
Fターム[4F206AA23]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリオキシメチレン系(←ポリアセタール) (60)
Fターム[4F206AA23]に分類される特許
41 - 60 / 60
プラスチック成形品及びその製造方法
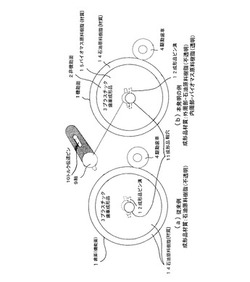
【課題】優れた高い耐摺動性、耐摩耗性を確保しつつ、視認性に優れた透明性を有し、更には自然環境に配慮した分解性を有するプラスチック成形品を提供する。
【解決手段】機能面1と、非機能面2とを有しており、少なくとも前記機能面1の部位の主材料としては石油原料樹脂を、少なくとも前記非機能面の部位の主材料としては、バイオマス原料樹脂を用いたプラスチック成形品を作製する。
(もっと読む)
燃料タンクの製造方法

【課題】 付属部品を燃料タンクに装着するコストを低減することができる。
【解決手段】 燃料カットバルブ10(付属部品)の本体11はポリアセタールの単層構造からなり、その外周には環状の鍔部15(突出部)が一体に形成されている。射出成形金型20は、互いに対峙する成形面21a,22aを有する第1型21と第2型22とを備えている。成形面21a,22aには、収容凹部21b,22bが形成されている。バルブ10を収容凹部21b,22bに収容し、成形面21a,22aでバルブ10の鍔部15を挟み、成形空間26に溶融したポリアセタールを射出することにより、燃料タンクの壁の少なくとも一部を成形するとともに、この壁とバルブ10の鍔部15とを一体化する。
(もっと読む)
燃料タンクの製造方法
【課題】 チューブの使用を回避ないしは抑制することにより、燃料タンク周りの構造を簡略化できるとともに、通路を構成するためのコストを低減する。
【解決手段】 燃料タンクは、樹脂製のタンク本体10と、このタンク本体10の壁11aと一体化された樹脂製の通路構成部材20とを備えている。通路構成部材20には燃料カットバルブ30(付属部品)が取り付けられており、通路構成部材20の通路25と連なっている。通路構成部材20には継手部23が形成されており、この継手部23はキャニスタに接続されている。
(もっと読む)
射出成形用樹脂組成物
【課題】 金属製部材の表面に射出し、この金属製部材に対して高い接着強度を有する樹脂製部材を効率よく形成することができ、金属製部材及び樹脂製部材が一体化した構造物(複合体)とすることができる射出成形用樹脂組成物を提供する。
【解決手段】 本発明の射出成形用樹脂組成物は、[A]ゴム質重合体(a)の存在下に、芳香族ビニル化合物と、シアン化ビニル化合物、(メタ)アクリル酸エステル化合物及びマレイミド系化合物から選ばれる少なくとも1種の化合物とを含むビニル系単量体(b)を重合して得られたゴム強化共重合樹脂(A1)、又は、該ゴム強化共重合樹脂(A1)及びビニル系単量体の(共)重合体(A2)の混合物からなるゴム強化樹脂10〜90質量%と、[B]エーテル結合、チオエーテル結合、エステル結合及びアミド結合から選ばれる少なくとも1種の結合を含む熱可塑性結晶質重合体90〜10質量%と(但し、[A]+[B]=100質量%である。)を含有する。
(もっと読む)
粗さ標準片及びその製造方法
【課題】本発明の目的は、所望の表面粗さを維持することができると共に、つくりやすい粗さ標準片を提供することにある。
【解決手段】 粗さ測定器の校正に用いられる粗さ標準片10において、所望の表面粗さを満足する微細な凹凸が形成されている型に樹脂を当てて得られた、該型の凹凸に対応する微細な凹凸12aをもつ基準体12と、前記基準体12上に均一な厚みでしっかり密着された、所望の硬度を有する保護膜14と、を備え、前記保護膜14が基準体12と同じ凹凸14aをもち、該保護膜14の凹凸14aが前記粗さ測定器の校正に用いられることを特徴とする粗さ標準片10。
(もっと読む)
ギア、現像装置、ドラムユニット、読取装置、自動原稿搬送装置、画像形成装置、成形型及びギアの製造方法
【課題】成形時の寸法精度の低下を防止できるギア、このギアを備えた現像装置、このギアを備えたドラムユニット、このギアを備えた読取装置、このギアを備えた自動原稿搬送装置、このギアを備えた画像形成装置、このギアを製造するときに用いる成形型及びギアの製造方法を提供する。
【解決手段】ギア10の歯20の各部位における肉厚を略均一する空隙部22が設けられているため、ギア10を製造する際のギア10の冷却時において、歯20の各部位が略均一に収縮する。これにより、ギア10の寸法精度が低下することを防止できる。この結果、ギア10の軽量化と低コスト化を実現できるとともに、寸法精度も維持することができる。
(もっと読む)
高密度ガラスグラニュールから複合材料部品を製造する方法
本発明は、長いガラス繊維で強化された熱可塑性マトリックスから形成された複合材料部品を製造する方法に関する。本発明の方法は、材料と強化剤を供給する一軸スクリューを含む装置によって行われる射出成形または射出圧縮成形工程を含む。その方法は、強化繊維は、ガラス密度が90〜99.5%、好ましくは95〜99%かつ長さと直径(L/D)比がmmで表したL未満である、長い切断繊維グラニュールの形で、装置に導入される。本発明は、また、その方法を用いて得られた複合材料部品にも関する。 (もっと読む)
射出成形部品中の充填剤の配向および/または充填剤の分布を均一にする方法
【課題】射出成形部品中の充填剤の配向および/または充填剤の分布を均一にし、または射出成形部品の強度を向上させる方法を提供する。
【解決手段】射出モールド内で生産され、成形コンパウンドを含むか又はそれから成る射出成形部品の充填剤入りのプラスチック材料を含むか又はそれから成る射出成形部品の中で、充填剤の配向および/または充填剤の分布を均一にする方法であって、射出モールドおよび成形コンパウンドが射出モールド内での射出成形中に音響を付与され、その周波数が充填剤−マトリックス系の最初の10個の固有周波数のスペクトルの範囲内にあるものとする。
(もっと読む)
ポリマーアロイ
【課題】本発明は、ポリブチレンテレフタレート樹脂を含むポリマーアロイを用い、特にノッチ付き衝撃試験における優れた耐衝撃性を活かして、有用に使用することのできる各種成形品を提供することをその課題とする。
【解決手段】少なくともポリブチレンテレフタレート樹脂を含む、2種以上の熱可塑性樹脂からなるポリマーアロイであり、前記ポリマーアロイ中に存在するポリブチレンテレフタレート樹脂のラメラ結晶を任意に100本選択した際のラメラの長軸方向の平均長さが100nm以下であることを特徴とするポリマーアロイ。
(もっと読む)
軸受およびその製造方法
【課題】精度の要求される軸受面に電鋳部をモールドすると、電鋳部の外表面に形成される粗面と樹脂との接着力だけで電鋳部が保持されるため、電鋳部に過大な力が加わっても電鋳部がはがれないようにする。
【解決手段】電鋳部4の端部を塑性変形してフランジ11を形成し、この電鋳部4を樹脂モールドすることにより、軸方向や回転方向の保持力が強くなる。
(もっと読む)
ヒール付き靴
【課題】射出成形できると共に防滑性に優れ且つ歩行音が生じないリフトを備えたヒール付き靴を提供することを目的とする。
【解決手段】 ヒール付き靴に取り付けられるリフトの素材に、熱可塑性ポリウレタンエラストマーにスチレンブタジエン合成ゴムとワックスを含有したものを使用する。熱可塑性ポリウレタンエラストマーにスチレンブタジエン合成ゴムを含有させると、熱可塑性ポリウレタンエラストマーの耐摩耗性を落とすことなく、硬度を下げることができる。また、ワックスを含有することで、スチレンブタジエン合成ゴムの分解温度を、熱可塑性ポリウレタンを射出成形する際の溶解温度以上まで上げる事ができ、スチレンブタジエン合成ゴムが含有された熱可塑性ポリウレタンエラストマーのヒールリフトの射出成形を可能とする。
(もっと読む)
プラスチック部品を製造するための方法と、このプラスチック部品を有する装置
【課題】特殊プラスチックの利用に比べて費用削減を達成することのできるプラスチック部品製造方法と、この方法で製造されたプラスチック部品を含む装置を提供する。
【解決手段】プラスチック部品製造方法において、プラスチック成形材料が溶融温度以上の成形温度に加熱され、プラスチック成形材料が溶融温度以上で熱間成形可能であり、成形温度にあるプラスチック成形材料が成形部品へと成形され、成形部品の温度がプラスチックの種類に依存した転換温度に調整され、この転換温度が溶融温度よりも低く、限定された転換時間の間、成形部品が転換温度に放置される。
(もっと読む)
配管ブロックの製造方法及びマニホールドブロックの製造方法
【課題】容易に製造することができ、流体がリークするおそれもない配管ブロックやマニホールドブロックの製造方法を提供する。
【解決手段】配管ブロック21を、必要とする流路22の形状に合わせて形成した抵抗発熱線材23とともに成形することにより、配管ブロック内に抵抗発熱線材を設ける第1の工程と、抵抗発熱線材に電源を接続し、この電源から抵抗発熱線材に電流を流して抵抗発熱線材を発熱させることにより、配管ブロックにおける抵抗発熱線材の周りの部分を加熱溶融する第2の工程と、配管ブロックの溶融部分21Aを除去して又は抵抗発熱線材を引き抜いて配管ブロックに流路を形成する第3の工程とを有する方法とする。また、マニホールドブロックの製造方法では、必要とする空間部の形状に合わせて形成した並列抵抗発熱線材と、必要とする前記空間部への接続口部の形状に合わせて形成した付属抵抗発熱線材とを有してなる抵抗発熱線材を用いる。
(もっと読む)
ハードディスク用ランプの製造方法
【課題】 成形性(ひけ、ばり、成形サイクル)に優れ、ハードディスクの使用に伴うランプ樹脂部の摩耗が非常に小さい、ポリアセタール樹脂製ランプの製造方法の提供。
【解決手段】 ポリアセタール樹脂を金型温度を75〜135℃として成形することを特徴とする表面硬さが2.6GPa以上であるランプの製造方法。ポリアセタール樹脂としては、210℃、シェアレート10000(1/s)で測定したせん断応力が1×106〜6×106であるポリアセタールコポリマーを用いることが好ましい。
(もっと読む)
高精度歯車、高精度歯車の製造方法、この高精度歯車を搭載する時計
【課題】 高精度な検出孔と歯列を有する高精度歯車と、この高精度歯車を低コストで実現する歯車の製造方法と、この歯車を搭載する時計を提供する。
【解決手段】 高精度歯車は、合成樹脂を射出成形によって成形される歯車であって、前記歯車の回転位置を検出するための検出孔31と、前記歯車の回転方向に略等間隔で設けられる複数のゲート部37A〜37Cと、が設けられ、検出孔31が、隣り合うゲート部37Bと37Cの略中央に設けられている。検出孔31の位置は、射出成形の際に発生するウエルドライン39近傍にあり、収縮時の歯列、検出孔31の変形を低減することができる。
(もっと読む)
ポリアセタールと熱可塑性加硫エラストマーから製造された複合体
本発明は、少なくとも一つのポリアセタールと少なくとも一つの改質熱可塑性加硫物(TPV)エラストマーから製造された複合体に関する。該複合体は、一部又は完全に該改質TPVで被覆されているか又はその上に該改質TPVから製造された一つ以上の成形品が直接成形されている、ポリアセタール成形品から形成されている。該改質TPVエラストマーは、硬度30〜90ショアAを有し、成分:a)0.05〜10重量%の安定剤及び/又は架橋補助剤を添加された1〜50重量%のポリオレフィンマトリックス中の、2〜75重量%の完全又は一部架橋エチレン/プロピレン/ジエンゴム(EPDM);b)少なくとも1〜30重量%の相溶化剤;及びc)10〜70重量%の非オレフィン性熱可塑性材料;を含む複合物である。本発明はさらに、多成分射出成形による上記の複合体の製造法並びにシール特性及び制動特性を有する機能性部品としてのそれらの使用にも関する。 (もっと読む)
局部低加圧成形方法及び樹脂射出成形歯車
【課題】 樹脂成形歯車を、エジェクトピン圧縮機構を備える標準型の成形機を使用して低加圧圧力で高精度に成形し、更には、樹脂成形歯車の多数個取りを可能にする。
【解決手段】 円筒状に形成されたリム、リムの外周面に円筒の中心軸から外方向に形成された歯、リムの内周面に接合し中心軸の方向に平円板状に延在するウエブ、及びウエブに接合し中心軸の心部に形成されたボス類からなる樹脂成形歯車を樹脂により一体的に射出成形する方法において、ウエブを、加圧圧力Pが5〜45MPaで、充填開始基準で、充填開始からゲートシール終了までの時間T4の300〜400%の加圧開始時期T1に、加圧を開始し、加圧時間Tとして上記時間T4の120〜150%の時間、上記加圧圧力範囲内に保持する。
(もっと読む)
管状断面の構造部材
【課題】管状断面(1)の構造部材、特に流体路の構造部材であって、異なるスティフニス及び/又はクリープ強さを備える少なくとも2つの材料を有し、該材料は、熱可塑性合成材料(6、9、22、23)を含み、より大きいスティフニス及び/又はクリープ強さを備える材料(9)が、他方の材料(6)の中に埋め込まれる構造部材を提供する。
【解決手段】管状断面(1)は、連続する環状の表面(12)を有し、該表面は、構造部材の縦中央軸と同軸に延び、外側の材料(6)に対して予め決められた量の比率で環状の表面にわたって射出成形される材料と同じ材料(9、22、23)を有する、または、環状の表面(12)の40%から100%は、同じ射出成形材料から成り、環状の表面(12)の円周方向に均一な間隔で分布する。
(もっと読む)
複数部材からなる部品の構造及びその製造方法
【課題】
複合一体成形品において、金属を含むインサート部材とプリモールド部材との間の密着性を高めた複合一体成形品を提供する。
【解決手段】
結晶性を有する熱可塑性樹脂から成るプリモールド部材と、金属,セラミックス,樹脂、あるいはこれらの材料を組み合わせた複合材料をプリモールド部材で一体にプリモールドしたプリモールド品を熱可塑性樹脂のオーバモールド部材にインサートし、プリモールド品を包囲する複合一体成形品であり、インサート部材の外周に有るプリモールド部材に対して、予めプリモールド部材の結晶融解温度より低温による熱処理を施した後、インサート成形するものである。
【効果】
インサート部材と該インサート部材を包囲する樹脂との界面に間隙を発生させることなく密着性を確保しうる、高信頼性のインサート部材付きモールド品を安価な製造方法で実現できる。
(もっと読む)
複合材料本体、それらの製造方法およびそれらの使用
ポリアセタールと、少なくとも1つの熱可塑性ポリアミドエラストマーとを含む複合材料であって、ポリアセタール成形品が熱可塑性ポリアミドエラストマーで一部または完全に被覆されるかまたはポリアセタール成形品上に熱可塑性ポリアミドエラストマーによって構成される1つ以上の成形品が直接成形されることにより形成されている上記複合材料が記載されている。 本複合材料は、ポリアセタールと熱可塑性ポリアミドエラストマーとが、熱可塑性ポリアミドエラストマーのポリアセタール成形品上への射出により、互いに接着または凝集により結合され、ポリアセタールと熱可塑性ポリアミドエラストマーとの間の引張接着強さが少なくとも0.5N/mm2であることを特徴とする。。
本複合材料は、コネクタとして;一体となった封止特性および/または一体となった制動特性を有する機能性部材として;あるいは、滑り止めおよび握りやすい(easy-grip)
機素として使用することができる。
(もっと読む)
41 - 60 / 60
[ Back to top ]