
Fターム[4F206AC05]の内容
プラスチック等の射出成形 (77,100) | 材料の状態、形態 (345) | エマルジョン、溶液 (79)
Fターム[4F206AC05]に分類される特許
1 - 20 / 79
樹脂封止装置
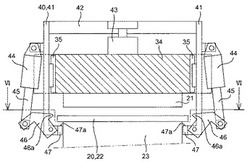
【課題】簡単な構成で安価な小型の樹脂封止装置を提供する。
【解決手段】上金型21と、中間金型22と、前記上金型21とで前記中間金型22を挟持する下金型23とを備え、前記上金型21と前記中間金型22とで基板を挟持するとともに、前記中間金型22の貫通孔内に配置された電子部品を樹脂材料で樹脂封止する樹脂封止装置であり、前記下金型23を、前記上金型21に対向する成形位置と、側方に位置する非成形位置とに移送する移送手段と、前記中間金型22を保持したままの状態で上下動できるとともに、前記中間金型22を所定の高さ位置で保持できる中間金型保持手段40と、前記下金型23単体で樹脂供給位置に移送できるとともに、前記中間金型22を載置したままの状態で前記下金型23を基板供給位置に移送できる制御手段54と、を備えた構成とする。
(もっと読む)
半導体発光装置用の樹脂成形体用材料およびその成形体

【課題】耐久性(耐光性、耐熱性)が高く、かつ優れた反射率によりLED出力を向上させる半導体発光装置用の樹脂成形体とすることができる樹脂成形体用材料、さらに、成形が容易となる半導体発光装置用の樹脂成形体用材料などの提供を課題とする。
【解決手段】(A)ポリオルガノシロキサン、(B)白色顔料及び(C)硬化触媒を含有する半導体発光装置用の樹脂成形体用材料であって、前記(B)白色顔料が、(a)アルミナを主成分とする白色顔料であり、(b)前記アルミナが、(B1)0.2μm以上1.5μm以下の平均二次粒子径をもつ成分と、(B2)2μm以上30μm以下の平均二次粒子径をもつ成分とを含有し、(c)前記(B1)成分の含有量と(B2)成分の含有量との質量比[(B1)/(B2)]が1/5から3/1の範囲内である樹脂成形体用材料、該材料を液状射出成形する半導体発光装置用の樹脂成形体の製造方法、該材料を成形してなる半導体発光装置用の樹脂成形体、該樹脂成形体を具備する半導体発光装置。
(もっと読む)
半導体発光装置用樹脂パッケージ及び該樹脂パッケージを有してなる半導体発光装置
【課題】樹脂成形体とリードとの接着性が良好でリードとの隙間がなく、硬化後の可視光から近紫外光の反射率が高く、液状射出成形に適したシリコーン樹脂組成物を用いた半導体発光装置用樹脂パッケージを提供する。
【解決手段】半導体発光素子を載置するための凹部を有する半導体発光装置用樹脂パッケージであって、
該樹脂パッケージの凹部は底面と側面とからなり、少なくとも前記凹部側面を形成する(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成される樹脂成形体と、
前記凹部底面の一部を形成するように対応して配置された少なくとも1対の正及び負のリードとを、
液状射出成形法によって、両者の接合面を隙間なく一体化して形成されてなることを特徴とする半導体発光装置用樹脂パッケージ。
(もっと読む)
ボタン機能を備えたファンクショナルユニット
【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
液状樹脂材料用成形設備
【課題】射出装置が不要であり、材料の十分な混合が得られる液状樹脂材料用成形設備を提供することを課題とする。
【解決手段】液状樹脂材料用成形設備10は、金型11と、この金型11を型締めする型締装置12と、金型11へ液状樹脂材料を供給する供給装置20とからなる。この液状樹脂材料の供給装置20は、主剤に硬化剤などの添加剤を添加した液状樹脂材料を、十分に攪拌混合する撹拌混合機構30と、得られた液状混合材料を圧送するポンプ機構50と、このポンプ機構50から第1流路51を介して送られてきた液状混合材料を一定量計量し、間欠的に第2流路61を通じて金型11へ供給する定量計量供給機構60とからなる。
【効果】予め混合した液状混合材料を定量計量供給機構から直接金型へ供給することができる。結果、射出装置が不要となる。
(もっと読む)
射出成形機
【課題】 低粘度で流動性を有する液状樹脂の成形材料を射出成形により成形する場合に、安定して金型内に成形材料を充填することができる射出成形機を提供する。
【解決手段】 射出位置に位置している金型2に対して、上下方向に昇降自在に射出装置4を設ける。金型2の下金型2bに下側が開口しているスプルー2dを形成し、射出装置4の上昇により該射出装置4に装填したシリンジ7のノズル部7bがスプルー2dに接続されてノズルタッチするようにする。シリンジ7のプランジャ7aを上昇させて該シリンジ7内の成形材料を金型2内に射出すれば、成形材料は金型2内を徐々に上昇して充填される。
(もっと読む)
RTM成形用成形型
【課題】完全な脱泡ができず気泡が残った状態の樹脂が注入されても、成形体にボイドやピットが残ることを抑制でき、機械特性の発現率や表面品位が向上したFRP成形体を得ることができるRTM成形用成形型を提供する。
【解決手段】繊維基材を配置するためのキャビティ4と、樹脂を移送配置するための注入ランナー5と、注入ランナー5とキャビティ4とを前記端面に渡って繋ぎ、注入ランナー5からキャビティ4へ樹脂を注入するための注入ゲートと、キャビティ4の、注入ゲートと対向する位置の端面に配され、キャビティ4から樹脂を排出するための排出ゲート12とを有する成形型であって、注入ゲートは、注入ランナー5と繋がるゲート10とキャビティ4と繋がるゲート9を有し、それが繋げる端面に垂直な断面において、注入ランナー5と繋がる位置での高さが、キャビティと繋がる位置での高さより大きくなっている樹脂注入成形法用成形型。
(もっと読む)
樹脂成形品および樹脂成形品の製造方法
【課題】煩雑な手作業を解消し、容易に製造することが可能な樹脂成形品および樹脂成形品の製造方法を提供することである。
【解決手段】樹脂40で成形された表面層4と裏面層5を有し、表面層4と裏面層5が一体に成形された樹脂成形品1において、裏面層5は木粉混入ポリウレタン樹脂発泡体60からなる。表面層4を成形する表面層成形工程と、裏面層5を成形する裏面層成形工程を有し、上型と下型からなる成形型に樹脂40を注入して、表面層4と裏面層5を一体に成形する樹脂成形品1の製造方法において、裏面層成形工程に用いる樹脂40は、木粉混入ポリウレタン樹脂50である。
(もっと読む)
電子部品の製造装置及び電子部品の製造方法
【課題】本発明は、多孔性部材に吸着固定される電子部品をモールド射出成形する電子部品の製造装置及び電子部品の製造方法に関する。
【解決手段】本発明の一実施例による電子部品の製造装置は、電子部品が装着される多孔性部材であって少なくとも1つからなり、上記電子部品が収容される内部空間が形成される上部及び下部金型と、上記上部及び下部金型の内部空間に離型フィルムを提供する離型フィルム提供部と、上記電子部品がモールド射出成形されるように上記内部空間にモールディング樹脂を提供するモールディング樹脂提供部と、を含むことができる。
(もっと読む)
高速高分子反応系を加工するための装置
本発明は、高速高分子反応系、特に、ポリウレタン系を機械ベースで加工するための装置に関し、原材料の消費量を抑えると同時に、高速処方変更を可能にする。本発明による装置はさらに、殆んど場所を必要とせず、例えば、立っている炉筒の運用を可能にする。 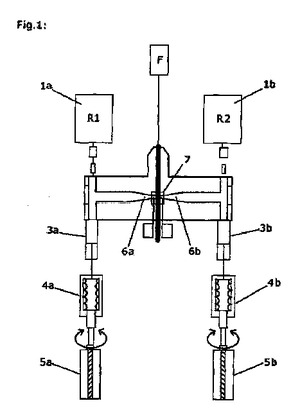 (もっと読む)
(もっと読む)
プラスチック成型部品を製造するための装置及びその使用
押出機(2)及び押出機の吐出口下流に配置されている成形金型(4)を備えたプラスチック成型部品を製造するための装置が提示され、その際押出機内にはスクリュー(5)が、一方は回転可能に、他方は軸方向に移動可能なように案内され、それによって押出機内にある液状のポリマー、プレポリマー又はモノマーが成形金型内に移送される。さらに、スクリューの自由端のエリアに逆止め弁(10)が配置されている。押出機の内側の周囲壁に当接する逆止め弁(10)の遮断リング(21)が、その外周囲の少なくとも一部に配設されたシーリング(26)を含み、このシーリングが遮断リングを押出機の周囲壁に対してシールする。 (もっと読む)
半導体封止用樹脂組成物およびそれを用いた半導体装置の製造方法
【課題】常温で液状もしくはゲル状の封止材料をトランスファー成形に供することを可能とする半導体封止用樹脂組成物およびそれを用いた半導体装置の製造方法を提供する。
【解決手段】トランスファー成形の際に用いられる、常温で液状もしくはゲル状の樹脂組成物の冷却固化体からなる半導体封止用樹脂組成物である。そして、トランスファー成形機を用いた半導体装置の製造方法では、トランスファー成形用金型のポット内に、上記冷却固化状態を維持しながら樹脂組成物を投入する。ついで、ポット内にて、上記投入した樹脂組成物を解凍した後、プランジャーにて解凍された液状もしくはゲル状の樹脂組成物を圧縮しポット内から押し出すことによりキャビティ内に流入させる。この流入させた樹脂組成物によってキャビティ内の半導体素子を樹脂封止することにより半導体装置を製造する。
(もっと読む)
液状付加硬化型シリコーンゴム組成物の射出成形方法及びその成形品
【課題】成形不良を低減し得るオープンゲート方式の金型による液状付加硬化型シリコーンゴム組成物の射出成形方法及び該方法により製造されるシリコーンゴム成形品を提供する。
【解決手段】オープンゲート方式の金型内に液状付加硬化型シリコーンゴム組成物を射出し、加熱硬化するシリコーンゴムの射出成形方法において、
(i)23℃におけるせん断速度10S-1の粘度aとせん断速度100S-1の粘度bの比(a/b)が2.5以上の流動性を有する液状付加硬化型シリコーンゴム組成物をオープンゲート方式の金型内に射出する工程、
(ii)次に脱圧する工程
を有することを特徴とするシリコーンゴムの射出成形方法。
(もっと読む)
混合吐出装置
原料を含む2種以上の液体であって、少なくとも1つが発泡剤をさらに含有する液体を加圧下で混合するミキシングチャンバー(1)と、当該チャンバーに連通し、下流方向へ断面積が減少する内周面を有するテーパード通路(3)と、テーパード通路に挿入され、前記内周面に対応する外周面を有するテーパードピストン(2)と、前記内周面と前記外周面とが当接する位置からテーパードピストンを後退させて、特定の間隙を形成するアクチュエータと、テーパード通路に連通する緩衝通路(5)と、前記混合物を最終的に吐出する吐出口(4)と、を備える混合吐出装置。緩衝通路は、混合物の膨張を穏やかにする構造を有する。アクチュエータは、テーパードピストンの後退量の制御により間隙の幅Dを変化させて、ミキシングチャンバーが維持する圧力と、テーパード通路における混合物の圧力が減ずる程度とを調整する。 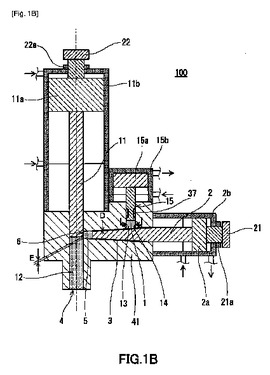 (もっと読む)
(もっと読む)
ガラス繊維リードアウトを減少させた射出成形品を製造するための方法
本発明は、以下の工程:a.2.4未満の相対粘度を有するガラス繊維強化ポリアミド−6組成物を調製する工程;b.組成物を加熱して粘稠液体を得る工程;c.少なくとも0.8秒の充填時間で金型キャビティにその粘稠液体を充填する工程;d.金型中の粘稠液体を、それが冷却して成形品を形成するまで圧力下に放置する工程;e.金型を開く工程;f.成形品を取り出す工程を含む、射出成形品を製造するための方法であって、そのポリアミド−6組成物が168℃未満のハイパーDSC条件下結晶化温度を有するものである方法に関する。本発明はまた、a.少なくとも2.5mmの最大肉厚;および/またはb.1射出ポイント当たり少なくとも100gの成形品重量を有する射出成形品であって、2.4未満の相対溶液粘度を有するガラス繊維強化半結晶質ポリアミド−6組成物からなり、ポリアミド−6組成物が168℃未満のハイパーDSC条件下結晶化温度を有するものである射出成形品に関する。 (もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド
【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
型内塗装品の製造方法
【課題】 成形品裏面の形状に関係なく、所望の場所に磁性材料の配向による意匠を形成することができるようにする。
【解決手段】 裏面形成金型と表面形成金型と磁石が配置された塗膜形成金型とを備える型内塗装金型を用い、裏面形成金型と表面形成金型とを型閉じして、成形品を形成するための成形キャビティを裏面形成金型と表面形成金型との間に形成し、成形キャビティ内に成形樹脂を充填し冷却固化させて成形品を形成し、裏面形成金型が成形品を保持する状態で裏面形成金型と表面形成金型とを型開きし、裏面形成金型と対向する金型を表面形成金型から塗膜形成金型に切り替え、成形品を保持する裏面形成金型と塗膜形成金型とを型閉じして、磁性材料を含有する磁性塗料で成形品を塗装するための塗装キャビティを成形品と塗膜形成金型との間に形成し、塗装キャビティ内に磁性塗料を注入後、磁石により磁性材料の配向パターンを形成した後、磁性塗料を固化させることにより、磁性塗料を成形品に一体被覆させる。
(もっと読む)
液状材料成形用射出成形機及びその制御方法
【課題】 成形中断に伴う射出シリンダ内における成形材料の硬化を確実に防止するとともに、高価な成形材料の無駄を最少限に抑えて無用なコスト上昇を回避し、かつ資源節減にも寄与する。また、稼働効率の向上及び作業遅延を来す不具合を回避する。
【解決手段】 予め、スクリュ3が所定の待機位置Xsから所定の移動ストロークLsだけ前進して成形材料Rの排出を行う材料置換動作Scを所定のインターバル時間Ti間隔で繰り返す中断時制御モードを設けるとともに、成形中断時に、少なくとも射出シリンダ2に供給された成形材料Rが硬化する手前で射出ノズル4から排出されるように移動ストロークLs及びインターバル時間Tiの長さを設定して中断時制御モードによる制御を実行する。
(もっと読む)
液状材料の射出成形における材料置換方法
【課題】ランナの材料置換を射出装置によらず置換部材の採用により置換材料を直接金型に圧送することにより置換材料の節減と作業時間の短縮を図る。
【解決手段】射出装置のノズル前部に置換部材を装着する。置換部材を前記射出装置の前進により前記ランナ金型に当接する。置換部材と前記材料供給装置の液状樹脂材料を接続する流路を形成する。材料供給装置から前記置換部材に前記液状樹脂材料を圧送供給して前記ランナ金型内の材料置換を行う。
(もっと読む)
樹脂成形装置
【課題】様々な成形品を製造するに際し未成形の液状樹脂の取り扱いを容易にし、無駄な液状樹脂の消費を減らす。
【解決手段】樹脂成形装置101の筐体102の内部には、待機室124とプレス室125とが横並びに設けられて、これら二室は断熱性を有するシャッタ128が開閉して連通したり遮断されたりする。作業者は、製造しようとする成形品に用いる熱硬化性の液状樹脂を封入したシリンジ131を待機室124内の装着部132に装着し、操作ボタン部103を操作して樹脂成形装置101に成形命令を入力する。この操作により、樹脂成形装置101内では、シャッタ128が開かれてシリンジ131がプレス室125まで搬送され、プレス部134に液状樹脂の滴下が行われた後、シリンジ131は待機室124まで復帰してシャッタ128が閉じられ、プレス部134での成形が行われる。
(もっと読む)
1 - 20 / 79
[ Back to top ]