
Fターム[4F206AG01]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 板状体(←シート、フィルム) (189)
Fターム[4F206AG01]の下位に属するFターム
厚板 (49)
Fターム[4F206AG01]に分類される特許
101 - 120 / 140
フラッシュメモリカード実装方法

【課題】フラッシュメモリカード実装方法の提供。
【解決手段】本考案のフラッシュメモリカード実装方法は、保護膜を形成する手順を含まれ、該保護膜は電気回路を保護し、移動(movement)および後工程の射出成型における熱源の影響を受けないためである。射出成型によって、フラッシュメモリカードを実装するとき、該保護膜は電気回路板に備える電気回路に保護を提供する。射出成型の手順は基板を本体に実装するためのである。該保護膜は卵殻の内膜に似っており、射出によって成型するため、本考案の実装方法を卵殻インサート成型(eggshell insert modling, ESIM)をいう。本考案は公知技術のチップオンボードと面実装技術の実装方法を確実に改善できる。
(もっと読む)
ガスケット

【課題】2つの対向する面の間をシールするガスケットにおいて静的あるいは動的な種々条件下で安定したシールを維持する。
【解決手段】可逆的に圧縮可能な下方部17を有すると共に、上方延在部分が少なくとも1つ設けられた上方部14を有するガスケット1である。ガスケット1の上方部14には、第1上方延在部分34およびオプションとしての第2上方延在部分37が含まれている。上方部分の第1延在部分および第2延在部分の各々は、その下方側にて、下方部分の外面長手方向溝部73,76の上方に存在する垂直中央線49,58を有する。
(もっと読む)
改善された冷時衝撃強さを有する透明なTPU(熱可塑性ポリウレタン)/PMMA(ポリメチル(メタ)アクリレート)混合物
本発明には、熱可塑性ポリウレタン(TPU)と耐衝撃性に変性されたポリ(メタ)アクリレート(PMMA)とからなる冷時衝撃強さを有する透明なプラスチック混合物が記載されている。 (もっと読む)
キャビティの真空を解除する金型装置とその金型装置を含む成形装置
【課題】成形品をエジェクタピンで突き出す金型装置で、成形品を突き出す直前にのみ成形品とキャビティの境界を真空解除する金型装置が望まれる。
【解決手段】成形品31をエジェクタピン42で突き出す金型装置において、エジェクタプレート41の背後に形成された、エジェクタピンを成形位置から所定距離後退可能にする隙間Gと、エジェクタピンが移動可能に密接するキャビティ30側とエジェクタ室45側の貫通孔の間にあってエジェクタピンの外周に通気可能な空間を有する通気路61と、通気路を金型装置の外面に開口して外部の加圧気体発生源71に接続する供給口62とを備え、エジェクタピンのキャビティ側の貫通孔22aの長さ寸法が、隙間Gより小さく形成され、成形品を突き出す直前にエジェクタピンを所定距離後退させて貫通孔22aを開口して、加圧気体をキャビティに供給して真空解除する。
(もっと読む)
リサイクルプラスチックパネル製造方法及び製造装置
【課題】比較的狭いスペースで、反りのないプラスチックパネルを容易に製造可能とし、また、容器リサイクル法による一般廃棄物中のその他のプラスチックに該当する廃棄物を原料として、木材の代用となりうる剛性と耐釘打ち性能を有するリサイクルプラスチックを製造できるようにする。
【解決手段】廃プラスチックを主成分とする原料を溶融混練機に投入し、溶融した原料をリザーバーに送り込んだ後プレス成形機の金型内に射出する。成形したパネルは冷却部で徐冷する。リザーバーを用いることでパネルの曲げ強度、曲げ剛性、衝撃強度が向上し、冷却部で徐冷することでパネルの反りを防ぐことができる。
(もっと読む)
樹脂成形装置、樹脂成形品製造方法、樹脂成形品
【課題】表裏あるいは両側面間等を貫く貫通孔を必要とする樹脂成形品をウェルドラインを生じさせることなく成形する。
【解決手段】成形品の外形を形作るキャビティを形成する成形金型と、成形品に貫通孔を形成するコア等を成形金型の孔を通してキャビティ内に侵入させてキャビティを目的とする成形品形状に一致させるコア等移動機構と、溶融樹脂をキャビティに注入する溶融樹脂注入装置と、制御装置とを備える。成形金型はコア等移動機構が侵入して成形品形状に一致する形状のキャビティが形成された後にコア等の先端部と嵌合する嵌合凹部を備える。制御装置はキャビティにコア等を半侵入させた状態で溶融樹脂の注入を行なわせ、注入後にコア等を侵入移動させて溶融樹脂を圧縮し、圧縮後もコア等の先端部が嵌合凹部に嵌合するまで侵入移動させて貫通孔を完成させる。
(もっと読む)
板状成形品および板状複合体並びにこれらを具備した照明装置および画像表示装置
【課題】耐衝撃性の大幅な改善を、耐光性や光学性能、成形性、生産性などの低下なく実現する、面光源の照明装置やTV、PCモニター、照明看板などの表示装置の部材として好適な透明板状成形品および板状複合体を提供する。
【解決手段】 材料として透明性を有する熱可塑性樹脂を50重量%以上含む、対向する長方形の主面をもつ板状成形品であって、前記主面の少なくとも片方の面上の外周付近に、筋状凸部を少なくとも1本有し、該筋状凸部の長手方向の長さは、前記主面の外周を形成する辺のうち、該筋状凸部の最近傍にある前記辺の長さの30〜150%であることを特徴とする板状成形品である。
(もっと読む)
樹脂接合体及びその接合方法
【課題】 本発明は、接着剤を使用せず、連続する煩雑な処理工程を必要としない簡単な方法により、従来の接合技術に比べて著しく高い接合強度が得られる複数の熱可塑性樹脂部から構成される接合体及びその接合方法を提供する。
【解決手段】 接合される熱可塑性樹脂部相互間に凹凸部を備えた金属薄板を介在させた複数の前記熱可塑性樹脂部から構成される樹脂接合体及びその接合方法において、前記凹凸部を前記金属薄板の両表面に配設し、前記樹脂部は、予め成形型内に配設された前記金属薄板のそれぞれの表面に対して射出成形された樹脂部であることを特徴とする。
(もっと読む)
優れた光学的特性を有する光を散乱する成形部品の製造方法
本発明は高い光学的特性を有する複雑な光を散乱する成形部品を製造するための射出成形法に関する。ポリメチル(メタ)アクリレートおよび1〜24μmの範囲の粒度およびポリメチル(メタ)アクリレートの質量に対して0.05〜30質量%の範囲の濃度を有する球状プラスチック粒子から形成されるマトリックスを有する成形材料を使用し。球状粒子はポリメチル(メタ)アクリレートマトリックスの屈折率と0.01〜0.2だけ異なる屈折率を有する。 (もっと読む)
複合成分、特に窓ガラス
本発明は、好ましくは透明、即ち、可視光がある程度透過し、好ましくは無機物であるガラスを含むアイテムに関する。ここで、ガラスの表面の少なくとも一部分は化学的付着促進剤なしに、熱可塑性ポリウレタンに付着結合するものである。更に、本発明は、好ましくは無機物、ガラス、それらに化学的付着促進剤なしに、付着結合する熱可塑性ポリウレタンを含むアイテムの製造方法に関する。ここで、ガラスの表面の一部分はプラズマ処理され、そして熱可塑性ポリウレタンがガラスのプラズマ処理した表面に接触される。好ましくは、プラズマ処理した表面に溶融状態で接触され、好ましくは射出成形により形作られる。 (もっと読む)
樹脂成形品の製造方法および樹脂成形品
【課題】凹凸模様層を有する加飾用転写フィルムを用いて樹脂成形品の表面に凹凸模様付きの加飾層を形成する際に、その表面に保護層を設けながらも、シャープな凹凸模様を維持することが可能な樹脂成形品の製造方法およびこれを用いて製造される樹脂成形品を提供する。
【解決手段】可撓性フィルム基材1の片側面に順次、紫外線硬化性樹脂層3、およびインク層4を形成するとともに、可撓性フィルム基材の反対側面に、紫外線硬化性樹脂層に凹凸模様を付すための凹凸模様層2を形成した加飾用転写フィルム5を作成し、加飾用転写フィルムをキャビティ6内に配設し、次いで、キャビティ内へ樹脂を充填してインモールド成形を行い、その後、凹凸模様層および可撓性フィルム基材を剥離することにより、樹脂成形品7を製造する。
(もっと読む)
樹脂成形体とその製造方法
【課題】 強化繊維を含有する樹脂成形体において、少なくとも片側に加飾層を有し、加飾層に繊維が分散している、賦形性、表面性に優れる樹脂成形体を提供する。
【解決手段】 樹脂成形体の少なくとも一部が熱可塑性樹脂Aと熱可塑性樹脂繊維Bからなる表層を有し、かつ表層の内側(内層)が繊維強化熱可塑性樹脂Cからなる樹脂成形体において、熱可塑性樹脂繊維Bは熱可塑性樹脂A中に分散しており、熱可塑性樹脂の融点がA≦C<Bであることを特徴とする樹脂成形体。
(もっと読む)
樹脂組成物及び成形体
【課題】難燃性および耐衝撃性を有する樹脂組成物及び成形体を提供する。
【解決手段】樹脂組成物は、ポリブチレンサクシネートに、シランカップリング剤で表面処理された水酸化アルミニウムを配合してなる樹脂組成物であって、ポリブチレンサクシネートとシランカップリング剤で表面処理された水酸化アルミニウムとの合計質量中に占めるシランカップリング剤で表面処理された水酸化アルミニウムの割合が15〜50質量%である。この樹脂組成物を用いて形成された成形体は難燃性及び耐衝撃性を有する。
(もっと読む)
偏光性積層体及びその製造方法
【課題】簡単な構造を有するともに、耐衝撃性及び成形加工性が高く、偏光層と保護シートとの密着性(又は保護シートと熱成形性樹脂層との密着性)が高く、レンズ基材などとして有用な偏光性積層体及びその製造方法を提供する。
【解決手段】イソシアネート基又はウレタン基を有する接着剤(二液硬化型ウレタン系接着剤など)を用い、偏光層の両面にポリアミド樹脂(少なくともアミノ基を有する透明ポリアミド樹脂など)で構成された保護層を積層し、偏光性シート層で構成された偏光性積層体を製造する。また、偏光層の両面に保護層を積層し、さらに、少なくとも一方の前記保護層にポリアミド樹脂(少なくともアミノ基を有する透明ポリアミド樹脂など)で構成された熱成形性樹脂層を形成して偏光性積層体を製造する。偏光性シート層をインサート成形に供し、少なくとも一方の保護層に射出成形により熱成形性樹脂層を形成してもよい。
(もっと読む)
射出成形によりメモリカードを製造する方法
【課題】集積回路と他の電子コンポーネントを収容するメモリカードを製造する方法を提供する。
【解決手段】「集積回路」と他の電子コンポーネントを収容する「メモリカード」(10)は、射出成形によって製造される。例えば、ポリカーボネート、合成紙、又はPVCのような外面を使用して、射出成形段階の前に「メモリカード」(10)又は同様の装置を収容する。熱硬化性材料が射出成形された後に、「メモリカード」(10)は、2つの型半割部から除去されてトリミングされる。
(もっと読む)
樹脂成形品の製造方法および樹脂成形品
【課題】量産される樹脂成形品個々の外観を、各種多様な凹凸模様を付しつつ様々に異なるデザインで加飾することが可能であって、かつ無駄が出ないように少量ずつ、しかも単一の金型設備で製造することが可能な樹脂成形品の製造方法および樹脂成形品を提供する。
【解決手段】第1の可撓性フィルム基材1にインクジェットプリンタを用いた印刷やシルク印刷で凹凸部2を形成することにより凹凸模様成形用フィルム3を作成するとともに、第2の可撓性フィルム基材4に転写用加飾層5を形成した転写用フィルム6を作成し、凹凸模様成形用フィルムと転写用フィルムとを重ね合わせて、キャビティ7内に配設し、次いで、キャビティ内へ樹脂を充填してインモールド成形を行い、その後、凹凸模様成形用フィルムおよび第2の可撓性フィルム基材を剥離して樹脂成形品8を製造する。
(もっと読む)
湿潤性が良好なポリカーボネート
本発明はポリカーボネート樹脂のアセトン抽出物において測定される式(I)
(式中、R1およびR2は独立して水素またはC1〜C12−アルキルであるかまたはR1およびR2は全体としてC4〜C12−アルキリドであり、R3およびR4は独立して水素、C1〜C12−アルキルまたはフェニルであるか、またはR3およびR4はそれらが結合している炭素原子と共にシクロヘキシルまたはトリメチルシクロヘキシルを形成し、R5は水素、C1〜C12−アルキル、C5〜C12−シクロアルキル、フェニルまたはクミルである。)のカルバメート誘導体の割合が0.2〜300ppmであることを特徴とするポリカーボネートに関する。 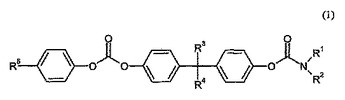 (もっと読む)
(もっと読む)
成膜成型品の製造方法
【課題】 従来のダイスライド方式のものにおいて、成型された基材を一旦金型から取り出した後、成膜装置で成膜したものを金型に再セットし、成膜面に射出するという手間がかかる。しかも、前記成膜工程において、基材の成膜形成部分に手が触れたりして不良品となるため、基材の取り扱いには慎重を期す必要があって作業性が悪く、歩留まりも低いという問題がある。
【解決手段】 基材3の成膜側面3aに形成した成膜10の表面を被覆材4で被覆した中実の成膜成型品9を製造して成膜10を保護するにあたり、基材3を射出成形するための第一の射出成形の工程と、該基材3、被覆材4とを一体化するための第二の射出工程とのあいだに、成膜10する成膜工程を設けて一連のダイスライド方式により成膜成型品9が形成できるようにした。
(もっと読む)
複合成形品及びその製造方法
【課題】 金属板の外周部に樹脂製の縁部材がインサート成形された複合成形品を、低コストに且つ作業効率良く、しかも優れた品質をもって製造し得る技術を提供する。
【解決手段】 金属板12の外周部に切欠部を剪断加工によって設けることにより、かかる外周部に、突部16を部分的に一体形成する一方、それら各突部16を圧縮加工して、薄肉化することにより、金属板12の外周部に対して、薄肉部22を、該薄肉化された突部16にて形成し、そして、金属板12の外周部に対して、該薄肉部22が内部に埋め込まれた樹脂製の縁部材14を、インサート成形により一体成形して、構成した。
(もっと読む)
エアバッグカバー
エアバッグをカバーするために自動車内に配置される成形されたエアバッグカバー(10)である。そのエアバッグカバー(10)は、エアバッグカバー(10)の大部分を占める第1の部分(19)と、裂け目(16、18)を画定する第2の部分(20)とを備えている。第1の部分(19)は第1の肉厚を有し、第2の部分(20)は第1の肉厚よりも厚い第2の肉厚を有している。エアバッグカバー(10)は、エアバッグが膨張したとき、エアバッグによって力が加えられた際に表面破壊することによって、エアバッグがエアバッグカバーを通過できるように開く。第2の部分(20)の肉厚は、エアバッグカバーの望ましくない破壊を抑制するように構成されている。 (もっと読む)
101 - 120 / 140
[ Back to top ]