
Fターム[4F205HA05]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 成形方法 (1,519) | 引抜き成形 (102)
Fターム[4F205HA05]に分類される特許
1 - 20 / 102
安定化されたドライプリフォーム及び方法
【課題】複雑な三次元構造形状を有する複合プライをレイアップするのが難しく工具補助が必要で時間とコストがかさむ。工具補助が不要で作業量が縮小出来るシステム、方法を提案する。
【解決手段】プリフォームを形成する方法は、構造繊維及び樹脂を含む粘着力の高められた繊維状物質の層を提供するステップを含む。層はダイ断面形状を有する形成ダイセットに通される。熱可塑性樹脂は加熱される。層はダイ断面形状に形成される。ダイ断面形状を有するプリフォームが形成されるような方法で、熱可塑性樹脂は凝固する。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
引抜き成形品の製造装置および引抜き成形品の製造方法
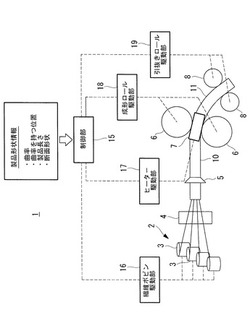
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
(もっと読む)
ガラス繊維強化プラスチックの製造方法、及びガラス繊維強化プラスチック

【課題】ガラスロービングに含まれ得る導電性異物の検出を確実に行うことにより、電気絶縁性に優れたガラス繊維強化プラスチックを効率よく且つ確実に製造する技術を提供する。
【解決手段】ガラスロービング2を用いたガラス繊維強化プラスチックの製造方法であって、ガラスロービング2は、複数本のガラスフィラメントからなるストランド1がロール状に巻回されたものであり、ガラスロービング2からストランド1を解舒する解舒工程と、解舒したストランド1を検出器10に通過させる通過工程と、検出器10の信号に基づいて、ストランド1に含まれる異物を検出する検出工程と、異物を含むストランド1を選択的に取り除く除去工程と、除去工程を経たストランド1に樹脂を含浸させる含浸工程と、樹脂含浸後のストランド1を成形する成形工程と、を包含する。
(もっと読む)
繊維強化プラスチック成形品およびその製造方法
【課題】
少なくともガラス繊維を含む繊維強化プラスチック成形品の機械加工による切断面を、塗料などにより塗装することなく平滑性を持たせて乱反射光線を防ぎ、マトリックス樹脂に含ませた顔料とほぼ同一の樹脂色を切断面で得ることができる繊維強化プラスチック成形品ならびにその製造方法を提供すること。
【解決手段】
マトリックス樹脂に顔料を含む繊維強化プラスチック成形品であって、成形品の機械加工による切断面を研磨加工すること、もしくは透光性を有する樹脂を塗布することにより算術平均粗さ(Ra)が0.3μm以下であることを特徴とする繊維強化プラスチック成形品ならびにその製造方法。
(もっと読む)
漏電及び感電防止用成形体
【課題】高い電磁波シールド性や機械的強度を有し、漏電や感電も防止できる成形体を提供する。
【解決手段】ガラス繊維を長さ方向に揃えた状態で束ね、ガラス繊維の束にオレフィン系樹脂を溶融させた状態で含浸させ樹脂含浸繊維束を得る。繊維束を一体化した後に、5〜15mmの長さに切断し、切断された樹脂含浸繊維束を含む樹脂組成物からなり、絶縁性を有する基材層と、基材層表面に形成された導電性層とを有する成形体。
(もっと読む)
ゴムシートの製造方法
【課題】ゴムシート製造工程中のインシュレーション処理のインサータ通線を容易にし、作業性良くゴムシートを製造することができるゴムシートの製造方法を提供する。
【解決手段】1つの巻付け部材2に巻き付けられた複数本のスチールワイヤ1を束ねた後にゴムをコーティングするゴムシートの製造方法である。複数本のスチールワイヤ1を重なり合うことなく並列に密着させ、複数本のスチールワイヤ1の端部側の少なくとも一部を固定する固定部4を有する。固定手段としてはハンダ、接着剤および通電加熱が好適である。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】作業性が向上した、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープと、その製造方法を提供する。
【解決手段】炭素繊維とオレフィン系樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、式(I)から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。0.2×10-3×N≦W≦2.0×10-3×N(I)(式(I)中、Nは、炭素繊維テープを構成する炭素繊維の本数で、前記幅(W)を5〜100mmの範囲にすることができる本数である。)4.5×F×t≦D(II)(式(II)中、Fは炭素繊維量で、20〜60質量%の範囲であり、tは炭素繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
有機繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた有機繊維巻きテープと、その製造方法の提供。
【解決手段】式(I)から求められる有機繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の有機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである有機繊維巻きテープ。2.5×10-5×N×d≦W≦2.5×10-4×N×d(I)(式(I)中、Wは有機繊維テープの幅であり、Nは有機繊維テープを構成する有機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは有機繊維の繊維径で5〜20μmの範囲である。)1.0×F×t≦D(II)(式(II)中、Fは有機繊維量で、20〜60質量%の範囲であり、tは有機繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
ゴム−コード複合体の製造方法
【課題】インシュレーション工程における扁平スチールコード断面の配列方向のバラツキを抑制して、コードの楕円形断面の長径がトリート幅方向に揃ったゴム−コード複合体を、より確実に得ることができるゴム−コード複合体の製造方法を提供する。
【解決手段】断面が楕円形である扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−コード複合体を製造する方法にである。インシュレーション装置の入口側に回転自在なロール12を配置して、扁平スチールコードをインシュレーション装置内に送入するに先立って、扁平スチールコードにロールを介して曲げを加え、かつ、インシュレーション装置内における、複数本の扁平スチールコードを所定のピッチで引き揃えるインサーターの出口と、ゴム−コード複合体の出口寸法を特定する口金の入口と、の上下方向位置をオフセットする。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】保管や運搬が容易であり、作業性を著しく向上させることができる、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープの提供。
【解決手段】炭素繊維と芳香族ポリアミド樹脂又は脂肪族ポリアミド樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、特定式から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。4.5×F×t≦D≦50×F×t(II)(式(II)中、Fは炭素繊維量で20〜60質量%の範囲であり、tは炭素繊維テープの厚みで0.1〜0.5mmの範囲である。)
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】強度、剛性や重量等の要求仕様を満たすための最適な設計を極めて簡単に行うことができ、しかも、極めて容易に製造でき生産性に優れた繊維強化プラスチック製支持バーの製造方法と、その方法により製造された支持バーを提供する。
【解決手段】横断面形状が中空矩形の繊維強化プラスチック製角パイプを引抜成形し、成形した角パイプを該角パイプの両垂直面上を角パイプの長手方向一端から他端まで延びる切断線に沿って切断することにより、横断面形状がコ字形の2本の支持バーを作製することを特徴とする繊維強化プラスチック製支持バーの製造方法、およびその方法により製造された繊維強化プラスチック製支持バー。
(もっと読む)
繊維強化プラスチック製支持バーおよびその製造方法
【課題】生産性に優れ、比較的大型の積載物に対しても、容易に強度、剛性や重量等の要求仕様を満たすことができ、かつ、狭いスペースに対しても容易に挿入できるように全体寸法を簡単に最適化できる繊維強化プラスチック製支持バーとその製造方法を提供する。
【解決手段】引抜成形された横断面形状が中空矩形の繊維強化プラスチック製角パイプから切り出された、支持バー全長にわたって延びる長尺角パイプと、該長尺角パイプの下部で根元部から該長尺角パイプよりは短く該長尺角パイプと平行に延びる短尺角パイプとが、接合により一体化されていることを特徴とする繊維強化プラスチック製支持バー、およびその製造方法。
(もっと読む)
グリーンコンポジットの成形方法
【課題】天然繊維強化熱可塑性樹脂であって、かつ強度の高い板状FRTPを工業的に有利に提供する。
【解決手段】熱可塑性樹脂を、天然繊維の織布とともに引抜き成形することにより得られる天然繊維強化熱可塑性樹脂板。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランドの製造方法であって、複数の開繊ローラーを繊維束走行に対して交互に斜めに配置した含浸浴中に溶融状態の樹脂を充填し、炭素繊維束を含浸浴中の開繊ローラーに接触通過させ開繊させつつ樹脂を含浸させることによる炭素繊維の含浸ストランドの製造方法。
(もっと読む)
引き抜き成形による拡張自在な棚システム
【課題】大きな荷重を支持することが可能で、最小数の工程で容易に調節および再構成ができる、軽量な棚システムを提供する。
【解決手段】棚システム10は、補強繊維入りの樹脂の引き抜き成形による複数の垂直柱12および水平梁14を含んでいる。水平梁14が、各々の垂直柱12に配置される二分割カラー50と梁エンドピースによって垂直柱12へ接続される。二分割カラー50の各半分体が、梁へと荷重が加わったときに、二分割カラーの各半分体を垂直柱12の周囲によりきつく締め付ける力が二分割カラー50に加わるよう、くさび形の設計を有している。梁14を、棚システム10の任意の横方向に延長することができるように、垂直柱12の片側または両側に接続することができる。さらに、棚システム10を、くさび状の角コネクタによって直交方向または他の角度方向にも延長することができる。
(もっと読む)
引張圧縮及び曲げの機械的強度を向上した複合材料からなる機械部材の製造方法
複合材料製部品の連続した作製方法
ゴム−スチールコード複合体の製造方法
【課題】扁平コードをインシュレーション方式でゴム被覆する際における、コード断面の配列方向のバラツキを防止して、コード断面が同一方向に揃ったゴム−スチールコード複合体を得ることができるゴム−スチールコード複合体の製造方法を提供する。
【解決手段】略楕円形状の断面を有する扁平スチールコード1の複数本を引き揃えて、インシュレーション装置11でゴム被覆することによりゴム−スチールコード複合体10を製造する方法である。インシュレーション装置11の入口側に回転自在なロール12を配置して、扁平スチールコード1をロール12を介してインシュレーション装置11内に誘導する。
(もっと読む)
1 - 20 / 102
[ Back to top ]