
Fターム[4F206AG02]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 板状体(←シート、フィルム) (189) | 厚板 (49)
Fターム[4F206AG02]に分類される特許
1 - 20 / 49
高熱伝導性成形体の製造方法
【課題】熱伝導性に優れた無機物含有熱可塑性樹脂組成物を提供する。
【解決手段】熱可塑性樹脂、前駆体であるポリアミド酸を脱水剤とイミド化促進剤を用い
てイミド化して作製される芳香族ポリイミドフィルムを2500℃以上の温度で熱処理し
て得られる、単体での面方向熱伝導率が500W/mK以上の高熱伝導性グラファイト、
を少なくとも含有し、5W/mK以上の熱伝導率を有することを特徴とする、高熱伝導性
熱可塑性樹脂組成物。グラファイトの原料となる芳香族ポリイミドフィルムには、複屈折
0.08以上かつ厚み100μm以下のものを用いるのが好ましく、高熱伝導性グラファ
イトには、線膨張係数0ppm以下、厚み50μm以下、弾性率1GPa以上のものを用
いるのが好ましい。
(もっと読む)
合成樹脂の射出成形方法
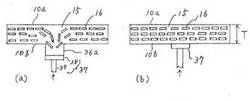
【課題】成形金型の構造が複雑でなく、ウエルドマークの発生を防止し、製品の外観、強度および応力割れが発生しないようにすると共に、メタリックな色調を出す製品においてウエルドマークの影響を少なくしてその外観が損なわれないようにした合成樹脂の射出成形方法を提供する。
【解決手段】射出成形する合成樹脂15を、金型のキャビティ内に射出し、金型内の複数の溶融合成樹脂の流れの衝突によりウエルドマークを発生する位置の溶融合成樹脂部分を押圧圧縮させて、複数の流れの溶融合成樹脂15を融合させてウエルドマークの発生を防止させる。
(もっと読む)
厚肉成形品の製造方法

【課題】十分な機械的特性および良好な外観を得ることができる厚肉成形品の製造方法を提供する。
【解決手段】溶融した所定の合成樹脂Pを金型11内に射出する射出成形により、互いに積層された複数の層から成るとともに所定寸法以上の厚さを有する成形品1を製造する厚肉成形品の製造方法であって、他の層と積層すべき積層面2aに沿って延びかつ積層面2aに突設された複数のリブ4を有する第1次成形層2を、射出成形によって成形する第1次成形工程と、第1次成形層2の積層面2a側に積層するよう、第2次成形層3を射出成形によって成形する第2次成形工程と、を備え、第1次成形工程において、各リブ4の幅方向の両側の少なくとも一方に、第1次成形層2と第2次成形層3の積層方向に対し、所定の角度範囲で傾斜するテーパ面4aを有するように、第1次成形層2を成形する。
(もっと読む)
低周波磁界波シールド性を有する射出成形体とその製造方法
【課題】家庭用の電気・電子機器から発生される低周波の磁界波のシールド性が優れた低周波磁界波シールド性を有する平板状の射出成形体と、その製造方法を提供する。
【解決手段】(A)メジアン径d50が5〜100μmで、アスペクト比が10以上である扁平軟磁性粉末5〜50体積%、(B)熱可塑性樹脂95〜50体積%を含有する熱可塑性樹脂組成物からなる低周波磁界波シールド性を有する平板状の射出成形体であって、前記(A)成分の扁平軟磁性粉末が、厚み方向と垂直な方向に配向された状態で含有されており、前記平板状の射出成形体が、縦120mm、横120mm及び厚み2mmの平板であるときの周波数0.1〜100MHzの範囲の磁界波シールド効果が8dB以上である低周波磁界波シールド性を有する平板状の射出成形体。
(もっと読む)
配線ユニットの製造方法
【課題】工程を簡素化し部品点数を低減する配線ユニットの製造方法を提供する。
【解決手段】配線ユニットの製造方法は、一次成形工程とターミナル挿着工程とを含む。一次成形工程では、一次成形体11を樹脂で成形する。一次成形体11には、互いに略直交する下層溝部21および上層溝部22が形成される。電気的導通のための配線部材であるターミナル41は下層溝部21に挿着され、ターミナル42は上層溝部22に挿着される。下層溝部21と上層溝部22とが交差する部位では、ターミナル41とターミナル42とが溝部21、22の深さ方向に互いに間隙を有するように積層する。これにより、従来技術のように各ターミナルを一次成形体にインサート成形することなく、一つの一次成形体に複数層のターミナルを挿着することができるため、工程を簡素化することができ、一次成形体の部品点数を減らすことができる。
(もっと読む)
屋外設置成形品用ポリカーボネート樹脂組成物及び屋外設置用成形品
【課題】強度、耐候性、難燃性、耐湿熱安定性等に優れた屋外設置成形品に好適なポリカーボネート樹脂組成物及び屋外設置成形品を提供する。
【解決手段】芳香族ポリカーボネート樹脂(A)100質量部に対し、有機スルホン酸アルカリ金属塩系難燃剤(B)0.001〜2質量部および紫外線吸収剤(C)0.001〜1質量部を含有し、IEC60695−2−12規格によるグローワイヤー着火温度が775℃以上であり、かつISO 4589(JIS K7201)による酸素指数が27以上であることを特徴とする屋外設置成形品用ポリカーボネート樹脂組成物による。
(もっと読む)
導電性構造体およびその製造方法ならびに燃料電池用セパレータ
【課題】優れた導電性を有する導電性構造体の製造方法を提供する。また、寸法精度が高く導電性に優れた燃料電池用セパレータの製造方法を提供する。
【解決手段】本発明の導電性構造体の製造方法は、結晶性熱可塑性樹脂と導電性充填材を少なくとも含有する結晶性熱可塑性樹脂複合材料からなる導電性構造体のモールド成形において、溶融した該複合材料が金型内で賦形された後、該複合材料の結晶化温度をTCと規定したときに、(TC±20)℃の温度範囲において、30℃/分以下の冷却速度で該複合材料を冷却することを特徴とする。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
マイクロチップの製造方法及びマイクロチップ
【課題】複雑な流路パターンを有し、小型化、集積化したマイクロチップにおいて、未接合を防止する脱気孔を配置制限やスペース制限を受けることなく簡易に配置することができ、また流路パターンに適合するように簡易に配置することができるマイクロチップの製造方法を提供すること。
【解決手段】カバー用基材22をフィルム状とすることにより、相対的に厚いカバー部材を用いる場合に比べて加工性がよく、直径が小さい脱気孔23を容易に形成することができる。また、脱気孔23を成形以外の方法で形成することにより、脱気孔23の形成が比較的容易になる。さらに、フィルム状のカバー用基材22の厚み方向に、接合の際に閉塞可能な0.3mm以下の直径を持つ脱気孔23を設けることにより、配置制限やスペース制限を受けることなく簡易に所望の位置に脱気孔23を配置することができる。これにより、接合の際の位置合わせを容易にしつつ、効率的に未接合を防止することができる。
(もっと読む)
保持治具の製造方法及び成形金型
【課題】補強部材を変形させることなく成形金型から離型して補強部材の平坦性を維持した保持治具を製造することのできる保持治具の製造方法、及び、補強部材を変形させることなく容易に離型できる成形金型を提供すること。
【解決手段】支持孔11を有する補強部材5と保持孔15を有する弾性部材6とを備えて成る保持治具1を成形ピン33が複数立設された成形金型30で一体成形して製造する方法であって、成形ピン33を同一方向にn段階(nは2以上の整数)で順次抜脱して一体成形体を成形金型30から離型する離型工程を有する製造方法、及び、保持治具1を成形する成形金型30であって、補強部材5の配置空間35を形成する第1金型31及び第2金型32を備え、第1金型31は配置空間35に縦立する成形ピン33が立設されたn個(nは2以上の整数)の分割型41及び51を有して成る成形金型30。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置
【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
射出成形方法
【課題】 複数のインサート部品が互いに当接した状態で樹脂と一体化されるインサート射出成形において、インサート部品の位置精度を高めながら、複数のインサート部品の当接状態を確実なものとし、インサート部品の間に射出した樹脂が侵入しないようにする。
【解決手段】 複数のインサート部品が樹脂の射出成形により一体化されたインサート成形方法において、インサート部品1,2が並ぶ方向にインサート部品を押圧挟持できるように、成形金型に対しスライド可能に設けられた一対の挟持部材31,41により、複数のインサート部品1,2を互いに当接状態となるように挟持する挟持工程を設け、挟持工程において、前記一対の挟持部材31,41が、インサート部品を挟持した状態を維持しながらそれぞれスライド可能とされつつ、それぞれの挟持部材31、41が弾性部材33、43によってインサート部品1,2に向けて付勢されるように押圧挟持する。
(もっと読む)
繊維基材の製造方法
【課題】本発明は、複数の成形体を備える繊維基材の製造方法を提供することを目的とする。
【解決手段】繊維に熱可塑性樹脂を含浸させた基材12に複数の成形体11が射出成形された繊維基材10の製造方法であって、溶融樹脂14を注入するゲート17、各成形体11を成形する複数の成形空間18、及び前記ゲート17と前記各成形空間18とを繋ぐ樹脂流通路19を備える金型15に前記基材12を配置する型配置工程と、前記ゲート17から前記溶融樹脂14を射出して、前記溶融樹脂14が前記樹脂流通路19を通り、前記各成形空間18に前記溶融樹脂14を充填する射出工程と、前記溶融樹脂14を冷却し固化させることにより前記成形体11を成形する二次成形工程と、を含み、前記射出工程において、一つの前記ゲート17から分岐して前記各成形空間18に前記溶融樹脂14が送り込まれることを特徴とする繊維基材10の製造方法。
(もっと読む)
成型用樹脂積層体
【課題】本発明は、成型後に良好な金属光沢を有する樹脂成型物、その製造方法および成型用樹脂積層体の提供を目的とする。
【解決手段】樹脂板(A)、粘着剤層(B)、ならびに、基材フィルム(c−1)上に金属蒸着層、金属スパッタ層および金属粒子層から選択されるいずれかの金属層(c−2)が設けられた金属処理フィルム(C)が、順次積層されてなる成型用樹脂積層体であって、前記樹脂板(A)側から測定される黒色度が20〜90であることを特徴とする成型用樹脂積層体。
(もっと読む)
ガスケット構造体及びその製造方法
【課題】簡易な構造でゴム材の注入部での接着性の影響を少なくしたシール対象基材及びガスケットが一体とされたガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位に接着剤層を介してゴム製ガスケット3が加硫成型によって一体固着されたガスケット構造体1であって、上記ガスケット3は、断面山形のビード状に連なるガスケット本体部3aと、該ガスケット本体部3aの側部近傍適所に設けられた成型時のゴム材の注入部3cと、該ガスケット本体部3aと注入部3cとの間のゴム材の流入連結部3bとを備え、該連結部3bは、上記成型時におけるゴム材の流入ラインが、上記注入部3cの中心からガスケット本体部3aの稜線Lに直交する線Loから外れた状態となるよう形成されていることを特徴とする。
(もっと読む)
発泡樹脂成形用の金型、該金型を用いる発泡樹脂成形体の製造方法、該製造方法で製造された発泡樹脂成形体を含む研磨パッド
【課題】少なくとも2種の樹脂原料液を混合することにより硬化されてなる比較的均質な発泡樹脂成形体を得ることができる成形用金型および発泡樹脂成形体の製造方法及び、その製造方法で製造された研磨パッドを提供する。
【解決手段】発泡樹脂成形用の金型1は未硬化樹脂組成物を硬化してなる発泡樹脂成形体を扁平状とすべく形成された内部空隙8を備え、2以上の樹脂原料を連続的に混合した流体が前記未硬化樹脂組成物となって前記内部空隙8内へ連続的に充填されるように構成されており、該内部空隙8が所定の空隙高さを有する第1状態からそれより高い第2状態へ密閉状態で連続的に拡大するように形成されており、前記内部空隙8の外側には、前記未硬化樹脂組成物の流体を前記内部空隙8内へ導きつつ内部で前記未硬化樹脂組成物の一部を保持できる液だめ部10が備えられている。
(もっと読む)
射出成形金型、導光板ピースの成形方法、および導光板
【課題】導光板を構成するための導光板ピースを変形などゲート仕上げ処理の不要な導光板ピースを成形することができ容易に互いに接合して導光板を構成することができる射出成形金型、導光板ピースの成形方法、および導光板を提供する。
【解決手段】射出成形金型1は、接合面が長手方向に形成され、互いに接合されることにより導光板PPを構成するための導光板ピースPを成形するためのもので、キャビティ2に成形材料を射出充填するためのゲート3が、導光板ピースPの長手方向端部近傍であって導光板ピースPの互いに接合する面Psを除いた面Pr,Pb,Pe1,Pe2と対応する位置に配置されている。さらに、本発明の射出成形金型1は、ゲート3が、導光板ピースPの長手方向の両端部近傍と対応する位置に配置されており、また、キャビティ2がクサビ状の導光板ピースPを成形し得るよう漸次厚さを異ならせた形状に形成されている。
(もっと読む)
接合方法および一体化成形品
【課題】2つの異なる材料が接合される接合部において、接合強度の優れた一体化成形品の製造方法とそれより得られる一体化成形品を提供する。
【解決手段】繊維強化複合材料板(I)1の端部に開口部を設け、該開口部に熱可塑性樹脂(A)からなる部材(II)の端部を結合させる接合方法であって、前記開口部は、該開口部の間口高さh1と該開口部の最大高さh2とが、h1<h2の関係を満たすものであり、前記開口部に前記部材(II)を構成する熱可塑性樹脂(A)を溶融させた状態で充填させることで、前記開口部と前記部材(II)の端部とを結合させる接合方法。
(もっと読む)
複合成形品およびその製造方法
【課題】薄肉・軽量化を実現するとともに、高剛性かつ良好な成形品外観を得ることができるものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】一対の硬質部材層2aの間に圧縮させた軟質部材層2bを積層させたサンドイッチ構造からなる積層板2の周縁部の少なくとも一部に熱可塑性樹脂3を接合してなる複合成形品であって、前記周縁部に位置する片側の硬質部材層を軟質部材層の厚みを残すように圧縮変形させた薄板部を設けてなるとともに、前記薄板部の軟質部材層に前記熱可塑性樹脂を嵌合させてなることを特徴とする複合成形品。
(もっと読む)
樹脂発泡成形体の製造装置及び製造方法
【課題】樹脂発泡成形体の全周の表面にスキン層を形成することができ、樹脂発泡成形体の機械的強度を向上させることができる樹脂発泡成形体の製造装置及び製造方法を提供すること。
【解決手段】製造装置1は、キャビティ形成凹部21を設けた第1型部2とキャビティ形成凸部31を設けた第2型部3とを用い、キャビティ41内に溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。キャビティ形成凹部21において可動方向Dに平行に形成した内側面211と、キャビティ形成凸部31において可動方向Dに平行に形成した外側面311との間には、溶融樹脂60を充填するための充填用隙間42がキャビティ41Aと連通して形成されている。製造装置1は、溶融樹脂60をキャビティ41A内及び充填用隙間42に充填した後、第1型部2に対して第2型部3を離隔方向Rに可動させる。
(もっと読む)
1 - 20 / 49
[ Back to top ]