
Fターム[4F205GN29]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 成形操作・装置一般 (3,472) | 成形品の取出し、取外し、剥離 (891)
Fターム[4F205GN29]に分類される特許
61 - 80 / 891
ポリアミド酸組成物、ポリイミドおよびポリイミドフィルムならびにそれらの製造方法
【課題】優れた特性を有するポリイミドフィルムが得られるポリアミド酸組成物を提供する。
【解決手段】パラフェニレンジアミン:50mol%超〜90mol%および4,4´−ジアミノジフェニルエーテル:50mol%未満〜10mol%からなるジアミン成分ならびに3,3´,4,4´−ビフェニルテトラカルボン酸二無水物:45〜87mol%およびピロメリット酸二無水物:55〜13mol%からなるテトラカルボン酸成分からなるポリアミド酸組成物であって、前記パラフェニレンジアミンと前記3,3´,4,4´−ビフェニルテトラカルボン酸二無水物の共重合体からなるブロック成分と前記4,4´−ジアミノジフェニルエーテルと前記ピロメリット酸二無水物の共重合体からなるブロック成分とを含む、高温域においても銅箔と同等の熱膨張特性をもち、耐熱性が高いポリアミド酸組成物。
(もっと読む)
流延装置、流延膜の形成方法及び溶液製膜方法
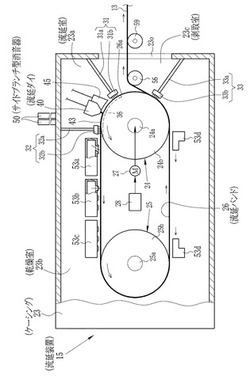
【課題】溶液製膜方法において、フィルムの厚みムラを防止する。
【解決手段】流延装置15は、ケーシング23を有する。ケーシング23内には流延バンド26が移動自在に設けられる。シール部材31〜33により、ケーシング23内は、移動方向上流側から下流側にかけて順次、流延室23a、乾燥室23b及び剥取室23cに分けられる。流延室23aには流延ダイ40が設けられる。流延ダイ40はドープを流延バンド26に向けて流出する。流出したドープは、流延ダイ40から流延バンド26にかけてビード42を形成し、流延バンド26上にて流延膜43を形成する。流延室23aにおいて、ビード42よりも下流側にサイドブランチ型消音器50が設けられる。
(もっと読む)
減圧チャンバ、流延膜の形成方法及び溶液製膜方法

【課題】厚みムラを防止しつつ、現状のエンドレスバンドの幅一杯に流延膜を形成する。
【解決手段】エンドレスバンド26は、Y方向におけるローラ中央部24bcに巻きかけられ、Y方向におけるロール端部24beは露出する。減圧チャンバ47は箱状のチャンバ本体50と外シール部材とからなる。チャンバ本体50は、ビードのX方向上流側を囲い、流延面26aと近接するように設けられる。外シール部材は、チャンバ本体50内のシーリング性を高めるためのものであり、外幅シール64とからなる。外サイドシール65は、側方遮風板54のX方向全域にわたって、ロール端部24beの周面に近接するように側方遮風板54から突出する。
(もっと読む)
流延装置及び溶液製膜方法
【課題】溶液製膜での製造効率を上げるために流延膜の乾燥速度の向上を図りつつも、流延膜の発泡を防止する。
【解決手段】溶液製膜設備の流延装置は、バンドの流延面側に、上流側から順に、第1〜第3の流延面側給排気ユニットを備える。流延装置はさらに、バンド30の非流延面側に、上流側から順に、第1〜第3の非流延面側給排気ユニットを備える。各給排気ユニットは、給気部61と1対の遮風板62とを有する。各給気部は、給気ダクトノズル67から、流延膜36に対して気体を吹き付ける。各遮風板62,54,55は、流延膜36の側縁の通過ラインよりも幅方向の内側に配してある。バンドの非流延面側に、上流側から順に配した遮風板87,101〜103は、遮風板62,54,55よりも中央寄りに配され、この順で下流に向かうほど、対を成す遮風板同士の間隔を狭めてある。
(もっと読む)
シームレスベルトの製造方法及び製造装置
【課題】樹脂組成物の酸化劣化を抑え、高品位なシームレスベルトを低コストで製造できる方法を提供する。
【解決手段】熱可塑性樹脂を含む樹脂組成物の熔融体を有する環状流路に樹脂組成物からなるペレットを投入し、押圧面が樹脂組成物の融点未満に温調されたピストンで、投入されたペレットを押圧面が熔融体と接するまで押圧し加圧熔融させる工程と、環状ダイから熔融体を放射方向に吐出させる工程と、吐出された熔融体を密着手段により筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、筒状金型及び密着手段と、環状ダイとを軸方向に相対移動させ筒状金型の内壁面に熔融体を塗布し筒状の層を形成する工程と、密着手段と筒状の層と環状ダイとで形成される空間内に気体を充填し、筒状の層を筒状金型の内壁面に密着させる工程と、筒状の層を固化させる工程とを含むシームレスベルトの製造方法。
(もっと読む)
流延装置、流延膜の形成方法及び溶液製膜方法
【課題】厚みムラを防ぎつつ、光学特性が安定した薄手のポリマーフィルムをつくる。
【解決手段】流延ダイ51は、Z方向に貫通するスロット69を有するブロック状の流延ダイ本体からなる。スロット69には、入口69iから出口69oに向かって順次、拡幅前スロット部76と、第1拡幅スロット部77と、第2拡幅スロット部78と、拡幅後スロット部79とが設けられる。スロット69のうち第1拡幅スロット部77から出口69oにかけて、X方向両端にはインナーディッケル板80が設けられる。インナーディッケル板80の接液面81は第1接液平面81aと第2接液平面81bとからなる。第1接液平面81aはX方向と直交するように形成され、第1拡幅スロット部77から拡幅後スロット部79の中途まで延びる。第2接液平面81bは、第1接液平面81aの下端部から出口69oまで、拡幅後スロット部79のX方向中央側に向かって延びる。
(もっと読む)
シームレスベルト成形方法およびシームレスベルト成形装置
【課題】シームレスベルト表面に気泡が形成されるのを抑制することができるシームレスベルト成形方法およびシームレスベルト成形装置を提供する。
【解決手段】複数のローラに架設した型ベルト1にテンションを加え、上記型ベルト1を回転駆動させながらシームレスベルトの樹脂材料を塗布して皮膜10を形成する。次に、上記型ベルト1を回転駆動させながら型ベルト1を加熱して、上記型ベルト1上の皮膜10を加熱固化する。次に、テンションを除去して、固化した皮膜を型ベルト1から剥離することで、シームレスベルトを成形する。
(もっと読む)
光学フィルムの製造方法
【課題】光学フィルム等に利用できる樹脂フィルムの新規な製造方法、前記製造方法によって得られた樹脂フィルム、前記樹脂フィルムを透明保護フィルムとして用いた偏光板、及び前記偏光板を備えた液晶表示装置を提供することを目的とする。
【解決手段】透明性樹脂を溶媒に溶解させた樹脂溶液を、走行する支持体上に流延ダイから流延して流延膜を形成する流延工程と、前記流延膜を前記支持体から剥離する剥離工程と、剥離した流延膜を乾燥させる乾燥工程とを備え、前記流延工程において、支持体裏面に接するローラ表面または支持体裏面のいずれかに絶縁膜を形成し、支持体表面から静電電圧を印加して支持体表面を帯電させることを特徴とする、樹脂フィルムの製造方法。
(もっと読む)
無端管状フィルム及びその製造方法
【課題】本発明は、中間転写ベルト、転写定着ベルト等として好適な表面粗さを有し高品質の画像を形成できる無端管状フィルム、及びその製造方法を提供する。
【解決手段】表面層と弾性層と基材層とを有する多層無端管状フィルムであって、全層継目がなく、表面層の表面粗さ(Rz)が0.25〜1.5μmである多層無端管状フィルム、並びに、表面層、弾性層及び基材層を有する多層無端管状フィルムの製造方法であって、円筒状金型を用いた遠心成型により表面層及び基材層をそれぞれ製膜して、該表面層の内面に該基材層の外面を重ね合わせて、両層の間に弾性層材料を注入し、加熱処理することを特徴とする多層無端管状フィルムの製造方法。
(もっと読む)
スラッシュ成形用樹脂粉末組成物
【課題】バイオマス由来の脂肪族ジカルボン酸、および脂肪族ジオールを使用したスラッシュ成形用樹脂粉末組成物を開発し、地球温暖化防止、循環型社会の構築といった社会の要請に答えるスラッシュ成形用樹脂粉末組成物を提供することである。
【解決手段】バイオマス由来の脂肪族ジカルボン酸(J)、および/またはバイオマス由来の脂肪族ジオール(C)を必須単量体成分とするポリエステルジオール(A)とジイソシアネート(B)を反応させて得られる熱可塑性ポリウレタン樹脂(D)と添加剤(L)を含有するスラッシュ成形用樹脂粉末組成物。
(もっと読む)
管状物の製造方法
【課題】駆動ローラーを含む複数のローラーに巻き回し、長時間回動搬送しても両側端部の割れ、亀裂、破損等が発生しない管状物を安価で製造する管状物の製造方法の提供。
【解決手段】回転する円柱状の芯金の周面に、相対的に移動するノズルより樹脂層形成用塗布液を流出して塗布し樹脂層形成用塗膜を形成し、前記樹脂層形成用塗膜の硬化処理を行い樹脂層を形成した後、前記芯金を抜き取り管状物を製造する管状物の製造方法において、前記樹脂層の幅方向の両端部に、前記樹脂層形成用塗布液により補強部を形成することを特徴とする管状物の製造方法。
(もっと読む)
シームレスベルトの製造方法
【課題】金型からの剥離性を向上させて、生産性に優れたシームレスベルトの製造方法を提供すること。
【解決手段】本発明のシームレスベルトの製造方法は、円筒状の金型内面に、イミド化触媒を実質的に含まない第1のポリアミド酸溶液で塗膜を形成する工程と、この塗膜上に、イミド化触媒を含む第2のポリアミド酸溶液で塗膜を形成する工程と、金型内面に形成された塗膜を加熱する工程とを含む。
(もっと読む)
ポリアミドイミドフィルム
【課題】耐熱性、機械的強度が良好でかつ着色が極めて少ないポリアミドイミドフィルムを提供する。
【解決手段】式(1)の構造を含有し、引っ張り伸度が5%以上のポリアミドイミドフィルム。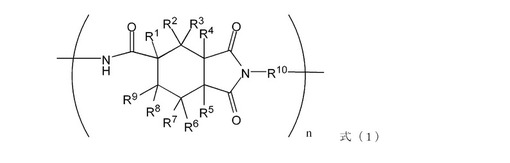
(R1〜R9は水素、アルキル基またはアリール基であり、R10はイソホロンジアミン残基(A)及び/又はジシクロヘキシルメタンジアミン残基(B)であり、残基(A)/残基(B)のモル比は0/100−90/10である。nは2以上の整数である。)
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】混合ムラ及び液漏れを防ぎつつ、添加剤液が添加された原料ドープの攪拌を行う。
【解決手段】ストックタンク51に貯留する原料ドープ14を、配管53へ通し、ダイナミックミキサ52へ送る。ダイナミックミキサ52は、中空部に原料ドープ14及び前記添加剤液が導入されるパイプと、パイプの中空部を貫通し、パイプの外で軸支された駆動軸と、パイプの両端部に設けられ液のシールをおこなうシール部と、駆動軸に設けられた攪拌羽とを有する。配管53には、上流側から順次、添加部57及びプレ混合部58が設けられる。添加部57には、原料ドープ14中で添加剤液を噴出するノズル70が配される。プレ混合部58には、液を分割混合するためのスタティックミキサが配される。
(もっと読む)
新規なポリイミドフィルム並びにそれを用いて得られる接着フィルム、フレキシブル金属張積層板
【課題】本発明は、特にラミネート法で金属層とポリイミドフィルムを積層した場合の、材料にかかる熱歪みを抑制する機能を持ったポリイミドフィルム、及び該ポリイミドフィルムを用いた接着フィルム、フレキシブル金属張積層板を提供することにある。
【解決手段】芳香族ジアミンと芳香族酸二無水物を反応させて得られるポリアミド酸を、イミド化して得られるポリイミドフィルムであってフィルムの貯蔵弾性率が特定の範囲となっているポリイミドフィルム、接着フィルム、フレキシブル金属張積層板によって上記課題を解決しうる。
(もっと読む)
透明性フィルムの製造方法
【課題】 フマル酸ジエステル重合体からなる透明性、表面平滑性、厚み精度、機械強度に優れるフィルムの製造方法を提供する。
【解決手段】 フマル酸ジエステル重合体と有機溶剤からなるポリマー溶液を支持基板上に流延し、溶剤を含む流延フィルムから溶剤を蒸発させる溶液流延法によりフィルムを製造する際に、該有機溶剤がベンゼン、トルエン、キシレン、エチルベンゼン、キュメン、クロロベンゼンより選ばれる1種類以上の芳香族系溶剤95重量%〜5重量%およびアセトン、メチルエチルケトン、酢酸メチル、酢酸エチル、酢酸イソプロピル、テトラヒドロフランより選ばれる1種類以上の非芳香族系溶剤5〜95重量%からなる混合溶剤であり、該ポリマー溶液がポリマー濃度15重量%以上50重量%以下のフマル酸ジエステル重合体溶液であり、かつ30℃で測定した際の溶液粘度が1000cP以上50000cP以下である透明性フィルムの製造方法。
(もっと読む)
流延装置及び溶液製膜方法
【課題】流延膜乾燥工程に要する時間を短縮する。
【解決手段】流延ダイ21は、スリット出口21aから流延バンド22に向けてドープ28を流出する。流出したドープ28は、流延バンド22上において流延膜30となる。また、流出したドープ28は、スリット出口21aから流延バンド22までにおいてビード75を形成する。赤外線ヒータ72は、ビード75に赤外線を照射する。赤外線を照射されたビード75では、溶剤が蒸発し、乾燥が進む。
(もっと読む)
溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】ローラ131の回転によりバンド91は長手方向へ循環移動する。測距センサ180はバンド19との浮き量Cxを検知する。制御部198は、測距センサ180から浮き量Cxを読み取る。その後、制御部198は、読み取った間隔Cxから、幅方向におけるバンド91とローラ131との浮き量CLを算出する。制御部198は、浮き量CLに基づいて、幅方向における流延エリアA1の臨界位置Pr、切断位置Pcをそれぞれ決める。臨界位置Prに基づいて、幅方向における流出口131aの長さL0を調節する。制御部198は、浮き量CLに基づいて定められた切断位置Pcへカッタを変位する。カッタにより、フィルム116の耳部116aは切除される。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管53を通して、原料ドープをダイナミックミキサ52へ送る。配管53に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービン100の回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。粘度センサ105aは流延ドープの粘度を測定する。制御部89は流延ドープの粘度の測定値から粘度の変動量を算出する。制御部89は、粘度の変動量から流延ドープの混合性が基準レベルを満たしているかを判定する。流延ドープの混合性が基準レベルを満たしていないと判定した場合には、制御部89は、駆動軸86の回転数を増大させる。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管を通して、原料ドープをダイナミックミキサ52へ送る。配管に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービンの回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。圧力センサ92ayはダイナミックミキサ52におけるシール圧P1を測定する。制御部89は、シール圧P1に基づいて、駆動軸86の回転数を制御する。
(もっと読む)
61 - 80 / 891
[ Back to top ]