
Fターム[4F206AH63]の内容
プラスチック等の射出成形 (77,100) | 用途物品 (5,334) | 医療衛生器具(←注射器、輸液バッグ) (82)
Fターム[4F206AH63]の下位に属するFターム
Fターム[4F206AH63]に分類される特許
1 - 20 / 80
射出成形の装置及び方法
【課題】微小シリコーン成形型取り付けプランジャー射出システムを提供する。
【解決手段】このシステムには、シリコーンカートリッジアセンブリ、微小プランジャー射出アセンブリ、及びコールドデッキノズルアセンブリが含まれる。このシステムにおいて、これらの3つの構成要素が直接相互接続され、これによって材料の流動経路長さと直径が大幅に低減される。このシステムは、構成品を製造するのに必要な望ましい射出重量に実質的に等しい単回射出量の材料を送ることができる。
(もっと読む)
細胞培養容器の製造方法

【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
パターン転写媒体製造装置、パターン転写媒体製造方法、ディスク状パターン転写媒体、パターン転写媒体
【課題】例えばバイオチップ等の微細な凹凸パターンの転写されたパターン転写媒体の製造に関してその成形精度を確保しつつ製造時間の短縮化を図る。
【解決手段】ディスク成形用金型とディスク状スタンパとを用いて光ディスクの基板生成と同様の射出成形プロセスを利用してディスク状パターン転写媒体を生成し、該ディスク状パターン転写媒体からパターン転写部の周囲を切削して所定形状のパターン転写媒体を得る。射出成形においてパターン転写媒体の形成材料を金型の中央部(つまりディスク中心部)より放射状に射出することができ、該形成材料を金型内の隅々まで行き渡らせ易くできる。これにより面内厚均一化のために要する圧力をランナー方式(角形成形)の場合よりも小さくでき、また面内厚均一化のために要する圧力印加時間もより短くできる。また光ディスクと同様の射出成形プロセスを利用することで、微細パターンの転写精度をランナー方式の場合よりも高めることができる。
(もっと読む)
細胞培養容器の製造方法
【課題】本発明は、機能性有機化合物層を有する機能性基体と、容器本体部材との、超音波溶着や射出成形などの熱及び圧力を伴う接合方法において、機能性有機化合物層の機能を維持しながら接合する技術を提供する。
【解決手段】本発明の方法の第一の実施形態は、樹脂製の容器本体部材(101、102、103、105、106)と、樹脂製の基材層(502)及び機能性有機化合物層(501)を備える機能性基体(140)とを、前記部材の表面と、機能性基体の基材層又は機能性有機化合物層の周縁部(640又は610)の表面とが接する部位において、超音波溶融、インモールド成形等の手段により、樹脂を溶融一体化して接合する工程を含む。
(もっと読む)
付加硬化性シリコーンゴム組成物及びその硬化物
【課題】低硬度、高伸張性で、引張り強度及び引裂き強度が高く、しかも良好なゴム弾性、タック感のないゴム感触を有する硬化物(シリコーンゴム)を与える付加硬化性シリコーンゴム組成物及び該組成物を加熱硬化してなるシリコーンゴム硬化物、並びに該硬化物からなる哺乳瓶用乳首及び赤ちゃん用おしゃぶりを提供する。
【解決手段】室温で液状の分子鎖末端ケイ素原子結合アルケニル基含有短鎖オルガノポリシロキサンと、アルケニル基含有のシリカ表面処理剤により表面処理されたシリカとを組み合わせた付加硬化性シリコーンゴム組成物。
(もっと読む)
プロピレン系樹脂成形体
【課題】射出成形により微細構造パターンが表面に転写された成形品であって、微細凹凸の転写性に優れ、ウエルドラインの発生がなくウエルド外観が良好で、また寸法精度に優れた精密成形体を提供する。
【解決手段】下記(i)〜(iv)を満たすプロピレン系樹脂を射出成形して微細構造パターンが表面に転写された成形体であって、前記微細構造パターンは、幅が0.01〜100μmの範囲にあり、高さ又は深さが0.1〜500μmの範囲にある凸部及び/又は凹部から構成されていることを特徴とするプロピレン系樹脂成形体。
(i)プロピレンと0.8〜10重量%のエチレンとの共重合体である。
(ii)示差走査熱量測定(DSC)による結晶化開始温度が111℃以下。
(iii)MFRが15〜100g/10分。
(iv)曲げ弾性率が1100MPa以下。
(もっと読む)
弾性栓体、医療用キャップおよびその製造方法
【課題】針刺し時の液漏れがなく、また針抜けに対する保持力や復元力に優れるなど、密封性の保持に優れた弾性栓体、それを備えた医療用キャップおよびその製造方法を提供する。
【解決手段】弾性栓体11と、弾性栓体11の周縁部を針刺面14側から内壁で保持する上側枠部12aおよび接液面15側から内壁で保持する下側枠部12bを備えた外枠体12とを有する医療用キャップ10であって、下側枠部12bには、弾性栓体11を加締めるための加締め部18が少なくとも1つ設けられ、弾性栓体11には、その接液面15の第2周縁部19における任意の位置に、前記加締め部18を外枠体12と一体的に成形するためのキャビティ部13が少なくとも1つ設けられており、弾性栓体11は、上側枠部12aとの接触面で溶着されておらず、かつ、下側枠部12bとの接触面で溶着されており、さらに、キャビティ部13においても加締め部18との接触面で溶着している。
(もっと読む)
多色成形用成形型と多色成形品の成形方法と多色成形品
【課題】 本発明は、一次成形品である光学素子の固定側の光学機能面を二次成形の際に第2の固定型で変形させてしまうことを防止でき、かつ一次成形によって成形された第1の成形品と二次成形型部材との結合界面の外表面に窪みが発生してしまうことを防止することができる多色成形用成形型と多色成形品の成形方法と多色成形品を提供することである。
【解決手段】 一次成形型10による一次成形後、二次成形を行う二次成形型20の第2の固定型200は、光学素子1の凸面光学機能面1a1と対応する部分が中空形状であって、前記光学素子1の凸面光学機能面1a1以外にのみ前記一次成形部との当接部を有する。
(もっと読む)
インサート成形用金型
【課題】穿刺具に代表されるインサート成形品を簡単に検査させることができる技術を提供することを課題とする。
【解決手段】インサート部材20に、方向違いや異常変形があると張出し片81が形成される。投光素子78から発射された赤外線やレーザ光の大部分又はかなりの部分が張出し片81で遮られる。結果、受光素子79での受光強さが一定値を下回り、インサート成形品10は不良品であると、判定される。
【効果】目視又はオプチカルセンサで、貫通穴が塞がれていれば不良品、塞がれていなければ良品との判定をさせることができる。この検査には、X線検査装置は不要であり、放射線技師も必要ない。したがって、本発明によれば、インサート成形品を簡単に検査させることができる技術が提供される。
(もっと読む)
エチレン系共重合体、共重合体組成物およびゴム成形品
【課題】流動性および成形加工性に優れ、その材料単味で(他に重合体成分を必要としない)、自動車工業部品、工業用ゴム製品、電気絶縁材、土木建材用品およびゴム引布等のゴム製品などを形成することができる新規材料を提供すること。
【解決手段】エチレン[A]、炭素原子数3〜20のα−オレフィン[B]および少なくとも一種の非共役ポリエン[C]に由来する構造単位を含むエチレン系共重合体であって、前記エチレン[A]に由来する構造単位および非共役ポリエン[C]に由来する構造単位の、前記共重合体の全構造単位100モル%中の含有量が一定範囲にあり、前記共重合体の135℃のデカリン溶液中で測定した極限粘度[η]が0.25〜0.55dL/gであり、前記共重合体のインバージョン値が0.01〜0.50であることを特徴とするエチレン系共重合体。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
小剛性部材をインサートする成形方法
【課題】水様性便であっても一定量を容易、確実に採取できる、吸水性部材を備えた便採取具を製造する方法、およびそのような採便器具の提供。
【解決手段】吸水性部材25を予め金型に挿入し、次に熱可塑性樹脂を注入し、一体成形をおこなうインサート成形方法であって、ゲートから注入される該熱可塑性樹脂の流れ方向の制御、具体的にはゲートの形状及び設置位置を、挿入部材の形状及び位置に合わせて変えることによりおこない、該吸水性部材25の剛性が小さい場合にも、該樹脂の流動圧力による該部材の変形及び位置ずれを引き起こさない上記成形方法を用いて行う便採取具2の製造方法。
(もっと読む)
樹脂組成物および外観部品
【課題】光照射後の色調の変化を抑えることができる樹脂組成物を提供することを目的とする。また、このような樹脂組成物を形成材料として用いることにより、光照射後の色調の変化を抑えることができる外観部品を提供することをあわせて目的とする。
【解決手段】アルミナとシリカと有機化合物とを用いて粒子表面が被覆された酸化チタン1質量部以上100質量部以下と、ポリスルホン100質量部と、を含むことを特徴とする樹脂組成物。
(もっと読む)
プロピレン系樹脂射出成形品
【課題】高い透明性を有し臭気のないプロピレン系樹脂射出成形品を提供する。
【解決手段】プロピレン系重合体A100重量部に対し、下記一般式1で示されるリン酸エステルナトリウム塩系造核剤B0.01〜0.5重量部と高級脂肪酸アルミニウム塩C0.01〜0.5重量部を含有するプロピレン系樹脂を射出成形する。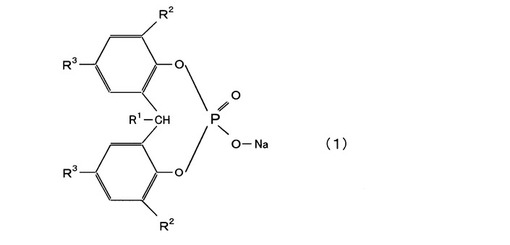 (もっと読む)
(もっと読む)
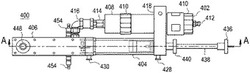
皮下埋込ポート構成部品用の成形金型、皮下埋込ポート及びその製造方法
【課題】信頼性に優れた皮下埋込ポートを製造するのに好適な皮下埋込ポート構成部品用の成形金型を提供すること。
【解決手段】本発明の成形金型60は、皮下埋込ポート11の一部をなす底板付ベース30を、インサート成形法により製造するためのものである。成形金型60は、ベース31の底部外面33bを成形するための成形面62を有する第1金型片61と、側壁部34を成形するための成形面72を有する第2金型片71を備える。第2金型片71は、底板41の内側面外周部44に形成された肉薄部45に当接する支持凸部73を有する。支持凸部73は底板41を位置決めして支持する。第1金型片61は、底板41の外側面に当接する部分を有しない。一方、第1金型片61は、底部外面33bを成形するための成形面62にて開口する樹脂材料射出口63を有する。
(もっと読む)
プロピレン系樹脂組成物を用いた成形品
【課題】耐衝撃性、耐白化性に優れたプロピレン系樹脂材料からなる成形品を提供する。
【解決手段】プロピレン単独重合体成分95〜50wt%及びプロピレンとα−オレフィンとの共重合体成分(X2)5〜50wt%を含むプロピレン−エチレンおよび/またはα−オレフィンブロック共重合体(X)40〜99wt%と、
特定の成分組成、MFR、融解ピーク温度、分子量分布、tanδ曲線ピークを有するプロピレン−エチレンブロック共重合体(Y)を1〜60wt%を含有するプロピレン系樹脂組成物を用いた成形品による。
(もっと読む)
医療用コネクター/シャフト組立体、或いはその製造方法
【課題】 本発明は、カテーテルシャフトとコネクター間の接合強度が高く、ガイドワイヤーのコネクターへの挿入性に優れる(易挿入性)医療用コネクター/シャフト組立体を提供することを目的とする。
【解決手段】 反応性官能基を含有するカテーテルシャフトに対し、その内腔に、該内腔の内径と略同一の外径を有する挿入部と、該挿入部に隣接し、少なくともその隣接部分に段差を有することなく挿入部に接続された突出部を有するコアピンを、その挿入部がカテーテルシャフトの内腔の近位部に挿入され、突出部がカテーテルシャフトの内腔の近位部から近位側に隣接して突出する態様で配置された状態で、ポリアミド系樹脂組成物をインサート成形して一体化したことを特徴とする医療用コネクター/シャフト組立体を提供した。
(もっと読む)
マイクロチップ、マイクロチップ用金型及びマイクロチップの製造方法
【課題】ウェルドラインによる流路の短絡を防止する。
【解決手段】上下に貫通する複数の貫通孔22Aを有するとともに、少なくとも2つの貫通孔22Aの間を接続する溝21Aが下面に形成された基板2Aと、基板2Aの下面に接合される底材9Aと、を備えるマイクロチップ1である。基板2Aは射出成形により形成され、貫通孔22Aから延在するウェルドラインが形成される領域に溝21Aが形成されていないため、ウェルドラインによって貫通孔22Aと溝21Aとが短絡しない。
(もっと読む)
マイクロチップの製造方法及びマイクロチップ
【課題】複雑な流路パターンを有し、小型化、集積化したマイクロチップにおいて、未接合を防止する脱気孔を配置制限やスペース制限を受けることなく簡易に配置することができ、また流路パターンに適合するように簡易に配置することができるマイクロチップの製造方法を提供すること。
【解決手段】カバー用基材22をフィルム状とすることにより、相対的に厚いカバー部材を用いる場合に比べて加工性がよく、直径が小さい脱気孔23を容易に形成することができる。また、脱気孔23を成形以外の方法で形成することにより、脱気孔23の形成が比較的容易になる。さらに、フィルム状のカバー用基材22の厚み方向に、接合の際に閉塞可能な0.3mm以下の直径を持つ脱気孔23を設けることにより、配置制限やスペース制限を受けることなく簡易に所望の位置に脱気孔23を配置することができる。これにより、接合の際の位置合わせを容易にしつつ、効率的に未接合を防止することができる。
(もっと読む)
軸部材
【課題】 射出成形容器でありながら、ブロー成形容器のような袋状に略全体を囲んだ容器である軸部材を提供すること。
【解決手段】 熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後部の内面に、軸心に向け突出する内周囲の略半周長さの内周リブを設け、この内周リブの両端側に、屈曲起点部を設けると共に、前記軸部材の後方部を閉塞した軸部材を第一の要旨とし、熱可塑性樹脂材料を用いて、射出成形法にて成形した軸部材であって、その軸部材の後端から前方に向けて、軸方向と略平行な縦リブ部を軸部材の外周囲方向に複数設け、その複数の縦リブ部間にその縦リブ部より薄肉となす薄肉部を設けると共に、前記軸部材の後端部を閉塞した軸部材を第二の要旨とする。
(もっと読む)
1 - 20 / 80
[ Back to top ]