
Fターム[4F205HB13]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形区分 (1,127) | 予め形成された挿入物等との一体化成形 (184) | 表面材との一体化成形 (13)
Fターム[4F205HB13]に分類される特許
1 - 13 / 13
自動車のハイブリッド部材を製造する方法および当該方法により製造された自動車のハイブリッド部材
【課題】自動車のハイブリッド部材を、コスト面において効率的に実施することができるような製造方法の提供。
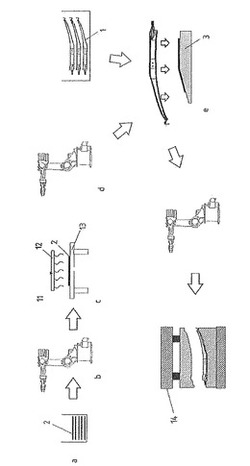
【解決手段】以下のステップによる方法で解決される。・ベースボディ1を、三次元に型成形された自動車部材として製造するステップ。・少なくとも一層の繊維材料を準備し、好ましくは二つ以上の層が積層されて樹脂に浸透され、及び/又は樹脂を付勢されるステップ。・繊維材料をプリフォーム部分へ切断するステップ。・ブランク2をプリフォーム3上に載置して加熱するステップ。・ベースボディ1をプリフォーム3上に位置決めするステップ。・ベースボディ1及び/又はプリフォーム3を押付けて、ブランク2をベースボディ1の形状へと形成するステップ。・ブランク2を硬化するステップ。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材

【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面に接している第一繊維強化樹脂用シート1の目付が、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の目付より大きい。繊維強化樹脂成形体100は、車両用内装材として用いることができる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
複合容器
【課題】強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器を提供する。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
(もっと読む)
CFRPと被着材の接合体及びその製造方法
【課題】CFRPプリプレグと金属合金が強固に接着された接合体を提供する。
【解決手段】引っ張り強度4.4GPaの第1PAN系炭素繊維をベースとした第1CFRPプリプレグと、引っ張り強度が6.0GPaの第2PAN系炭素繊維をベースとした第2CFRPプリプレグとを積層して加熱し、CFRP部材を作成する。CFRP部材の表面を構成する第1CFRPプリプレグを粗面化し、1液性エポキシ接着剤を塗布する。一方、NATの3条件を具備する金属合金11の表面に1液性エポキシ接着剤を塗布する。第1CFRPプリプレグ12と金属合金を密着させて加熱し、1液性エポキシ接着剤を硬化させてCFRP部材と金属合金が強固に接着された接合体を得る。
(もっと読む)
バイオマス素材からなるマネキン人形の製造方法及びその製造方法からなるマネキン人形
【課題】バイオマス素材からなるマネキン人形の製造方法及びバイオマス素材からなるマネキン人形を提供する。
【解決手段】全体あるいは一部分が人体の外形を模倣した形状に成形された人形をベース素材として、これを床面に寝かせた状態で、まず、バイオマス由来組成物を5〜98重量%の割合で混練したバイオマス熱硬化性プラスチック溶液を、第1層目として所定の厚さで塗り重ね、これが固まったことを確かめた後、さらに該バイオマス熱硬化性プラスチック溶液を所定の厚さで塗り重ねた上に、順次バイオマス素材からなる布、不織布、フエルトなどからなる所定の大きさのシートに該バイオマス熱硬化性プラスチック溶液を浸して含ませた状態で、隙間なくその厚さが1〜20ミリ程度になるまで塗り重ねてバイオマス素材の繊維強化プラスチックで成型する。
(もっと読む)
運送車両用の一体型複合素材からなる車体及びその製造方法
本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
コア構造およびその製造方法
本発明は、コア構造の製造方法に関する。最初に、第1のコア構造(1)および第2のコア構造(2)を固定する。第1のコア構造(1)および第2のコア構造(2)は、一定の距離(A)を隔てて位置決めされている。第1のコア構造層(1)と第2のコア構造層(2)との間の空洞(4)の中に、補強素子(3)を挿入する。この補強素子(3)、第1のコア構造層(1)、および、第2のコア構造層(2)は、自己支持型コア構造(10)を形成する。 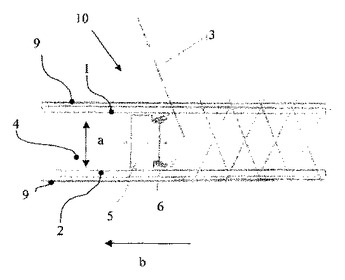 (もっと読む)
(もっと読む)
レイアップ配列及び構造配列並びに航空宇宙産業用構成部品の製造方法
本発明は、航空宇宙産業用構成部品(37)の製造方法を提供するものであり、以下の方法工程を備える:テープ敷設機(25)によって敷設されるレイアップ配列(1)に、樹脂マトリックス(10)が予備含浸されたガラス繊維レイアップ(8)を供給する工程と、及び/又はテープ敷設機(25)によって敷設される構造配列(12)に、金属から作られると共に、樹脂マトリックス(18)が予備含浸される構造体(16)を供給する工程と、レイアップ及び/又は構造配列(1;12)をテープ敷設機(25)によって積層装置(23)に敷設する工程と、レイアップ及び/又は構造配列(1;12)を硬化させて構成部品(37)を形成する工程。 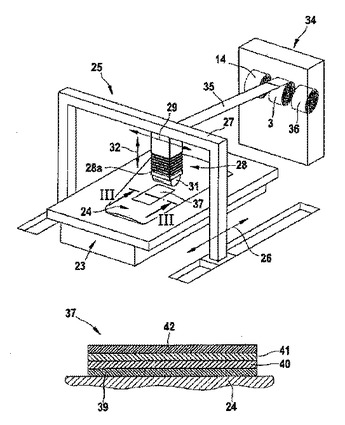 (もっと読む)
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造装置
【課題】従来よりもより厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造に適した製造装置を提供する。
【解決手段】ほぐしローラー20を通過させるほぐし工程と発泡原液組成物を発泡・硬化させる発泡工程を有し、ほぐしローラー20を構成する第1ローラー22と第2ローラー24は、回転軸26、28と回転軸に配設した複数の大径円板30、34と小径円板32、36とからなり、大径円板には両面から傾斜した傾斜部42と断面が円弧状ないし平坦面を有する円弧状の外周縁43とからなる周端部44が形成されており、第1ローラーと第2ローラーの1方の大径円板の周端部が他方の小径円板の外周面に近接ないし当接するように構成されているガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
樹脂製タンクの製造方法
【課題】樹脂製マンドレルを使用して筒状のタンクを製造することで、離型処理や修理,補修が不要であり、安価でライナーレスのタンクを効率良く製造することが出来る樹脂製タンクの製造方法を提供する。
【解決手段】この発明の製造工程は、大きく分けて樹脂マンドレルの成形工程(1)と、筒状タンクの成形工程(2)と、マンドレルの脱型工程(3)とから構成され、成形モールド内へ熱可塑性樹脂材料から成る筒状体を配設してブロー成形により熱可塑性樹脂から成るマンドレルを成形し、マンドレルを脱型後、マンドレルの外周面に樹脂材料及び不織布による内層を形成した後、その外周面に少なくとも一層以上の繊維強化プラスチックを巻付けて加熱,加圧することにより繊維強化プラスチック層を形成し、この繊維強化プラスチック層の外周面に補強層及び最外層を形成した後、加熱,加圧してタンク本体を完成し、このタンク本体の内部から前記マンドレルを負圧吸引して脱型する。
(もっと読む)
浴槽
【課題】マイクロビーズを均一に分散させて安定した保温効果を発揮でき、あるいはマイクロビーズを必要に応じて偏在させることにより、局部的に他と異なる熱特性を発揮できるようにした浴槽を提供する。
【解決手段】浴槽が繊維強化プラスチックで形成される浴槽本体1と、浴槽本体1の内面全体を覆う内層体2とで構成されている。浴槽本体1は、熱硬化性樹脂からなる母材3と、母材3に混入されるマイクロビーズ4と、繊維質強化材5などを構成材にして、これらの構成材を塗装ガンで内層体2に吹き付けて形成する。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
1 - 13 / 13
[ Back to top ]