
Fターム[4F206AB08]の内容
プラスチック等の射出成形 (77,100) | 添加剤、配合剤 (2,906) | 機能を特定したもの (1,748) | 核剤、結晶化剤 (70)
Fターム[4F206AB08]に分類される特許
1 - 20 / 70
複合体及びその製造方法
【課題】接着剤を用いずにマグネシウム−リチウム合金と樹脂組成物とを一体化させた複合体及びその製造方法を提供する。
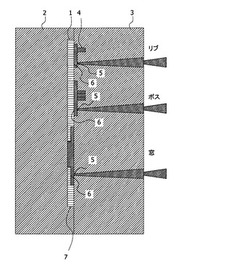
【解決手段】金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。金属部品1の基材はマグネシウム−リチウム合金である。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
複合体及びその製造方法

【課題】接着剤を用いずに金属とポリ乳酸樹脂とを一体化させた複合体及びその製造方法を提供する。
【解決手段】樹脂組成物4は、樹脂分としてポリ乳酸が主成分である。金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
混合方法、射出成形方法、混合装置
【課題】材料を均一に混合することができる混合方法、射出成形方法、混合装置を提供することができる。
【解決手段】少なくとも異なる2種類の材料をタンブラー(容器回転式混合装置)40により混合する混合方法であって、前記タンブラー40内部に、定形の穴を有する固定板42、又は、メッシュからなる固定板42’を設けて混合する。
(もっと読む)
樹脂組成物、成形方法および成形品
【課題】既存のポリオレフィン系樹脂と同等の耐熱性を有し、特に射出成形において、ウェルドラインの発生を抑えることができ、充分なウェルド強度を備えた射出成形品を得ることができる、ポリ乳酸樹脂を配合したポリオレフィン樹脂組成物を提供する。
【解決手段】ポリ乳酸樹脂(A)とポリオレフィン樹脂(B)と相溶化剤(C)と結晶核剤(D)とを含有する樹脂組成物であり、ポリ乳酸樹脂(A)とポリオレフィン樹脂(B)との質量比率(A/B)が20/80〜60/40であり、ポリ乳酸樹脂(A)とポリオレフィン樹脂(B)の合計100質量部に対して、相溶化剤(C)の含有量が0.5〜20質量部であり、結晶核剤(D)の含有量が0.01〜10質量部であり、結晶核剤(C)がアルカントリカルボン酸アミド系化合物であることを特徴とする樹脂組成物。
(もっと読む)
プロピレン系樹脂射出成形品
【課題】高い透明性を有し臭気のないプロピレン系樹脂射出成形品を提供する。
【解決手段】プロピレン系重合体A100重量部に対し、下記一般式1で示されるリン酸エステルナトリウム塩系造核剤B0.01〜0.5重量部と高級脂肪酸アルミニウム塩C0.01〜0.5重量部を含有するプロピレン系樹脂を射出成形する。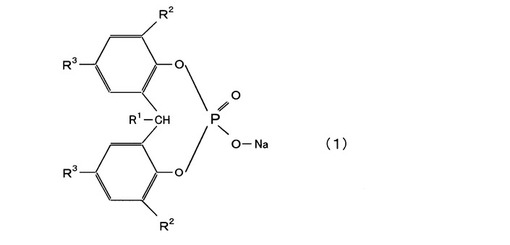 (もっと読む)
(もっと読む)
ポリ乳酸樹脂組成物とそれを用いた成形品
【課題】ポリ乳酸樹脂の結晶化による耐熱性を有し、かつ耐候性および耐衝撃性も改善することができるポリ乳酸樹脂組成物およびそれを用いた成形品を提供すること。
【解決手段】ポリ乳酸樹脂、カルボジイミド化合物、フェニルホスホン酸金属塩、およびコアシェルゴムを含有することを特徴としている。
(もっと読む)
射出成形用ポリプロピレン樹脂組成物および成形品
【課題】透明性、耐白化性および低温衝撃強度に優れた射出成形用ポリプロピレン樹脂組成物を提供する。
【解決手段】本発明の射出成形用ポリプロピレン樹脂組成物は、プロピレン系樹脂材料および結晶化核剤を含有する射出成形用ポリプロピレン樹脂組成物であって、キシレン可溶分の極限粘度が0.8〜1.4dl/g、メルトフローレートが5〜15g/10分であり、前記プロピレン系樹脂材料は、エチレン単位が2.0〜4.0質量%のエチレン・プロピレン共重合体の存在下、エチレン単位が74〜86質量%のエチレン・1−ブテン共重合体を重合させたものであり、射出成形用ポリプロピレン樹脂組成物を100質量%とした際のエチレン・1−ブテン共重合体の含有量が10〜20質量%である。
(もっと読む)
薄肉射出成形用ポリプロピレン樹脂組成物、成形品および容器
【課題】透明性、耐白化性、低温衝撃強度および薄肉成形性に優れた薄肉射出成形用ポリプロピレン樹脂組成物を提供する。
【解決手段】本発明の薄肉射出成形用ポリプロピレン樹脂組成物は、プロピレン系樹脂材料および透明化核剤を含有し、キシレン可溶分の極限粘度が0.9〜1.3dl/g、温度230℃、荷重21.6Nの条件で測定したメルトフローレートが30〜70g/10分であり、前記プロピレン系樹脂材料は、エチレン単位が1.2質量%以下のエチレン・プロピレン共重合体またはホモポリプロピレンの存在下、エチレン単位が74〜86質量%のエチレン・1−ブテン共重合体を重合させたものであり、薄肉射出成形用ポリプロピレン樹脂組成物を100質量%とした際のエチレン・1−ブテン共重合体の含有量が22〜32質量%である。
(もっと読む)
ポリエステル製延伸発泡容器
【課題】不活性ガスを含浸させての加熱により形成された発泡層が非発泡のポリエステル容器本体の胴部外面に形成された構造を有していると共に、耐熱性に優れた延伸発泡ポリエステル容器を提供する。
【解決手段】口部5、胴部7、及び底部9を備えた非発泡ポリエステル容器本体1と、容器本体1の胴部外面に設けられた発泡セルを内部に有する発泡ポリエステル層3とから成り、非発泡ポリエステル容器本体1が、固有粘度が0.78以下のポリエステルを用いて形成されており、発泡ポリエステル層3が、固有粘度が0.80以上のポリエステルを用いて形成されていることを特徴とする。
(もっと読む)
OA機器外装部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かしたOA機器外装部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が80%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られるOA機器外装部品の製造方法。ポリ乳酸は、L−乳酸単位90〜100モル%と、D−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−1)と、D−乳酸単位90〜100モル%と、L−乳酸等の単位0〜10モル%とにより構成されるポリ乳酸単位(A−4)とからなり、(A−1/A−4)が10/90〜90/10(重量比)で245〜300℃で熱処理したものである。
(もっと読む)
ポリアミド樹脂組成物およびその成形方法
【課題】結晶化速度が速く、成形効率に優れたキシリレンジアミンセバカミド系ポリアミド樹脂組成物を提供する。
【解決手段】キシリレンジアミンとセバシン酸とから得られるポリアミド樹脂(A)とポリアミド66(B)を含有してなるポリアミド樹脂組成物であって、
ポリアミド66(B)の融点がポリアミド樹脂(A)の融点より50℃を超えて高く、かつ、ポリアミド樹脂(A)の結晶化温度とポリアミド66(B)の結晶化温度の温度差が50℃以下であることを特徴とするポリアミド樹脂組成物による。
(もっと読む)
電気・電子部品の製造方法
【課題】ステレオコンプレックスポリ乳酸の耐熱性を活かした電気・電子部品の製造方法提供する。
【解決手段】(A)示差走査熱量計(DSC)測定において、昇温過程における融解ピークのうち、195℃以上の融解ピークの割合が70%以上であるポリ乳酸(A成分)を、金型温度80〜130℃の範囲で射出成形して得られる電気・電子部品。
(もっと読む)
ポリ乳酸組成物及びポリ乳酸系成形体の製造方法
【課題】生分解性があり、かつ透明性に優れ、成形効率よく成形体を製造することのできるポリ乳酸組成物を提供する。当該ポリ乳酸組成物から透明性、耐熱性に優れた成形体を効率よく製造することができるポリ乳酸系成形体の製造方法を提供する。また、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体を提供する。
【解決手段】DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含み、かつステレオコンプレックス晶とは異なる結晶核剤を含むことを特徴とするポリ乳酸組成物。このポリ乳酸組成物を、当該ポリ乳酸組成物の融点より20℃高い温度以下の温度に維持してインジェクション成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】強度と可撓性を両立し、かつ成形性に優れるポリ乳酸樹脂射出成形体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成形体を提供すること。
【解決手段】下記工程(1)及び工程(2)を含むポリ乳酸樹脂射出成形体の製造方法。
工程(1):ポリ乳酸樹脂、結晶化度が50%未満であるセルロース、及び結晶核剤を含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程
工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
眼鏡成形体、その製造方法、及び眼鏡
【課題】ポリ乳酸を主成分とする耐熱性に優れた眼鏡成形体、成形加工性に優れた前記眼鏡成形体の製造方法、及び前記眼鏡成形体を有する眼鏡を提供する。
【解決手段】ステレオコンプレックスポリ乳酸(A成分)を60重量%以上含むステレオコンプレックスポリ乳酸系樹脂組成物から構成された眼鏡成形体。ステレオコンプレックスポリ乳酸(A成分)を60重量%以上含むステレオコンプレックスポリ乳酸系樹脂組成物を溶融混練し、溶融された樹脂を、金型温度80〜130℃、及び冷却時間10〜60秒の条件で射出成形する、眼鏡成形体の製造方法。前記眼鏡成形体を有する眼鏡100。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【解決手段】ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】ポリ乳酸系成形体を製造する際に、結晶化速度を向上させて効率よく成形できる成形材料の融解温度の範囲の制約を軽減することができるポリ乳酸系成形体を効率よく製造する方法を提供する。
【解決手段】ステレオコンプレックス(SC)の構造有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】成形品の製造方法であって、溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することを含み、溶融材料を飽和濃度で溶解させた高圧二酸化炭素と、他の二酸化炭素とを混合して、溶解材料を未飽和濃度で溶解させた高圧二酸化炭素を生成し、溶融樹脂に供給する。
(もっと読む)
漆器用の混合樹脂材料
【課題】 射出成形に際しての成形サイクルの高速化を実現しながら、耐熱性および機械強度の確保に有利な高度の結晶化状態を実現することができる漆器用の混合樹脂材料を提供する。
【解決手段】 難結晶性樹脂であるPET樹脂と、易結晶性樹脂であるPBT樹脂と、結晶化核剤とを所定の配合割合に混合することによって、PET樹脂の結晶化温度を引き下げる。PET樹脂の結晶化は金型内で実施し、PBT樹脂の結晶化は、離型後に多数個を取りまとめて所定温度の加熱炉等内において一挙に実施する。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
1 - 20 / 70
[ Back to top ]