
Fターム[4F206AA41]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | 硬化性樹脂 (416) | 不飽和ポリエステル、アルキド樹脂 (17)
Fターム[4F206AA41]に分類される特許
1 - 17 / 17
複合光学部品の製造方法
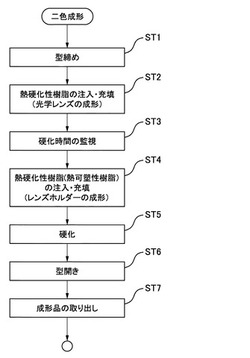
【課題】樹脂製の光学レンズと樹脂製のレンズホルダーが一体化された複合光学部品を、工数を増やすことなく、双方の部品を確実に接合した状態で精度良く製造すること。
【解決手段】光学レンズ2とレンズホルダー3を備えた複合光学部品1の製造方法では、熱硬化性樹脂である第1樹脂を用いて光学レンズ2を射出成形し(ST2)、光学レンズ2の熱硬化性樹脂の架橋反応が終了する前の段階において熱硬化性樹脂あるいは熱可塑性樹脂である第2樹脂を用いてレンズホルダー3を射出成形する(ST3、4)。レンズホルダー成形用の樹脂の射出充填後において光学レンズ2の樹脂の架橋反応が進行して、レンズホルダー3の側の樹脂との間で架橋構造による接合状態が形成される。耐熱性に優れた複合光学部品を得ることができ、光照射などの架橋の工程を別途追加することなく、双方の部品2、3を確実に接合して一体化できる。
(もっと読む)
眼鏡用プラスチックレンズの製造方法

【課題】組成物の硬化に伴う欠陥発生のおそれを抑制する眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】ジアリルフタレート化合物を含有する組成物を成形型に充填する充填工程と、前記充填工程後、前記成形型を加熱することにより前記組成物を硬化させる硬化工程と、を有し、前記硬化工程は昇温工程を有しており、前記昇温工程は、前記充填工程後の温度から前記組成物を昇温する第1昇温工程と、前記第1昇温工程後、前記第1昇温工程よりも温度変化率を上げて前記組成物を昇温する第2昇温工程と、を有しており、前記第1昇温工程の温度変化率は2.5℃/時間を超え5℃/時間未満であり、前記第2昇温工程の温度変化率は12℃/時間未満である。ただし、前記昇温工程において最大の温度変化率となる工程を第2昇温工程とする。
(もっと読む)
金属合金を含む接着複合体とその製造方法
【課題】熱硬化性樹脂の金属合金類への射出接合を行って、熱硬化性樹脂成形物と金属合金形状物との組み合わせによる耐食性、耐候性、耐熱性に優れた複合体とする。
【解決手段】(1)1〜10μm周期で高低差がその周期の半分程度までの凹凸面,72とし、(2)凹部面の内壁面を10〜500nm周期、最も好ましくは50〜100nm周期の超微細凹凸面とし、(3)表面はセラミック質の硬質相の薄層で覆われたものにするNAT処理を行った金属合金片,61に1液性エポキシ接着剤、フェノール樹脂接着剤または不飽和ポリエステル樹脂系接着剤を塗布し、この接着剤塗布済み金属合金片を射出成形金型にインサートし、そこへ接着剤と同類の熱硬化性樹脂組成物を射出することにより、接着剤層を介在させて金属合金形状物と熱硬化性樹脂組成物とを一体化した複合体とする。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
樹脂ベースの複合材料製衛生陶器及び調製方法
本発明は、樹脂ベースの複合材料製衛生陶器を開示し、これは下記の点の特徴を有する。当該衛生陶器は、原料を混合、射出し、次いで、型を凝固させることによって作られる。当該原料の成分及びその重量比は下記の通りである:不飽和ポリエステル樹脂14%〜30%、ポリエステル系収縮防止剤6%〜14%、補強繊維11%〜37%、珪灰石10%〜20%、炭酸カルシウム25%〜40%、開始剤0.8%〜2.4%。そして、本発明はまた、当該衛生陶器の調製方法も開示する。現在の技術と比較して、本発明は高い強度、高い靭性、完全な自浄能力及び低いエネルギー消費という利点を有する。 (もっと読む)
金属合金と熱硬化性樹脂の複合体及びその製造方法
【課題】金属合金と熱硬化性樹脂組成物の成形品を接着剤を介在することなく強固に接合する。
【解決手段】金属合金1に表面処理を施して、(1)RSmが0.8〜10μm、Rzが0.2〜5μmであるミクロンオーダーの粗度を生じさせ、(2)且つ、その粗度を有する面内に、5〜500nm周期の超微細凹凸を形成し、(3)且つ、表層を金属酸化物又は金属リン酸化物の薄層とする。次いで、その金属合金を射出成形金型にインサートする。インサートされた金属合金の表面に、湿式BMCを射出し、当該射出されたBMCが前記超微細凹凸に侵入した後に硬化することによって金属合金と当該湿式BMCの成形品4が接着剤を介在することなく接合される。これにより得られた複合体7のせん断破断力は20〜30MPaあり、極めて強固な接合を可能とした。
(もっと読む)
合成樹脂成形品及び合成樹脂成形品の製造方法及び合成樹脂成形品を製造する金型装置
【課題】 表面層、裏面層の各厚みが所定の厚みとなって表面の外観が低下せず、安価で高品質の合成樹脂組成物を提供する。
【解決手段】 厚み方向の略中間に位置する界面層シート1の表面側に第1の合成樹脂組成物2が、裏面側に第2の合成樹脂組成物3が同時に注入されて形成されることで成形された合成樹脂成形品4である。第1の合成樹脂組成物2よりなる表面層5と、第2の合成樹脂組成物3よりなる裏面層6と、表面層5と裏面層6との界面に設けられて表面層5及び裏面層6と一体となった界面層シート1の3層構造となっている。
(もっと読む)
型内被覆組成物及び型内被覆成形体
【課題】塗膜の硬さや耐擦り傷性の向上や表面平滑性に優れ、ソリやヒケが殆ど無く外観に優れ、成形サイクルの短縮が可能な型内被覆成形体を提供すること。
【解決手段】キャビティ内に注入した型内被覆組成物を熱で半硬化させ、更に型内被覆成形体をUV照射で完全硬化させる型内被覆成形体に用いられる該型内被覆組成物が、
(A)(メタ)アクリロイル基を有するウレタンオリゴマー、エポキシオリゴマー、ポリエステルオリゴマー、ポリエーテルオリゴマー又は不飽和ポリエステルの少なくとも1種と
(B)(A)と共重合可能な不飽和モノマーと
(C)有機過酸化物重合開始剤、アゾ系重合開始剤の一方又は両方と
(D)光重合開始剤と
を含有し、
(A)〜(D)の質量割合が
(A)/(B)=20/80〜80/20、
(C)/{(A)+(B)}=0.1/100〜5/100、
(D)/{(A)+(B)}=0.1/100〜10/100
である型内被覆組成物。
(もっと読む)
熱硬化性樹脂発泡成形体の製造方法およびそれにより得られる発泡成形体
【課題】熱硬化性発泡成形体の製造方法を提供することであって、特に、発泡状態の優れた熱硬化性発泡成形体の製造方法を提供すること。
【解決手段】射出成形またはトランスファ成形によって熱硬化性樹脂発泡成形体を製造する方法であって、(i)金型内部を溶融化した熱硬化性樹脂原料で満たす工程、(ii)熱硬化性樹脂原料に含まれるガス成分を超臨界状態にする工程、(iii)金型の内部空間を増加させることによって、熱硬化性樹脂原料内にて発泡を生じさせる工程を含んで成る製造方法。
(もっと読む)
熱伝導性樹脂組成物
【課題】十分に高い伝熱特性を有しかつより安価な熱伝導性樹脂組成物を提供すること。
【解決手段】本発明の熱伝導性樹脂組成物は、熱硬化性樹脂中に伝熱性材料が均一に分散され、該熱伝導性樹脂組成物の成形体の切断面を二次元的に解析した場合に、該切断面に粒子径が0.3〜250μmの伝熱性粒子が含まれ、そして該伝熱性粒子のうち、0.3〜10μmの範囲の粒子径を有する各粒子間の距離が7μm以下である。本発明の熱伝導性樹脂組成物は、射出成形という非常に量産性の優れた加工方法において成形することが可能である。
(もっと読む)
撮像レンズの製造方法、撮像レンズ、撮像ユニット及び撮像ユニットの製造方法
【課題】吸湿による屈折率の変動を抑制する。
【解決手段】撮像レンズの製造方法は、レンズ本体23の構成材料として、60℃,90%RH(相対湿度)環境下での飽和吸水率W90が0.5重量%以上の樹脂材料を用いる。当該製造方法では、前記樹脂材料を所定形状に成形し、前記樹脂材料の吸水率WAが式(1)の条件を満たすように前記樹脂材料を調湿する。
W90×1/3<WA<W90×2/3 … (1)
(もっと読む)
ランプ反射鏡
【課題】BMC材料中にガラス中空体を添加することで、BMC成形体の特性を保持しかつ軽量化できるランプ反射鏡の提供。
【解決手段】不飽和ポリエステル樹脂を主成分とするマトリックス樹脂に少なくとも補強材であるガラス繊維を無機充填材として添加混練したBMC材料を射出成形することで形成したBMC成形体を基体とするランプ反射鏡であって、BMC材料中に無機充填材としてガラス中空体を添加し、BMC成形体20の肉厚を1,5mm以上にすることで、射出成形の際、ガラス中空体の耐圧強度以上に射出剪断圧力が上昇せず、ガラス中空体が潰れて欠肉不良が発生したり十分な軽量化が達成できないとか、剛性が低下するといった問題が解消される。
(もっと読む)
再生材の製造方法
【課題】レジンの廃棄物を再生利用することができる再生材を製造する方法を提供する。
【解決手段】不飽和ポリエステルを主成分とした熱硬化樹脂を用いてモールド成形するときに発生したレジン廃棄物から再生材を製造するものであって、レジン廃棄物を粉砕する工程と、調合剤を混入する工程と、さらに細かく粉砕する工程とよりなる。
(もっと読む)
樹脂封止方法及びモータ
【課題】 熱硬化樹脂の熱硬化状態をリアルタイムで正確に把握することにより、製品を管理する樹脂封止方法を提供すること。
【解決手段】 硬化収縮を伴う熱硬化性樹脂を金型に注入して、ワークを樹脂封止する樹脂封止方法において、圧力センサ5により金型内の樹脂圧力を計測し、樹脂圧力が下降から上昇に転ずる変極点Eを決定し、変極点Eを前記熱硬化性樹脂の熱硬化状態の指標とする。
(もっと読む)
高導電性樹脂組成物を射出成形する方法およびこの方法のための装置
【課題】高導電性組成物およびその成形方法を提供すること。
【解決手段】高充填導電性樹脂組成物を射出成形する技術および装置が開示されている。これらの組成物は、1種またはそれ以上の不飽和ポリエステルおよびビニルエステル樹脂;末端エチレン基を有する共重合体;および少なくとも約50重量%の無機微粒子導電性充填剤、開始剤およびレオロジー変性剤(これは、成形中の該樹脂と該導電性充填剤との相分離を防止する)を含有する。本発明の方法により、これらの組成物は、相当な成形後の機械切削なしで、非常に複雑で薄い導電性および熱伝導性試験片を成形できるようになる。この方法は、そのポジショニングで垂直部品を有するオーガーを備えたホッパーを有する射出成形装置を使用して、射出成形機(これは、フェノール製スクリューを有し、このスクリューは、一定内径および一定フライト深さを有する)の供給口に給送する工程を包含する。
(もっと読む)
樹脂成形品の製造方法及び製造装置
【課題】 樹脂成形品に発生した成長方向の異なるバリを、成形品に損傷を与えることなく確実に除去する。
【解決手段】 回転駆動手段264を駆動し、液体供給手段263の高圧ポンプ263Bを駆動する。これにより、ノズル262を含めた支持部材261が鉛直軸266を中心にして回転されるとともに複数のノズル262から高圧水が樹脂成形品21に向けて上方から噴射される。この時、支持部材261が回転されることにより、各ノズル262から噴射される高圧水の噴流40は、支持部材261の鉛直軸線41に対して斜め下方に向け方向転換されるようになる。すなわち、各ノズル262からの高圧水噴流40は樹脂成形品21に対し鉛直軸線41を中心にして360度の方向から噴射される。
(もっと読む)
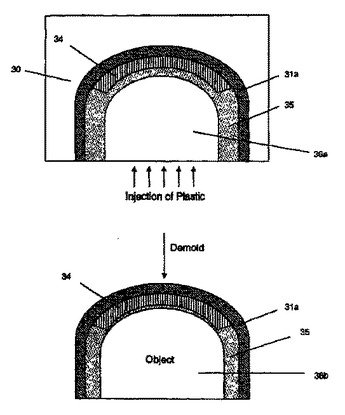
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
1 - 17 / 17
[ Back to top ]