
Fターム[4F206AR09]の内容
プラスチック等の射出成形 (77,100) | 調整制御量(制御の対象) (4,319) | 速度 (333) | 回転速度(←回転数) (98)
Fターム[4F206AR09]に分類される特許
1 - 20 / 98
射出成形機の材料供給装置
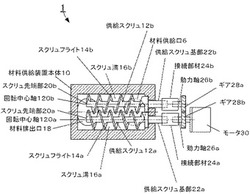
【課題】組立調整のときに複数の供給スクリュ間の位相が容易に調整可能で、かつ、分解前後での供給スクリュ間の位相の復元が容易な射出成形機の材料供給装置を提供すること。
【解決手段】第1,第2供給スクリュ12a,12bは、接続部材24a,24bを介してモータ30に結合されているギア28a,28bを備えた動力軸26a,26bに連結され、スクリュ溝16aとスクリュ溝16bとが互いに反対向きになるようならせんの溝を持つ構造を有し、スクリュフライト14a,14bが相手側のスクリュ溝16a,16bにせり出すような配置で、それぞれの回転軸を平行に材料供給装置本体10の内部に2本並べて併設され、接続部材24a,24bは、一端に前記供給スクリュまたは前記動力軸と位相を合わせて結合するための位相合わせ部と他端に該動力軸または該供給スクリュと位相が自由な位置で結合可能な結合部を備えた射出成形機の材料供給装置。
(もっと読む)
射出成形装置

【課題】小型化され、しかも簡単な制御で所望の精度の成形品を製造できる射出成形装置を提供する。
【解決手段】送り歯車部が反時計回りの方向へ回転すると、送り歯車部の歯が平板状成形材料S1に食い込んで、平板状成形材料S1を射出筒39の挿通穴40に向かって送る。挿通穴40へ進入した平板状成形材料S1は、ヒータ44によって射出筒39の先端部分で溶解されて流動性を有する流動性材料Pとなる。そして、平板状成形材料S1が進行することによって、流動性材料Pがキャビティ41へ押し込まれる。すなわち、平板状成形材料S1がピストンとなって溶解した湯状の流動性材料Pを押してキャビティ41へ射出させる。
(もっと読む)
樹脂成形品の内部流路成形部カット装置
【課題】樹脂成形品の内部流路成形部を切断面が綺麗な状態となるように切断可能で、しかも切断糟の発生量を抑制可能な樹脂成形品の内部流路成形部カット装置を提供する。
【解決手段】表面に凹設したキャビティ12B、14と、キャビティと連通する内部流路12Aとを備える成形型11、13より離型した樹脂成形品Aから、内部流路によって成形された内部流路成形部A2を切断するための内部流路成形部カット装置20において、開閉可能で、閉じることにより両者の間に位置する内部流路成形部に接触する一対の開閉刃35と、該開閉刃に熱を付与するヒータ41と、開閉刃を開閉動作させるステッピングモータ37と、ステッピングモータの回転速度を上記開閉刃の開閉位置に基づいて制御する制御手段38と、を備える。
(もっと読む)
芳香族ポリエステル系樹脂組成物の製造方法
【課題】短い生産サイクルでヒケ、反り、離型時の割れ・変形が無く、金型追随性、表面平滑性、耐薬品性に優れた芳香族ポリエステル系樹脂組成物の成形体を得る製造方法を提供すること。
【解決手段】芳香族ポリエステル系樹脂と、不飽和ニトリル単量体由来の構成単位の含有量が10〜30質量%であるスチレン系樹脂とを含み、結晶化温度が150〜180℃の範囲にある芳香族ポリエステル系樹脂組成物を、金型温度60〜78℃に加温された金型を用いて成形することを特徴とする、芳香族ポリエステル系樹脂組成物の射出成形体の製造方法。
(もっと読む)
射出成形機および射出成形機の制御方法
【課題】少なくとも型締装置の作動を油圧機構により行う射出成形機において、構造を簡単にしコストを抑えるともに、省エネルギー化を達成することのできる射出成形機または射出成形機の制御方法を提供する。
【解決手段】少なくとも型締装置12の作動を油圧機構により行う射出成形機11において、射出機構26およびスクリュ回転機構29のいずれか一方の作動を行うサーボモータ30と、射出機構およびスクリュ回転機構のいずれか他方の作動を行う油圧機構とが設けられ、射出機構およびスクリュ回転機構のいずれか他方の油圧機構と型締装置の油圧機構へ作動油を供給するポンプ33は、サーボモータまたはインバータモータにより回転数が制御されるポンプとする。
(もっと読む)
射出成形方法
【課題】粉状材料、ペレット状材料、及び液体材料のうちの少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置のホッパーを介してシリンダ内に直接供給して射出成形する場合であっても、シリンダ内で成形材料を均一混練することができるので、例えば耐熱性が低いバイオマス樹脂をベース樹脂として使用しても高品質な成形品を安定的に製造することができる。
【解決手段】粉状材料、ペレット状材料、及び液体材料の少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置10のシリンダ14内に直接供給して射出成形する射出成形方法において、各々の材料の射出1ショット分を、別々の計量フィーダ35C,37Cを用いて、供給開始から供給終了までの供給時間帯が60%以上同期するようにシリンダ14内に供給すると共に、射出成形サイクルの計量工程における計量時間内に供給を終了する。
(もっと読む)
射出成形機の制御方法
【課題】 様々な条件下においても常に位置決めに対する正確性を確保するとともに、成形サイクルの短縮による生産効率を高める。
【解決手段】 移動部2を駆動機構3により移動させるとともに、移動部2をストッパ4a,4bに機械的に当接させることにより移動部2に対する停止制御を行うに際し、移動部2を予め設定した標準速度Vnにより移動させ、かつ予め設定した目標位置Xsに達したなら、標準速度Vnよりも遅く設定した突当速度Vsにより移動させるとともに、この突当速度Vsにより変化する第一物理量を監視し、この第一物理量が予め設定した仮停止位置と見做す第一閾値に達したなら、突当速度Vsにより変化する第二物理量を監視し、この第二物理量が予め設定した本停止位置となる第二閾値に達したなら位置制御による停止制御を行う。
(もっと読む)
成形材料供給装置の制御方法
【課題】 低コスト化を図り、また、装置全体の大型化や広い配設スペースが取られる不具合を回避するとともに、成形材料が他の部位に付着する問題を排除し、さらに、プランジャの形状やホッパーの形状及び構成の設計自由度を高める。
【解決手段】 プランジャ3を前進させ、成形機Mの加熱筒4に備えるホッパー5に収容した成形材料を加圧して加熱筒4に供給する動作を行う成形材料供給装置1において、プランジャ3を回転させるプランジャ回転駆動部6を設けるとともに、プランジャ3を前進させた後、所定位置Xpまで後退させる際に、少なくともプランジャ3による加圧力を除去する予備後退処理を予め設定した予備後退処理条件により実行するとともに、この後、プランジャ3を予め設定した回転処理条件により回転させる付着除去処理を行い、この後、プランジャ3を所定位置Xpまで後退させる制御を行う。
(もっと読む)
成形機の作動油昇温方法
【課題】 昇温効率の低下を回避して昇温時間の短縮及び省エネルギ性向上を図るとともに、設定(入力)に伴う煩わしさを解消する。
【解決手段】 作動油の温度が目標温度Thsよりも低いときに、油圧ポンプ3を作動させるとともに、この油圧ポンプ3から吐出する作動油を、少なくとも配油管部L…よりも流動抵抗が大きくなる特定の流路部Lsを通過させることにより発熱させて作動油の昇温を行う成形機Mの作動油昇温方法であって、油圧ポンプ3に、駆動モータ2の回転数を可変制御して作動油の少なくとも吐出流量を制御可能な可変吐出型油圧ポンプ3sを使用するとともに、予め、駆動モータ2に対して目標負荷量Trsを設定し、作動油の昇温時に、作動油の温度が目標温度Thsに達するまで、駆動モータ2の負荷量が目標負荷量Trsになるように、駆動モータ2の回転数を可変制御する。
(もっと読む)
射出成形機の成形方法
【課題】 比較的低い温度で溶融しやすい特定の成形材料を成形する場合でも、計量工程においてスクリュが空回りして計量不能になる不具合を解消し、また、実施の容易化及びコストダウンを図るとともに、汎用性及び安定性(信頼性)を高める。
【解決手段】 加熱筒2内に供給された樹脂ペレットによる成形材料をスクリュ3の回転により可塑化計量する計量工程S1cと、可塑化計量した加熱筒2内の溶融樹脂を金型4に射出充填する射出工程S3cとを有する成形方法であって、特定の成形材料Pe…により成形を行うに際し、射出工程S3cと計量工程S1c間で、スクリュ3を、計量時の回転方向に対して反対方向に、所定の角度Rrだけ回転させることにより加熱筒2内の成形材料Pe…に対して計量工程S1cの反対の挙動を付与する分塊工程S10c(S10ce)を行う。
(もっと読む)
射出成形機のモード切換方法
【課題】 計量工程のモード切換を行う場合でも的確な設定変更による円滑な切換を可能にするとともに、成形条件の見直しの時間を解消又は短縮して生産効率を高める。
【解決手段】 モード切換が行われたなら、第一計量モードM1による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、スクリュ2が射出工程中における条件切換位置Xc…に達したなら当該条件切換位置Xc…における積分値を基準積分値Ds…として記憶する条件学習処理を行い、この後、第二計量モードM2による計量工程に基づく射出工程を行い、かつ射出工程中における動作物理量をスクリュ2の移動距離により積分する積分処理を行うとともに、得られる積分値Ddが記憶した各基準積分値Ds…に達したなら基準積分値Ds…に達した位置を新たな条件切換位置Xc…に変更する条件適用処理を行う。
(もっと読む)
樹脂可塑化装置及び樹脂可塑化装置の運転方法
【課題】原料樹脂の発熱の発生を解消できる樹脂可塑化装置を提供する。
【解決手段】シリンダ1と、シリンダ1の内部に設けられ、シリンダ1の基端側から供給された原料樹脂を混合しつつ該シリンダ1の先端側に搬送するスクリュー2と、シリンダ1の外周部に設けられ、原料樹脂を可塑化するヒータ4と、シリンダ1の外周部と内周部との間に設けられ、シリンダ1を径方向に通過する熱流束量を検出する熱流束センサ5と、ヒータ4の供給熱量及びシリンダの熱流束量に基づいて原料樹脂の搬送に際して発生する発熱量を演算する演算部22とを備える。
(もっと読む)
省エネルギー制御装置、及びこの省エネルギー制御装置を搭載した機器又は射出成型機
【課題】油圧回路を備えた既設の機器の省エネルギー化が可能な省エネルギー制御装置を得る。
【解決手段】省エネルギー制御装置100は、油圧回路30を流れる作動油の流れ方向を変更するバルブの少なくとも1つのソレノイドに接続され、このソレノイドの動作状態を検出するソレノイド動作検出部111と、ソレノイド動作検出部111の検出結果に基づいて、油圧回路30に作動油を圧送する油圧ポンプ31を駆動する誘導電動機60の回転数を決定する電動機回転数決定部112と、誘導電動機60と電力供給源との間に直列接続され、電動機回転数決定部112が決定した回転数となるように誘導電動機60の回転数を制御するインバーター101と、を備え、既設の機器の油圧回路又は該機器に作動油を供給する既設の油圧設備を省エネルギー制御するものである。
(もっと読む)
射出成形機の制御装置
【課題】逆流防止装置を備えていないスクリュや、逆流防止装置があるものの逆流防止弁等の摩耗などによってその機能が低下した状態にある射出成形機においても、さらにいかなる粘度の成形材料においても、射出保圧時の樹脂充填を安定させることができる射出成形機の制御装置を得ることや、バックフローや過剰射出させる事無く計量された樹脂を安定して射出することができる制御装置を得ること。
【解決手段】射出開始か否か判断し、射出開始まで待ち、射出開始の場合には、ステップSA2に移行する(SA1)。負荷トルク指令値DCMDを読み出し、負荷トルク帰還値DFBを検出し、スクリュの回転速度指令値Vを計算する(SA2〜SA4)。回転速度指令値Vに従ってスクリュを回転制御し、保圧完了か否か判断し保圧完了でなければステップSA2に戻り処理を継続し、保圧完了であれば、計量と成形品の取り出し処理を行い1サイクルを終了する(SA5〜SA7)。
(もっと読む)
熱可塑性樹脂の押出射出成形方法および溶融押出射出装置
【課題】溶融粘度が極めて低い樹脂の加熱溶融動作、型内への充填動作および保圧動作を連続して行うことにより、当該樹脂を用いた回路基板の低圧封止成形を効率良く行うことのできる新たな成形方法を提案すること。
【解決手段】押出射出成形装置1では、加熱シリンダ17内に投入した樹脂をスクリュ18によって先端に移送しながら徐々に溶融し、加熱シリンダ先端の押出射出ノズルから溶融状態の樹脂を押し出して射出成形型3内に押出射出する。加熱シリンダ17の加熱温度を制御することにより樹脂の粘度状態をスクリュ18によって圧送可能な状態に保持し、スクリュ18の回転数、トルク、回転時間に基づき樹脂の押出射出圧力を制御し、スクリュ18の回転時間により樹脂の押出射出量を制御する。
(もっと読む)
成形機
【課題】特別な装備を備えることなく、固定側金型と可動側金型との芯出しを容易かつ高精度に行うことができる成形機を提供する。
【解決手段】表示・設定手段33の金型芯出しボタン57を2度押しすると、金型芯出しモードが起動し(ステップS1)、型開・型厚後退工程(ステップS2)、型閉・型厚前進工程(ステップS3)、型開・型厚前進工程(ステップS4)が順次実行される。これにより、所定の型締力が得られる位置にテールストック3が位置付けられる。次いで、型締(ステップS5)と、型開(ステップS6)とを、複数回繰り返し、固定側金型15と可動側金型16との芯出しを行う。しかる後に、再度型締を行い(ステップS7)、固定ダイプレート2に対して固定側金型15を強固に締結すると共に、可動ダイプレート5に対して可動側金型16を強固に締結して、金型15,16の芯出し作業を終了する。
(もっと読む)
トグル式型締装置の型締力制御方法
【課題】モータの最大負荷特性に沿って、回転数を最大に制御することで、型締めに要する時間の短縮化が可能で、サイクルタイムが向上するトグル式型締装置の型締力制御方法を提供する。
【解決手段】型締め工程中に、金型18の接触状態からクロスヘッド17をさらに動作させ、型締力を上げる際、回転数可変型ポンプモータ38の回転速度を最大限に上げるべく、回転数可変型ポンプモータ38の電流値からトルクを検出し、回転数可変型ポンプモータ38における最大負荷特性に沿って回転数可変型ポンプモータ38の回転速度を制御するようにした。
(もっと読む)
油圧動作システムの制御方法
【課題】リリーフ弁の設定圧力を補正し、速度(流量)に影響することなく、油圧回路内の圧力を所定圧力以内に維持可能な、油圧動作システムの制御方法を提供する。
【解決手段】油圧駆動源5により、作動油を貯留する油圧タンク6から、作動油を吸入して配管を通じて方向切換弁3、油圧シリンダ2に送り込み、油圧タンク6に戻す回路構成とする。
油圧駆動源5は、油圧ポンプ8と回転数可変型ポンプモータ9とから構成される。
予め油圧シリンダ2の動作速度を、回転数可変型ポンプモータ9の回転数を制御することで、設定するようにし、リリーフ弁4の設定圧力を、対応した値に補正しておくことで、油圧シリンダ2を所定の圧力内で動作できるようにする。
(もっと読む)
射出成形機
【課題】使用する原料樹脂の粘度によらず、起動時におけるスクリュの回転制御を適正化できて、高品質の成形品を成形可能な射出成形機を提供する。
【解決手段】製品の射出成形を開始する前に実行される原料樹脂のオートパージ中又は試し打ち期間中において、計量用サーボモータ3の起動と同時に立ち上がるスクリュ2の背圧、計量用サーボモータ3の負荷トルク、若しくはスクリュ2の後退速度等を求め、求められたこれら装置各部の駆動状態が、対応するそれぞれの設定値P0,T0,S0をオーバーシュートする場合には、起動時におけるスクリュ2の回転角加速度をより低い値に切り替えて、設定値P0,T0,S0をオーバーシュートしない駆動状態にする。
(もっと読む)
射出成形機の制御方法
【課題】加熱シリンダに対して比較的多くの樹脂が一度に供給された場合でも、樹脂材料がおこし状態となることを抑制し、樹脂材料の可塑化を円滑に行う。
【解決手段】先端に射出ノズルが設けられた加熱シリンダと、樹脂材料を供給するホッパと、加熱シリンダ内に配設されたスクリュとを備え、計量・貯留工程、及び射出工程を順に行う射出成形機において、計量・貯留工程におけるスクリュの設定回転数を設定させる設定回転数設定手段26と、計量・貯留工程の開始初期におけるスクリュの初期回転数を設定させる初期回転数設定手段27と、スクリュの回転数が初期回転数に到達してから設定回転数に達するまでの回転数立上り時間を設定させる立上り時間設定手段28とを具備する。そして、設定されたこれらの回転数及び時間に基づいて、スクリュの回転数を漸次上昇させる。
(もっと読む)
1 - 20 / 98
[ Back to top ]