似のまたは異なる化学的組成物を用いて、1つ以上の成形シーケンスにおいて作製することができる。 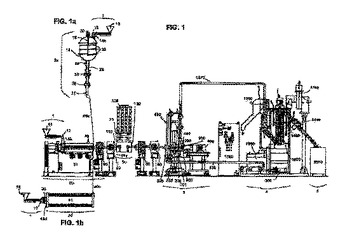 (もっと読む)
(もっと読む)
二重壁構造の角形容器およびその製造方法
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
回転成形用粉体組成物および表皮材
【課題】生産コストのかゝらない粒径1000μm以上の粉体組成物を使用して、回転成形によってピンホールのない、表面性、離型性に優れた成形品を得る。
【解決手段】スチレン系ブロック共重合体にポリプロピレンを添加して硬度を付与するが、この際回転成形性を阻害しない高流動ポリプロピレンを使用し、更にスチレン系ブロック共重合体とポリプロピレンとの相溶性を改良するために、エチレン−エチレン・ブチレン−エチレンブロック共重合体を添加する。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】回転成形金型6に、後工程の穿孔加工及びフレアー加工によって継手部3となり且つ該穿孔加工の際のチャック掴み部32を具えた樹脂ブロック30を保持せしめておき、回転成形の際に成形される容器胴部2と樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削加工によって樹脂ブロック30を筒体33に形成し、次にフレアー加工によって筒体の先端にフランジ35を形成する。
(もっと読む)
継手部を一体に具えた容器及びその製法
【課題】フッ素系樹脂製容器に相手接続管部材を繋ぐための継手部を一体に形成する。
【解決手段】容器胴部成形用の回転成形金型6に、後工程の切削加工によって継手部3となり且つ該切削加工の際のチャック掴み部32を具えたフッ素系樹脂ブロック30を保持せしめておき、回転成形の際に成形される胴部2と前記樹脂ブロック30とを融着一体化させ、型開き後に、該樹脂ブロック30上のチャック掴み部32を掴んで、切削刃にて樹脂ブロック30を切削して相手接続管部材5に対する継手部3を形成する。
(もっと読む)
無端ベルトの製造方法、及び該製造方法に用いる装置
【課題】 高い生産効率で無端ベルトを製造する無端ベルトの製造方法、及び該製造方法に用いる装置を提供する。
【解決手段】 芯体を、該芯体の外径より大きい内径の円孔を有する環状体が液面上に設置された塗液に浸漬させた後、該芯体の軸方向を鉛直方向に配置し、該塗液から相対的に上昇させて前記円孔を通過させることにより、塗膜を芯体の外表面に形成する塗膜形成工程と、前記芯体の外表面に形成された塗膜を少なくとも加熱乾燥することにより、前記芯体の外表面に被膜を形成する被膜形成工程と、前記芯体の外表面に形成された被膜を芯体から抜き取る被膜抜き取り工程と、を有する無端ベルトの製造方法であって、少なくとも前記塗膜形成工程において塗液に浸漬させる前の芯体を、その軸方向を鉛直方向に配置し、中心軸を中心に回転が可能な状態で保持することを特徴とする無端ベルトの製造方法及び装置。
(もっと読む)
希土類元素触媒を使用する高温での大環状ポリエステルオリゴマーの重合
ランタニド希土類元素またはイットリウムを含有する化合物は、大環状ポリエステルオリゴマーの重合のための有効な触媒である。この触媒は高温で安定であり、そして重合は迅速であり、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
回転成形樹脂燃料タンク
【目的】内外2層構造の樹脂燃料タンクを外観性良く、しかも耐候性,低温衝撃性並びに耐ガソリン透過性を充足するように成形する。
【構成】上型10と下型11の中へ外層用の樹脂材料12を投入し(A)、加熱しながら回転成形して外層8を得る(B)。その後直ちにノズル13から外層8の内側へ内層の樹脂材料14を投入し(C)、加熱しながら回転成形する(D)。さらに、冷却して(E)から製品である樹脂燃料タンク1を取り出す(F)。このとき、外層となる樹脂材料12は耐候性及び低温衝撃性に優れたポチエチレン樹脂とし、内層となる樹脂材料14は耐ガソリン透過性に優れたポリアミド樹脂とし、内層となる樹脂材料14はできるだけ低融点のものを選択する。
(もっと読む)
熱可塑性発泡体の層を有する部品の回転成形方法
回転形成によって形成される発泡層は、発泡性重合体が加熱され、発泡温度に達する前に加熱が中断されることによって構成される。鋳型1と先に形成された層とから成るシステムの熱慣性によって加熱が完了するが、無秩序な発泡を起こす原因とはない。発泡層は、均一で接着している。発泡層を被覆している稠密層は異なる。 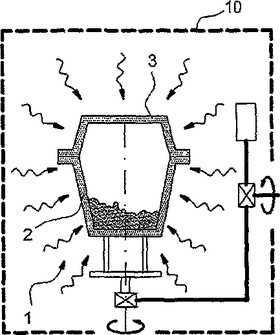 (もっと読む)
(もっと読む)
回転成形用樹脂組成物
【課題】 得られた回転形成体に変色が生じない回転成形用樹脂組成物であって、ポリエチレン、該ポリエチレンの架橋剤、及び光安定剤を含有する回転成形用樹脂組成物の提供。
【解決手段】 a)ポリエチレン、b)架橋剤、及びc)光安定剤を含有する回転成形用樹脂組成物であって、前記b)架橋剤が前記a)ポリエチレンの架橋に有効な過酸化物であり且つ該過酸化物が三重結合を有し、前記c)光安定剤がトリアジン環を有しないことを特徴とする、上記組成物により、上記課題を解決する。
(もっと読む)
IV型タンクの漏れ防止ブラダの製造方法、及びIV型タンク
本発明は、IV型複合タンク(1)のガス漏れ防止用の熱可塑性重合体のブラダ(2)の製造方法と、この方法によって得られることが可能なIV型タンク(1)に関する。本発明の方法は、前記熱可塑性重合体の前駆単量体の重合段階を含み、回転成形に結合された前記単量体の重合によって、かつ得られた熱可塑性重合体を溶解せずに前記ブラダ(2)を形成するように、前記単量体の融点以上、かつ前記重合体の融点未満の作業温度に加熱された回転式金型内で前記熱可塑性重合体を与える。 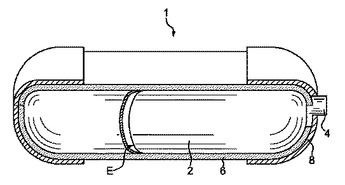 (もっと読む)
(もっと読む)
積荷運搬装置およびその製造方法
本発明は、無機質充填材で充填されたプラスティック材料から回転成型された積荷運搬装置、例えばパレットおよび運送用コンテナに関する。積荷運搬装置を製造する方法および装置も記載されている。一実施形態において、積荷運搬装置は、2つのパレット要素として2つの半部分に形成されたパレットを有する。回転成型されたプラスチックのパレット要素は、同じ方向に積み重ねられたとき、入れ子構造を形成するが、パレット要素の一方が裏返しのときには、連結して両面パレットを形成する。 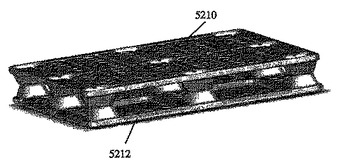 (もっと読む)
(もっと読む)
フィルタハウジングおよびフィルタハウジングの製作方法
本発明は、フィルタハウジングに関し、特に内燃機関の吸入空気フィルタ用のフィルタハウジングに関し、フィルタハウジング(16)は少なくとも一つの上側ハウジング部材(12)と少なくとも一つの下側ハウジング部材(11)を有する。上側ハウジング部材(12)は下側ハウジング部材(11)と気密に連結される。ハウジング部材(11、12)は遠心鋳造法により製作され、ハウジング部材(11、12)は幾何学的に規定された外側面(A)および幾何学的に規定されない下側面(I)を有する。ハウジング部材(11、12)のうちの一つのハウジング部材の外側面(A)はハウジング部材(11、12)の他のハウジング部材の外側あるいは内側面と連結される。かくて、コスト的に有利な製作方法とともに互いにぴったりと合うハウジング(11、12)を得ることができる。 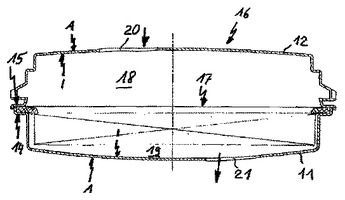 (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]