
Fターム[4F205GN22]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 乾燥 (880) | 溶媒、溶剤の除去 (516)
Fターム[4F205GN22]に分類される特許
21 - 40 / 516
洗浄装置、排気再生設備及び溶液製膜方法
【課題】排気に含有の化合物を凝縮させる排気冷却コイルの洗浄を効率よく行う。
【解決手段】排気40aが流通する横設ダクト45には排気冷却コイル47cが配される。排気冷却コイル47cは排気40aの流れ方向に並べられる。添加剤洗浄装置48は、上流側供給機71と下流側供給機72と中間供給機73とを有する。上流側供給機71は最上流側冷却コイル47cuの上流側に洗浄液65を噴射する。下流側供給機72は最下流側冷却コイル47cdの下流側に洗浄液65を噴射する。中間供給機73は、横設ダクト45の天井部45uから、排気冷却コイル47cの隙間に向けて洗浄液65を噴射する。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置

【課題】溶液流延法において、流延膜の温度ムラを十分抑制し、たとえ高速生産されても、製造された光学フィルムの光学品質の劣化を回避する。
【解決手段】移動する支持体12上にダイス11から樹脂溶液51を流延させて流延膜52を形成させる流延工程を有する光学フィルムの製造方法において、流延工程中は、ダイス11よりも支持体12の移動方向の上流側の支持体12を、少なくとも流延膜52が形成される幅に亘って冷却する。この製造方法では、支持体12を幅手方向に複数の部分に区画し、各部分毎に独立して冷却すること、流延膜52の幅手方向の端部に対応する支持体12の部分を流延膜52の幅手方向の中央部に対応する支持体12の部分よりも低い温度に冷却すること、支持体12の幅手方向の温度差が±2℃以内となるように支持体12を冷却することが好ましい。
(もっと読む)
光学フィルムの製造方法及び製造装置、光学フィルム、偏光板並びに液晶表示装置
【課題】溶液流延法において、減圧チャンバで同伴風を吸引し排除する対策に代わる、同伴風の流延リボンへの影響を抑制する対策を提供する。
【解決手段】移動する支持体上にダイスから樹脂溶液を流延させて流延膜を形成させる工程を有する光学フィルムの製造方法において、ダイスよりも支持体の移動方向の上流側に、支持体の移動方向と反対方向に移動する移動体を備え、この移動体の表面と支持体の表面との間の最狭間隔をTとしたときに、0mm<T≦2mmであり、前記工程中は前記移動体を移動させる。
(もっと読む)
流延支持体の洗浄液及び洗浄方法
【課題】セルロースアシレート製膜の流延支持体の汚れを、より短時間でより確実に除去する洗浄液及び洗浄方法を提供する。
【解決手段】洗浄液として良溶媒である液体と一般式(1)の化合物とを含む。 (もっと読む)
(もっと読む)
溶液製膜方法及び溶液製膜設備
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】ローラ131の回転によりバンド91は長手方向へ循環移動する。測距センサ180はバンド19との浮き量Cxを検知する。制御部198は、測距センサ180から浮き量Cxを読み取る。その後、制御部198は、読み取った間隔Cxから、幅方向におけるバンド91とローラ131との浮き量CLを算出する。制御部198は、浮き量CLに基づいて、幅方向における流延エリアA1の臨界位置Prを決める。臨界位置Prに基づいて、幅方向における流出口131aの長さL0を調節する。流出口131aの長さL0が調節された流延ダイを用いて、ドープをバンド91へ流出する。
(もっと読む)
流延膜の乾燥装置、流延膜の乾燥方法及び溶液製膜方法
【課題】位相差フィルムを効率よく製造する。
【解決手段】流延ダイ56は、エンドレスバンド39に向けてドープ12を流出する。ドープ12からなる流延膜21がエンドレスバンド39に形成される。第1乾燥ユニット61は、流延膜21の表面に第1乾燥風69をあてる。流延膜21の表面に、乾燥層が形成される。第2乾燥ユニット62は上方ユニット75と下方ユニット76とを有する。上方ユニット75は、流延膜21に第2上方乾燥風82をあてる。下方ユニット76は、流延膜21を支持するエンドレスバンド39に下方乾燥風88をあてる。こうして、第2乾燥ユニット62は、流延膜21の表面とエンドレスバンド39の裏面39bとの温度差が小さくなるようにして、流延膜21から溶剤を蒸発させる。
(もっと読む)
高い熱伝導率を有する定着ベルトのための金属ナノ粒子強化ポリイミド
【課題】低い熱容量、高い熱伝導率を有する高速複写機及びプリンタに適した定着ベルトを提供する。
【解決手段】ステンレス鋼基材上に、ポリイミド成分が約80.0重量%から約99.9重量%の間からなり、複数の銅ナノ粒子が約0.01重量%から約3.0重量%の間からなる液体コーティング溶液を塗布、硬化させる。
(もっと読む)
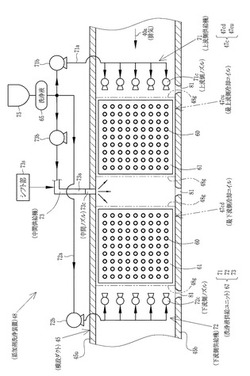
排気再生装置及び溶液製膜方法
【課題】溶剤回収装置において、凝縮した添加剤の洗浄作業に要する時間の短縮化を図る。
【解決手段】排気再生装置35は、添加剤凝縮ダクト45と溶剤凝縮ダクト46とを有する。添加剤凝縮ダクト45は垂直方向に延設され、排気40aの入口45iを上端に有する。添加剤凝縮ダクト45の下方側面には、溶剤凝縮ダクト46の入口である貫通孔55が開口する。添加剤凝縮ダクト45において、テンタ室22からの排気40aは、入口45iから貫通孔55に向かって流れる。添加剤凝縮ダクト45には、添加剤凝縮機47cが設けられる。溶剤凝縮ダクト46には、溶剤凝縮機49が設けられる。
(もっと読む)
減圧チャンバ、流延膜の形成方法及び溶液製膜方法
【課題】厚みムラを防止しつつ、現状のエンドレスバンドの幅一杯に流延膜を形成する。
【解決手段】エンドレスバンド26は、Y方向におけるローラ中央部24bcに巻きかけられ、Y方向におけるロール端部24beは露出する。減圧チャンバ47は箱状のチャンバ本体50と外シール部材とからなる。チャンバ本体50は、ビードのX方向上流側を囲い、流延面26aと近接するように設けられる。外シール部材は、チャンバ本体50内のシーリング性を高めるためのものであり、外幅シール64とからなる。外サイドシール65は、側方遮風板54のX方向全域にわたって、ロール端部24beの周面に近接するように側方遮風板54から突出する。
(もっと読む)
流延装置、流延膜の形成方法及び溶液製膜方法
【課題】溶液製膜方法において、フィルムの厚みムラを防止する。
【解決手段】流延装置15は、ケーシング23を有する。ケーシング23内には流延バンド26が移動自在に設けられる。シール部材31〜33により、ケーシング23内は、移動方向上流側から下流側にかけて順次、流延室23a、乾燥室23b及び剥取室23cに分けられる。流延室23aには流延ダイ40が設けられる。流延ダイ40はドープを流延バンド26に向けて流出する。流出したドープは、流延ダイ40から流延バンド26にかけてビード42を形成し、流延バンド26上にて流延膜43を形成する。流延室23aにおいて、ビード42よりも下流側にサイドブランチ型消音器50が設けられる。
(もっと読む)
流延装置及び溶液製膜方法
【課題】溶液製膜での製造効率を上げるために流延膜の乾燥速度の向上を図りつつも、流延膜の発泡を防止する。
【解決手段】溶液製膜設備の流延装置は、バンドの流延面側に、上流側から順に、第1〜第3の流延面側給排気ユニットを備える。流延装置はさらに、バンド30の非流延面側に、上流側から順に、第1〜第3の非流延面側給排気ユニットを備える。各給排気ユニットは、給気部61と1対の遮風板62とを有する。各給気部は、給気ダクトノズル67から、流延膜36に対して気体を吹き付ける。各遮風板62,54,55は、流延膜36の側縁の通過ラインよりも幅方向の内側に配してある。バンドの非流延面側に、上流側から順に配した遮風板87,101〜103は、遮風板62,54,55よりも中央寄りに配され、この順で下流に向かうほど、対を成す遮風板同士の間隔を狭めてある。
(もっと読む)
光学フィルムの製造方法
【課題】光学フィルム等に利用できる樹脂フィルムの新規な製造方法、前記製造方法によって得られた樹脂フィルム、前記樹脂フィルムを透明保護フィルムとして用いた偏光板、及び前記偏光板を備えた液晶表示装置を提供することを目的とする。
【解決手段】透明性樹脂を溶媒に溶解させた樹脂溶液を、走行する支持体上に流延ダイから流延して流延膜を形成する流延工程と、前記流延膜を前記支持体から剥離する剥離工程と、剥離した流延膜を乾燥させる乾燥工程とを備え、前記流延工程において、支持体裏面に接するローラ表面または支持体裏面のいずれかに絶縁膜を形成し、支持体表面から静電電圧を印加して支持体表面を帯電させることを特徴とする、樹脂フィルムの製造方法。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】混合ムラ及び液漏れを防ぎつつ、添加剤液が添加された原料ドープの攪拌を行う。
【解決手段】ストックタンク51に貯留する原料ドープ14を、配管53へ通し、ダイナミックミキサ52へ送る。ダイナミックミキサ52は、中空部に原料ドープ14及び前記添加剤液が導入されるパイプと、パイプの中空部を貫通し、パイプの外で軸支された駆動軸と、パイプの両端部に設けられ液のシールをおこなうシール部と、駆動軸に設けられた攪拌羽とを有する。配管53には、上流側から順次、添加部57及びプレ混合部58が設けられる。添加部57には、原料ドープ14中で添加剤液を噴出するノズル70が配される。プレ混合部58には、液を分割混合するためのスタティックミキサが配される。
(もっと読む)
セルロースアシレートフィルムとその製造方法、偏光板および液晶表示装置
【課題】光学性能を改善でき、生産性が高いセルロースアシレートフィルムの製造方法の提供。
【解決手段】セルロースアシレートを含むドープを支持体上に流延する工程と、流延後の支持体上の前記ドープを、前記ドープの前記支持体と接していない側の表面における表面乾燥風温度T1(単位:℃)の制御と、前記ドープの裏面乾燥温度T2(単位:℃)の制御によって乾燥ゾーン内で乾燥する工程を含み、前記表面乾燥風温度T1と前記裏面乾燥温度T2が式(1)〜式(3)を満たすように制御するセルロースアシレートフィルムの製造方法。
20℃ ≦ T1・・・式(1); T1 ≦ T2−20℃・・・式(2); T2 ≦ 90℃・・・式(3)
(もっと読む)
流延装置及び溶液製膜方法
【課題】流延膜乾燥工程に要する時間を短縮する。
【解決手段】流延ダイ21は、スリット出口21aから流延バンド22に向けてドープ28を流出する。流出したドープ28は、流延バンド22上において流延膜30となる。また、流出したドープ28は、スリット出口21aから流延バンド22までにおいてビード75を形成する。赤外線ヒータ72は、ビード75に赤外線を照射する。赤外線を照射されたビード75では、溶剤が蒸発し、乾燥が進む。
(もっと読む)
透明性フィルムの製造方法
【課題】 フマル酸ジエステル重合体からなる透明性、表面平滑性、厚み精度、機械強度に優れるフィルムの製造方法を提供する。
【解決手段】 フマル酸ジエステル重合体と有機溶剤からなるポリマー溶液を支持基板上に流延し、溶剤を含む流延フィルムから溶剤を蒸発させる溶液流延法によりフィルムを製造する際に、該有機溶剤がベンゼン、トルエン、キシレン、エチルベンゼン、キュメン、クロロベンゼンより選ばれる1種類以上の芳香族系溶剤95重量%〜5重量%およびアセトン、メチルエチルケトン、酢酸メチル、酢酸エチル、酢酸イソプロピル、テトラヒドロフランより選ばれる1種類以上の非芳香族系溶剤5〜95重量%からなる混合溶剤であり、該ポリマー溶液がポリマー濃度15重量%以上50重量%以下のフマル酸ジエステル重合体溶液であり、かつ30℃で測定した際の溶液粘度が1000cP以上50000cP以下である透明性フィルムの製造方法。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管を通して、原料ドープをダイナミックミキサ52へ送る。配管に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービンの回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。圧力センサ92ayはダイナミックミキサ52におけるシール圧P1を測定する。制御部89は、シール圧P1に基づいて、駆動軸86の回転数を制御する。
(もっと読む)
溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】ローラ131の回転によりバンド91は長手方向へ循環移動する。測距センサ180はバンド19との浮き量Cxを検知する。制御部198は、測距センサ180から浮き量Cxを読み取る。その後、制御部198は、読み取った間隔Cxから、幅方向におけるバンド91とローラ131との浮き量CLを算出する。制御部198は、浮き量CLに基づいて、幅方向における流延エリアA1の臨界位置Pr、切断位置Pcをそれぞれ決める。臨界位置Prに基づいて、幅方向における流出口131aの長さL0を調節する。制御部198は、浮き量CLに基づいて定められた切断位置Pcへカッタを変位する。カッタにより、フィルム116の耳部116aは切除される。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管53を通して、原料ドープをダイナミックミキサ52へ送る。配管53に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービン100の回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。粘度センサ105aは流延ドープの粘度を測定する。制御部89は流延ドープの粘度の測定値から粘度の変動量を算出する。制御部89は、粘度の変動量から流延ドープの混合性が基準レベルを満たしているかを判定する。流延ドープの混合性が基準レベルを満たしていないと判定した場合には、制御部89は、駆動軸86の回転数を増大させる。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法
【課題】幅広化や長尺化に対応した、搬送性能に優れ、さらに光学欠点のないポリビニルアルコール(PVA)系フィルムの製造方法の提供。
【解決手段】(A)界面活性剤を含み、水分率が60〜90重量%のPVA系樹脂水溶液を調製する工程、および(B) PVA系樹脂水溶液を用いて、キャスト法により水分率5重量%以下のPVA系フィルムを製造する工程からなり、PVA系樹脂水溶液中の水分の蒸発速度が15〜30重量%/分であるPVA系フィルムの製造方法である。PVA系フィルムは、界面活性剤を含有するPVA系フィルムであり、フィルムの厚さが30〜55μm、フィルム幅が3m以上、フィルムの長さが4000m以上で、かつ、下記式により算出される、ステンレス製ロールに対する動摩擦係数が0.03以下である。
動摩擦係数(μ)=F/2.0
〔ここで、F(kgf)は、幅40mm、直径80mm、重さ2.0kg、表面粗さ(Ra)が0.05μmのSUS304製の試験ロールを、フィルム上で速度100mm/分で転がした際の駆動力(kgf)である。〕
(もっと読む)
21 - 40 / 516
[ Back to top ]