
Fターム[4F206AP11]の内容
プラスチック等の射出成形 (77,100) | 検出量又は監視量 (1,871) | 寸法(←長さ、大きさ、厚み等) (119)
Fターム[4F206AP11]に分類される特許
1 - 20 / 119
生産機械の表示装置
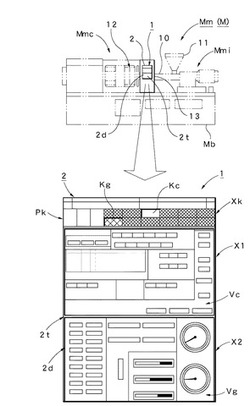
【課題】 様々な情報を参照にして緻密な設定を行う際における、設定の、容易性,的確性,正確性及び迅速性を高めるとともに、表示する画面の種類が多い場合でも画面を切換える際における操作の容易性及び使い勝手(操作性)の向上を図る。
【解決手段】 コントローラ3に、表示面2dに少なくとも二つの独立した画面表示部X1,X2…を並べて表示可能な多面表示処理機能部Fdと、画面Va…に対するタッチスライド操作により、タッチした画面Va…を他の画面Vb…に切換え可能にする画面切換処理機能部Fcと、画面表示部X1,X2…以外の表示面2dにキー表示部Xkを設け、このキー表示部Xkに、タッチスライド操作により切換わる画面Va…の順番に対応したキーパターンPkにより配し、かつタッチ操作により、表示する画面Va…を選択可能な複数の画面切換キーKx…,Ka…を配列表示した切換キー表示処理機能部Fkとを備える。
(もっと読む)
成形機、及び射出制御方法

【課題】射出工程中の不具合の抑制を図ることができる成形機を提供する。
【解決手段】一つの実施形態に係る成形機1は、固定金型11が取り付けられる固定盤3と、移動金型12が取り付けられる移動盤4と、移動盤4を進退させ、移動金型12と固定金型11との型締を行う型締駆動機構6と、前記型締の状態に関する情報を検出する検出部31と、射出装置7と、射出工程中に検出部31からの情報を監視し、前記情報から得られた数値により射出装置7の射出圧力を抑制するように制御する制御手段8とを具備する。
(もっと読む)
成形条件の調整支援方法および射出成形機
【課題】成形条件出しの作業において、作業者が安心して参考として利用できる参考情報を表示する、射出成形機の成形条件の設定支援方法を提供する。
【解決手段】成形品の重量、射出材料の種類等の成形品に関連する基礎データを、射出成形機のコントローラ20に入力する。コントローラ20は四則演算によって、入力された基礎データから、成形条件を調整するときに参考となる参考情報を計算する。参考情報として、例えば、成形品を射出するためのスクリュ6のストローク、シリンダバレル5内の溶融状態の射出材料の比重、等が挙げられる。参考情報をコントローラ20に設けられている表示装置21に表示する。作業者は、参考情報を参考にして成形条件出しを安全に実施することができる。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
金型設計システム及び金型設計方法
【課題】製品CADデータ通りの成形品を製造可能な修正金型を、短時間かつ低コストに得ることができる金型設計システム及び金型設計方法を提供する。
【解決手段】製品CADデータから設計した金型により成形品を得る工程(S1)と、金型で製造された成形品の形状を測定し測定データを得る工程(S2)と、測定データから加工データの加工箇所をデータ上で削除し、加工部削除測定データを得る工程(S3)と、加工部削除測定データと製品CADデータを比較し、加工部削除測定データの歪みを反転し反転データを得る工程(S4)と、反転データから修正金型を設計する工程(S5)とを備えた構成とした。
(もっと読む)
金型設計システム及び金型設計方法
【課題】成形不良が発生しやすい部位では、補正を反映した形状を有し、成形不良が発生しやすい部位以外では、製品CADデータに対する歪みが無い成形品を製造可能な修正金型を、簡易に得ることができる金型設計システム及び金型設計方法を提供する。
【解決手段】製品CADデータから設計した金型CADデータにより金型を製造し該金型により成形品を得て(S1)、成形品を解析し成形不良が発生しやすい部位に対し金型CADデータを補正した補正金型CADデータを作成し、この補正金型CADデータを基に製造した補正金型で成形品を得て(S2)、補正金型CADデータから補正を反映した補正製品CADデータを得て(S3)、補正金型で製造された成形品の形状を測定し測定データを得て(S4)、測定データと補正製品CADデータを比較し、測定データの歪みを反転し反転データを得て(S5)、反転データから修正金型を設計(S6)する構成とした。
(もっと読む)
射出成形機の成形方法
【課題】 成形品の高度の品質及び均質性を確保するとともに、成形不良の低減による歩留まりの向上を図る。成形条件のシンプル化及び設定容易化、更には成形サイクル時間の短縮により量産性及び経済性を高める。
【解決手段】 予め、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データを検出し、かつ良品成形可能な変化データから複数のモニタ項目M1…に対応する基準データDs…を設定するとともに、生産時に、金型2への樹脂充填開始to以降における時間tに対する隙間量Lmの変化データから基準データDs…に対応する
検出データDd…を検出し、かつ各モニタ項目M1…に対応する基準データDs…と検出データDd…間の偏差データDe…を求め、この偏差データDe…を所定のデータ処理に用いて成形を行う。
(もっと読む)
射出成形機及びストローク制御方法
【課題】射出成形機が鉛直方向に上昇したときの機械全高を容易かつ確実に制限する。
【解決手段】射出装置8のノズル部8aが型開閉装置7に対して上昇したときのノズル部8aの移動量を検出する第1の検出器13と、型開閉装置7によって固定盤12に対して上可動盤11が鉛直方向に離されたときの上可動盤11の移動量を検出する第2の検出器14と、予め設定された所定の上昇ストローク制限値を記憶する記憶部17と、第1及び第2の検出器13,14のそれぞれによって検出された、射出装置8によるノズル部8aの移動量と型開閉装置7による上可動盤11の移動量の合計値が、上昇ストローク制限値よりも小さくなるように、射出装置8及び型開閉装置7の移動量を制御する制御部18とを備える。
(もっと読む)
シボを有する樹脂成形品の製造方法
【課題】成形金型の手直しや成形後の塗装を必要とせず、簡単に白ボケの発生しないシボを有する樹脂成形品を製造する。
【解決手段】本発明に係る樹脂成形品の製造方法は、所定表面にシボ2を設けた樹脂成形品1を射出成形で製造するに際し、シボ2を構成する凸部3の凹部4底面からの立ち上がり角度θ、および、シボ2の凹凸最大高さdに対する凹凸平均高さrの比と、シボ2に現れる白ボケの程度との相関をそれぞれ取得する相関取得工程と、相関取得工程で求めた相関に基づき、凸部3の凹部4底面からの立ち上がり角度θ、および、シボ2の凹凸最大高さdに対する凹凸平均高さrの比を、シボ2に白ボケが見られない範囲に設定する最適値設定工程と、最適値設定工程で設定したθ,R(=r/d)の値に基づきシボ2を設計するシボ設計工程とを備える。
(もっと読む)
樹脂モールド装置
【課題】プリヒート部に隣接する装置に熱拡散するのを低減するとともに、短時間で効率良くプリヒート温度まで昇温することができる樹脂モールド装置を提供する。
【解決手段】プリヒート装置28は、被成形品1を載置したヒータブロック13が移送機構29により受取位置Pから引渡し位置Qへ移送される間にプリヒート位置Rに設けられたトンネルカバー14内で停止させて被成形品1を集中的に予備加熱する。
(もっと読む)
選択的無電解めっき層の成形方法。
【課題】 マスクで覆う部分の汚れの除去の手間が軽減できる共に、希少金属からなる触媒の省資源化を図ることができ、かつ強固な密着性が得られる。
【解決手段】 フィラーを含有する液晶ポリマ−を射出成形して疎水性表面の一次成形品1を成形し、めっきすべき部分11を除いて、紫外線4を吸収または遮断する機能を有する加水分解性のポリグリコール酸系樹脂からなるマスク2で覆うように射出成形して二次成形品3を成形する。二次成形品3の全表面に有酸素雰囲気の下で紫外線4を照射して、一次成形品1の露出部分を選択的に表面改質した後に、マスク2をアルカリ水溶液で除去する。マスク2を除去した一次成形品1を触媒液に浸漬して、表面改質された部分に触媒5を付与し、次いで無電解銅めっき液に浸漬して、この表面改質された部分に選択的に無電解めっき層6を成形する。
(もっと読む)
電動竪型射出成形機および電動竪型射出成形機の異物検出方法
【課題】電動竪型射出成形機の型締め工程における異物検出において型締めを行う中間プレートと下型間の距離をセンサによって直接測定し、異物検出を行う。
【解決手段】電動竪型射出成形機の型締め動作を行う中間プレート12と下型13間を第二の距離センサ9により監視し、異物の有無を判定するようにした。また、第二の距離センサ9の測定に最適な位置を検出する為に可動プラテン5の型締方向への下降位置を測定する第一の距離センサ6を配設した。これにより、異物による金型損傷を確実に防ぐことが出来る。
(もっと読む)
型締装置
【課題】型締部の移動の時間、特に、型締後の型締部の退避移動の時間を短縮すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部を移動させる駆動手段と、前記駆動手段を制御して、前記第1の型締部が前記第2の型締部に近接する方向に移動するように前記駆動手段に駆動力を発揮させる型締め制御と、前記第1の型締部が前記第2の型締部から離間する方向に移動するように前記駆動手段に駆動力を発揮させる退避移動制御と、を実行する制御手段とを備え、前記制御手段は、前記型締め制御の後、前記駆動手段の駆動力を消失させる消失制御を行った後、前記退避移動制御を行うことを特徴とする。
(もっと読む)
型締装置及び射出成形機
【課題】駆動機構間の誤差や金型の取り付け誤差が解消されるように駆動源に対する制御量を補正すること。
【解決手段】第1の型締部の互いに異なる被付勢部位に対して前記第1の型締部を進退させる移動力を付勢する、複数軸タイプの駆動手段と、軸毎の各々のモータを制御して型締時の型締力を制御する型締力制御手段と、各々の前記被付勢部位の移動量を検出する検出手段と、型締時の制御量を補正するための補正値を設定する補正手段とを備え、前記補正手段は、型締方向に前記第1の型締部が移動するよう各々の前記モータを制御する移動制御手段と、前記検出手段が検出した移動量と前記移動制御手段の制御における指令移動量との差分が規定値を超えた前記被付勢部位について対応する前記モータの制御量に関する制御情報を保存する保存手段と、各々の前記モータの前記制御情報に基づいて前記補正値を設定する設定手段と、を備えたことを特徴とする。
(もっと読む)
ステンレス鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体、およびその製造方法
【課題】ステンレス鋼板と熱可塑性樹脂組成物とが接合された複合体であって、熱可塑性樹脂組成物の密着性に優れた複合体を提供すること。
【解決手段】塩化第二鉄水溶液に酸化性化合物を溶解させた処理液にステンレス鋼板を浸漬して、ステンレス鋼板の表面に複数のピットを形成する。形成されたピットのうち60個数%以上のピットは、ピット開口部の径D2に対するピット内部の最大径D1の比率D1/D2が1.05以上である。また、浸漬処理前の鋼板表面の酸化皮膜の平均厚みD0に対する浸漬処理後の鋼板表面の酸化皮膜の平均厚みDtの比率Dt/D0は、1.1以上である。得られた粗面化ステンレス鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
動力伝達機構の異常検出手段を備えた射出成形機
【課題】モータなどによって駆動され回転運動を直線移動に変換する複数の駆動装置を有する動力伝達機構に発生する異常検出を、ひずみセンサを用いることによって行うことが可能な射出成形機を提供する。
【解決手段】回転運動を直線移動に変換する複数の駆動装置であるボールネジ14a,14bを駆動するエジェクタ用サーボモータ10と、ボールネジ14a,14bの支持部材であるベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bと、同時刻に前記それぞれの支持部材に取り付けられたひずみセンサで検出されたひずみ量を読み取り、ベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bで検出されたひずみ量の差の絶対値があらかじめ設定した設定値より大きいか否かを判別し、異常信号を出力する制御装置20と、制御装置20からの異常信号により警報を発生する警報装置22とを備えた射出成形機。
(もっと読む)
流体流動過程の解析方法、解析装置及び解析プログラム
【課題】樹脂と金型との間の伝熱の影響が大きい流体の流体流動過程における流動解析を良好に行うことができる解析方法、解析装置及び解析プログラム、特に、樹脂射出成形工程における樹脂流動過程を解析する解析方法、解析装置及び解析プログラムを提供すること。
【解決手段】流体が流動する金型のキャビティの少なくとも一部を複数の微小要素に分割してなる3次元モデルを構築するモデル構築工程と、前記金型により製作される製品の厚みを規定する前記キャビティの厚みを算出する工程と、前記流体と前記金型との間の熱伝達率を、前記キャビティの厚みを含む関数により決定する工程とを備えた解析方法によって、金型のキャビティ内における流体流動過程を解析する。
(もっと読む)
パネル
【課題】パネル本体の後面に枠状部を一体に設けた合成樹脂製パネルであって、前面側に向って凸となるように湾曲したパネルにおいて、凸の湾曲の程度が許容範囲内である、形状精度の良好なパネルを提供する。
【解決手段】前面側が凸となるように湾曲した合成樹脂材料よりなるパネル本体と、該パネル本体の後面の全周縁に設けられた枠状部とを有し、該パネル本体が射出成形された後、枠状部が成形されたパネルにおいて、該パネル本体の容積(m3)をV1、該枠状部の容積(m3)をV2、130℃に2時間保持したときのパネル本体の収縮率(%)をS1、該枠状部の収縮率(%)をS2としたときに、0.01<V2/V1<1.0、1.0<S2/S1<3.0である。
(もっと読む)
金型の中子制御装置
【課題】中子の位置決めと中子間に隙間が生じないようにすることが可能な射出成形機の制御装置を提供すること。
【解決手段】第1中子の前進量および前進トルクの設定値、並びに第2中子の前進量および前進トルクの設定値を読み込み、型閉じ処理を実行する(SA1〜SA3)。第1中子を設定された前進トルクを制限トルクとして前進開始し、設定した前進量を前進するまで第1中子を前進させ、第1中子の前進を停止する(SA4〜SA6)。第2中子を設定された前進トルクを制限トルクとして前進開始し、第1中子に第2中子が突き当たったか否か判断し、第2中子が第1中子に突き当たるまで第2中子の前進を継続する(SA7,SA8)。射出工程・保圧工程・計量工程を実行し、第1中子と第2中子とを初期位置まで後退し、型開きを実行し、金型内から成形品の取り出し(突き出し)を実行し、1成形サイクルを終了する(SA9〜SA12)。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】小型の電子部品12を薄型の樹脂パッケージ17内に封止成形する場合において、成形キャビティ16内における樹脂未充填状態の発生を防止すると共に、成形キャビティ16内の溶融樹脂材料141 に対して適正な樹脂圧を加え且つ均等厚みTの薄型樹脂パッケージ17を高精度に成形することができる電子部品の樹脂封止成形方法とその装置を提供する。
【解決手段】成形キャビティ16内への樹脂充填時にキャビティブロック602 を後退移動してキャビティ容量を増加することにより成形キャビティ16内への樹脂充填作用をスムーズに行う。また、薄型樹脂パッケージ17の成形時にはキャビティブロック602 を前進移動させ且つ該キャビティブロックの移動位置を高精度に制御することにより成形キャビティ16内の溶融樹脂材料141 に適正な樹脂圧を加えると共に、小型の電子部品12を均等厚みTの薄型樹脂パッケージ17内に封止成形する。
(もっと読む)
1 - 20 / 119
[ Back to top ]