
Fターム[4F206AG01]の内容
プラスチック等の射出成形 (77,100) | 一般形状、構造物品(用途物品優先) (4,719) | 板状体(←シート、フィルム) (189)
Fターム[4F206AG01]の下位に属するFターム
厚板 (49)
Fターム[4F206AG01]に分類される特許
121 - 140 / 140
異質の、特に多色の、薄板状の構造物を製作する方法、金型、及び薄板状の構造物

異質の、特に多色の、薄板状の構造物(13)、たとえば車両の内装部品用の装飾用表皮を製作する方法において、金型(1)の少なくとも第1の空洞(5)及び第2の空洞(5’)が、易流動性の、少なくとも第1の及び第2の高分子物質(12、12’)で充填され、これが取り外された後には、一体形の薄板状の構造物を形成する。少なくとも1つの空洞を充填している間に、封止要素(7)が、金型(1)内に配置され、隣接する空洞との分割面(6)に沿って延在する。 (もっと読む)
ゴム重量検知システム及び重量検知方法

【課題】タイヤ成形工程を止めずに細帯状のゴムの使用量の検知を全てのタイヤについて容易かつ低コストで実行する。
【解決手段】射出成形機6から連続的に押し出される細帯状のゴムNを、一対のローラヘッド3、4で圧延してタイヤ成形ドラム1に巻き付ける、ゴム成形装置における前記ゴムNの重量検知システムである。この検知システムは、前記ゴムNの幅検出器7、前記ローラヘッド間の間隔検出器8、ローラヘッドの回転速度検出器5、ゴムの温度検出器9及び制御部10を備え、制御部10は、前記各手段で得られたデータから算出した押出しゴムの断面積、ゴム押出し速度、当該温度におけるゴム密度から、成形に使用した前記ゴムNの重量をタイヤ成形工程中所定時間毎に算出して出力する。
(もっと読む)
樹脂成型体
【課題】 板材に樹脂が成型されてなる樹脂成型体において樹脂部の顫動を防止する。
【解決手段】 本発明は、複数の貫通孔を有する板材と、該貫通孔内に一部が延在した樹脂部とを有する樹脂成型体であって、樹脂部は、板材の少なくとも一方の主面の側に開口する凹部を有し、貫通孔を含み板材の主面に垂直な第一の断面において、板材は、樹脂部に包囲される第一の部位107と、該第一の部位107の延伸方向に、その第一の部位107に対向する第二の部位108とを有し、板材の主面に垂直な第二の断面において、板材は、樹脂部に貫通して配される第三の部位109とを有する。
(もっと読む)
プラスチック成形材からなる物品を具体的には射出圧縮によって製造するための方法及び装置
【課題】 射出圧縮工程において材料の圧縮を完遂させながら、射出工程に関し成形室内に射出されたプラスチック材料の充填量について生じ得る誤差を正常に戻すことのできる方法を提供する。
【解決手段】 本明細書には、射出又は射出圧縮によりプラスチック成形材からなる物品を製造するための方法及び装置が記載されている。成形室3の容積は、射出されたプラスチック材料について生じ得る充填量の誤差を正常に戻すと共に圧縮を完遂させるように制御されて局所領域内で選択的に変化させられる。
(もっと読む)
基体一体型ゴムの製造方法
低温で成形、加硫、接着が可能で、かつ立体状に成形可能である基体一体型ゴムの製造方法を提供することを目的とする。そのために、ゴムを基体101上の正確な位置に一体化して設ける基体一体型ゴム111の製造方法であって、ゴム成形用の金型K内に基体101を載置する載置工程と、未加硫のゴム102を基体101が載置された金型Kに流し込み成形する成形工程と、基体101と一体化した未加硫ゴム104を取り出す離型工程と、加流を行う加硫工程と、を有することを特徴とする基体一体型ゴム111の製造方法を提供する。 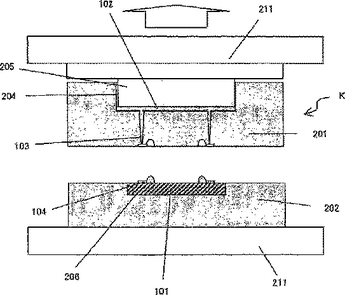 (もっと読む)
(もっと読む)
容器等のスライド板およびその成形方法
【課題】 缶、びん等の容器陳列をすると同時に、その取り出しをよりスムースにできるショーケース等に用いる生産効率が良く安価なスライド板を提供することにある。
複数枚のスライド板を使用するときにも、従来の棒状のガイドのように各スライド板の配置方向を気にすることなくできる構造とし、サイズや形状において標準化が図れる構造で生産効率を良くしようとするものである。
さらに、このスライド板をABS樹脂等の比較的硬質のプラスチックを使うことで、金型での一体成形を可能として量産性の優れたスライド板を提供することにある。
【解決手段】 缶、びん等の容器入り飲料等を陳列販売するためのショーケース1、保温庫または保冷庫等の棚板や底板において、表面に複数の棒状のスライド用リブ11が設けられ、かつ、前記棚板2や底板上に配置される構成としたことを特徴とするスライド板6。
(もっと読む)
溶融樹脂で厚さを貫通する浸潤を行うための方法及び装置
浸潤成形方法における溶融樹脂又はピッチの急速移送のための成形装置。この装置は例えば樹脂又はピッチを溶融し運搬するための押出し器(4)と、樹脂又はピッチがモールド内のモールドインサート空洞(19)内に運搬されるように配置されるモールド(10)とを有する。モールドインサートはモールドインサート空洞の1側(ID)からモールドインサート空洞の反対側(OD)に向かう樹脂又はピッチの圧力勾配及び流れを生じさせるための外径リング(20)のような内部突出部を有する。モールドインサートはまた多孔性物体を通る溶融樹脂又はピッチの1方向流れをもたらすような位置においてモールドインサート空洞内で多孔性物体(1、18)を位置決めするための位置決めリング(25)のような内部突出部を有する。また、急速樹脂又はピッチ浸潤成形方法は、モールド内の圧力勾配を介して加熱されたプリフォームの1方向含浸を行うために高融点で高粘度の溶融樹脂又はピッチをモールド内へ射出する工程を有する。 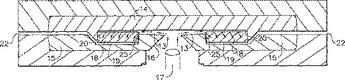 (もっと読む)
(もっと読む)
成形方法、成形装置および成形品
【課題】金型に形成されたキャビティ空間の内圧を均一にすることにより、薄型でかつ均一な厚さの平板を形成する。
【解決手段】金型100内に形成された平板状のキャビティ空間103に樹脂を充填して、キャビティ空間103と同型の平板状の樹脂成形体を製造する際、金型100内のキャビティ空間103を一定の大きさに保持した状態で、金型100外から樹脂を加圧してキャビティ空間103内に加圧充填するとともにキャビティ空間103を回転させ、キャビティ空間103内の樹脂に遠心力を与えて、キャビティ空間103の端部方向に樹脂を移動させる。
(もっと読む)
型締制御装置及び型締制御方法
【課題】成形品の品質を向上させることができるようにする。
【解決手段】固定部と、固定部に取り付けられた第1の金型と、固定部に対して移動自在に配設された可動部と、可動部に取り付けられた第2の金型と、可動部を進退させるために駆動される駆動部と、位置制御を行うことによって、可動部を第1、第2の設定位置で停止させる型閉じ処理手段と、可動部が第1の設定位置で停止させられた後、第2の設定位置で停止させられる前に成形材料をキャビティ空間に充填(てん)する射出処理手段とを有する。この場合、射出圧に発生する外乱、型締装置の機械的なガタ等によって、可動部を第1の設定位置に保持するのが困難になっても、可動部を前進させて第2の設定位置に置くことができる。
(もっと読む)
インモールドコーティング装置を利用するための既存の成形システムの改良方法
物品を型内に保持したままで、少なくとも1つの表面がコーティングされた物品を製造することができるように、既存の射出成形システムを改良する方法。該方法はコーティング組成物の分配システムを提供する工程、射出成形システムを分配システムと連結するように改良する工程を含む。該改良は成形された物品の少なくとも1つの表面にコーティング組成物を射出し、導く少なくとも1つのノズルを含む。  (もっと読む)
(もっと読む)
単一加熱サイクルで2つ以上の異なる成形性材料から成形品を作るための方法
単一の加熱または成形サイクルで異なる成形温度を有する2つ以上の異なる成形性材料から成形品を作るための方法。成形性材料のうち1つ(20、120)が基準材料として選択され、残りの成形性材料(22、122)は、成形性材料の全てが実質的に同時にそれぞれの成形温度に達するように改変される。残りの成形性材料(22、122)の各々は、成形性材料の力率を調整するようにこれと適切な量の添加剤を混合することによって改変されることが望ましい。その後成形性材料全てが流動成形装置(10、110)に入れられ、成形品を成形するために成形性材料を横切る交番誘電電界が与えられる。  (もっと読む)
(もっと読む)
射出成形用金型、射出成形方法、射出成形部品
【課題】 表面に溝マークのない高品質な車両用内装部品を容易且つ確実でしかも安価に得られるようにする。
【解決手段】 固定型6と可動型7との間に、溶融した樹脂材料8を充填することにより射出成形部品本体9を射出成形可能な成形空間10を備えた射出成形用金型5であって、射出成形部品本体9の裏面に溝部4を加工可能な突出コア21と、突出コア21の圧入によって移動された溝部4の樹脂材料8を逃がす空隙22を形成可能な退避コア23とを備えるようにしている。
(もっと読む)
連続射出成型システム、連続射出成型方法、及びタイヤ成型方法
【課題】射出成型機を使用して連続的にシート部材を高速で成型することができる連続射出成型システムを提供する。
【解決手段】シート部材を連続的に成型することが可能な連続射出成型システムであって、複数台の射出成型機1と、この複数台の射出成型機1に対して連結され、シート部材を連続出力させるダイリップ2dを有する金型2と、複数台の射出成型機1から金型内へ材料を射出するに際して、各射出成型機1を時系列に順番に繰り返し作動させる制御装置4とを備えている。金型2から射出成型機1への材料の逆流を防止するための逆止弁3a,3b,3cが設けられていることが好ましい。
(もっと読む)
光硬化性シートおよびそれを用いた成形品
【課題】 意匠性、耐磨耗性、耐候性、耐薬品性、加工性、保存安定性等に優れた特性を有する光硬化性シート並びにそれを用いた成形品を開発する。
【解決手段】 光重合性官能基を有する熱可塑性樹脂(a−1)および光重合開始剤(a−2)を含む光硬化性樹脂組成物(A)の層と、基材シート(B)からなる光硬化性シートであって、基材シート(B)の光硬化性樹脂組成物(A)層と接する面が予めコロナ放電によって処理されている光硬化性シートおよびそれを用いた成形品。
(もっと読む)
ポリカーボネート樹脂積層体およびその製造法
【課題】長期にわたって各樹脂層間が良好な密着性を有し、耐候性、耐摩耗性、耐衝撃性、耐熱性及び耐水性に優れ、生産性の高いポリカーボネート樹脂積層体を提供する。
【解決手段】射出射出成形により形成されるポリカーボネート樹脂層の少なくとも一方の面と、ポリカーボネート樹脂基材の片面に紫外線吸収剤を含有するアクリル樹脂層を積層し、該アクリル樹脂層上に下記のコーティング組成物を塗布後、硬化してなる硬化膜層を有する樹脂積層体のポリカーボネート樹脂基材面とを密着させ積層一体化してなるポリカーボネート樹脂積層体。ただし、コーティング組成物は(イ)オルガノアルコキシシラン(ロ)コロイダルシリカ(ハ)アルコキシシリル基を含有するアクリル系および/またはビニル系有機共重合体(二)アミンカルボキシレート及び/又は第4級アンモニウムカルボキシレートおよび(ホ)シリコーン含有高分子紫外線吸収剤からなる。
(もっと読む)
インモールド成形における窓部の製造方法及び射出成形金型の構造
【課題】合成樹脂シートを射出成形金型の中に装着した後、該金型を閉じて溶融樹脂を射出成形するインモールド成形において、このインモールド成形と同時に、成形品に窓部を形成することを可能としたインモールド成形における窓部の製造方法及び射出成形金型の構造を提供する。
【解決手段】インモールド成形において、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設け、しかる後に金型3を開いて成形品5を取り出してから窓部6の合成樹脂シート2を除去することを特徴とし、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設けるための射出成形金型3の部分が先端に平坦面11を有する刃型12を用いたものである。
(もっと読む)
導光体の射出成形型
【課題】 本発明では、シート状の光シートバスなどの単純形状となる導光体であっても良好に型から取り外すことができる導光体の射出成形型を提供することを目的とする。
【解決手段】 射出成形型30は、光シートバス10の一部の形状を形取った形状凹部31bを有する固定型31と、固定型31に対して移動自在であり、かつ、光シートバス10の他部の形状を形取った形状凹部32bを有する可動型32と、可動型32内の光シートバス10を外部へ突き出すための可動側突出し機構34と、を備えている。そして、固定型31には、可動型32の移動に同期した速度で光シートバス10を可動型32側に突き出す固定側突出し機構33が設けられている。
(もっと読む)
ジベンゾジアゾシンポリマー
ジベンゾジアゾシンポリマー、ジベンゾジアゾシンポリマーの製法、ジベンゾジアゾシンポリマーから形成される生成物、及びかかるジベンゾジアゾシンポリマーの使用が提供される。 (もっと読む)
個人使用アイテムの滑り止め用装置、および、その製造方法
個人使用アイテムのための滑り止め用装置は、個人使用アイテム(1)の表面(10)に接続することが可能な第1面と、上記第1面の反対側にあり、滑り止めの特性をもつ第2面とを有しており、弾性材料からなる本体(20)を備えている。本体(20)は、平坦バンド(21)を備えている。平坦バンド(21)は、個人使用アイテムの表面(10)に接着されると、上記表面(10)上に、補助部材(3)を任意に収納できるハウジングとしての、少なくとも1つの表面部(11)が形成される。なお、表面部(11)は、少なくともその一部を、平坦バンド(21)によって取り囲まれている。
上記滑り止め装置は、該滑り止め装置に接続される補助部材に対して非常に万能である。上記補助部材は、上記滑り止め装置により打撃および摩擦から保護されるとともに、該滑り止め装置の滑り止め機能には影響を及ぼさない。上記滑り止め装置の製造方法もまた、記載されている通りである。  (もっと読む)
(もっと読む)
エネルギー吸収性混合物
弾性があり、変形速度につれて増大する変形下で抵抗性の負荷を見せ、未発泡であるか発泡されており、細分されているか細分されていない、i)第一のポリマー基の弾性がある材料および ii) i)とは異なる第二のポリマー基材料とからなり、 ii)が固体母材i)内に閉じ込められるi)の不存在時にはダイラタンシーを示す、未発泡で、発泡させられる時には発泡に先立って、ii)とi)が混ぜられて製造される混合物材料。  (もっと読む)
(もっと読む)
121 - 140 / 140
[ Back to top ]