
Fターム[4F206JB22]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多層化成形 (908)
Fターム[4F206JB22]の下位に属するFターム
Fターム[4F206JB22]に分類される特許
141 - 160 / 519
積層成形装置及び積層成形方法
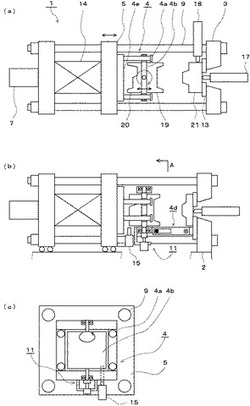
【課題】装置全長が短く、1種類の積層成形品を成形するのに複数の同じ金型を必要とせず、単層あるいは単色成形も可能で、大きなサイズの積層成形品を成形可能な積層成形装置および積層成形方法を提供する。
【解決手段】固定盤側に複数の射出ユニットを有し、型締機構で可動盤を型開閉させる成形装置において、固定盤と可動盤とに相対する面に異なる製品キャビ金型が取り付けられた金型取り付け部の回転と型開閉方向への移動が可能な回転部を有する金型を可動盤に取り付けた積層成形装置を用いて、固定盤に取り付けた製品コア金型と回転部の製品キャビ金型とで形成させる製品キャビティを回転部の回転によって切り替え、複数の射出ユニットから予め設定された射出パターンに応じてそれぞれの製品キャビティに射出充填する積層成形方法で積層成形品を成形する。
(もっと読む)
積層成形装置による発泡成形方法

【課題】金型キャビティの樹脂発泡圧力の変動に影響されることなく、リンク節や型厚調節機構の隙間の影響を解消して、確実な金型キャビティの拡大が可能で、発泡倍率、気泡径や製品肉厚にバラつきのない高品質な発泡成形品を得ることができる積層成形装置による発泡成形方法を提供する。
【解決手段】固定盤側に複数の射出ユニットを有し、型締機構で可動盤を型開閉させ、固定盤と可動盤とに相対する面に異なる製品キャビ金型を取り付け、固定盤と可動盤間で、型開閉方向に型開閉動作と連動した移動と、任意の移動位置での停止および回転とが可能な機構を有する回転盤を配設した積層成形装置において、回転盤を移動させる独立した駆動装置で、発泡成形時の型開き動作に連動して、回転盤で可動盤を型開き方向に押動させる。
(もっと読む)
成形品の製造方法
【課題】溶融樹脂に対する高圧二酸化炭素の溶解度により制限されることなく、所望の量の溶解材料を溶融樹脂に溶解でき、工業化に適した成形品の製造方法を提供する。
【解決手段】溶融樹脂を成形して成形品を製造する成形品の製造方法において、高圧二酸化炭素およびそれに溶解させた溶解材料を溶融樹脂に供給することと、高圧二酸化炭素および溶解材料が供給された溶融樹脂を混錬することと、混錬された溶融樹脂から高圧二酸化炭素を排気することと、を含むことにより、溶融樹脂における高圧二酸化炭素の濃度を制御しつつ、混錬された溶融樹脂中の溶解材料の濃度を上げる成形品の製造方法であって、混錬において、溶融樹脂をスクリュを供えるシリンダ内に収容して、スクリュを正転および逆転させる。
(もっと読む)
熱可塑性樹脂の多層成形方法
【課題】複雑な構造を採用することなく、また、発泡層を含む多層成形品の成形が可能な熱可塑性樹脂の多層成形方法の提供。
【解決手段】本発明の多層成形方法は、金型に設けられた各ランナ・ゲート部を介して順次熱可塑性樹脂を金型内のキャビティに積層状態で充填射出させることができる多層成形用装置を用いて、第1の金型キャビティ容積となる位置に金型を閉じる型締工程、第1層目樹脂を金型キャビティ内に射出する第1射出工程、第1層目樹脂の射出が完了した時点で所定の時間保持する第1冷却保持工程、第2の金型キャビティ容積となる位置に金型を開く第1型開工程、第2層目樹脂を第1層目樹脂と金型キャビティとの隙間に射出する第2射出工程、第2層目樹脂の射出が完了した時点で所定の時間保持する第2冷却保持工程、及び型開し成形品を取出す工程を含む成形方法である。
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】薄肉化を図り、軽量化を図ることができ、かつ機械的強度などの物性を高めることができる発泡成形品の製造方法を提供する。
【解決手段】発泡性熱可塑性樹脂組成物を固定型と可動型との間のキャビティXに供給し、発泡性成形品を形成した後、可動型の一部を後退させて発泡性成形品を発泡させる発泡成形法であって、可動型として、薄肉部成形用可動型2と、厚肉部成形用可動型3とを有する可動型を用い、型閉め状態で薄肉部成形用可動型2と固定型1との対向距離T1に比べ、厚肉部成形用可動型3と固定型1との対向距離T2を大きくして、発泡性成形品11を得た後に、薄肉部成形用可動型2を後退させて発泡し、薄肉部成形用可動型2が対向している部分において内層に発泡部16aを有する発泡成形品16を得る、発泡成形品の製造方法。
(もっと読む)
オーバーモールドされた耐熱性ポリアミド複合構造およびその作製方法
本発明は、オーバーモールドされた複合構造およびその作製方法の分野に関し、特にオーバーモールドされた耐熱性ポリアミド複合構造の分野に関する。オーバーモールドされた複合構造は、i)少なくとも一部が表面樹脂組成物で作製された表面を有し、かつ、マトリックス樹脂組成物を含浸させた、不織構造、織物、繊維の詰め物およびそれらの組合せからなる群から選択される繊維材料を含む第1の構成要素であって、前記表面樹脂組成物および前記マトリックス樹脂組成物が、1種以上のポリアミド樹脂と、3つ以上のヒドロキシル基を有する1種以上の多価アルコールとを含むポリアミド組成物である第1の構成要素と、ii)オーバーモールド樹脂組成物を含む第2の構成要素とを含み、ここで、前記第2の構成要素は、前記第1の構成要素の表面の少なくとも一部にわたって前記第1の構成要素に接着される。 (もっと読む)
ガスバリア熱可塑性ポリエステル系樹脂積層体、及びこの積層体からなる延伸ブロー成形用プリフォーム、並びにこのプリフォームを成形してなる包装用容器
【課題】層間剥離の防止と不透明化の抑制を可能としたガスバリア熱可塑性ポリエステル系樹脂積層体、加えてこのポリエステル系樹脂積層体を有する延伸ブロー成形用プリフォーム、さらには延伸ブロー成形用プリフォームを成形してなる包装用容器を提供する。
【解決手段】直鎖状炭化水素を有するジオール成分とジカルボン酸とを含んでなる第1熱可塑性ポリエステル樹脂(A)を10〜90重量部、脂環式炭化水素を有するジオール成分とジカルボン酸とを含んでなる第2熱可塑性ポリエステル樹脂(B)を8〜85重量部、芳香族ポリアミド樹脂(C)を0.1〜43重量部とを含有するガスバリア熱可塑性ポリエステル系樹脂組成物(P)と、当該樹脂組成物(P)の少なくとも一面側に熱可塑性ポリエステル系樹脂(Q)を積層した部位を有して延伸ブロー成形用プリフォームを成形し、さらに当該プリフォームを延伸ブロー成形して包装用容器とする。
(もっと読む)
多色成形品の成形方法並びに成形金型
【課題】トリム本体とオーナメントとを一体化した多色成形品の成形方法並びに成形金型であって、成形性能、外観見栄えを高め、かつ容量のコンパクト化を図る。
【解決手段】成形金型40は、相互に型締め、型開き可能な成形上下型50,60と、成形下型60に配置され、オーナメント30を成形する際に使用する分割入子70と、分割入子70の長手方向両端に設けた斜面カム機構80とから構成し、斜面カム機構80のシリンダ82を伸長動作させて、スライド駒81の前進動作に連繋して、分割入子70を上昇させて、成形上型50と分割入子70とでオーナメント用キャビティC2を画成し、オーナメント30を成形する。次いで、スライド駒81を後退操作して、分割入子70を下降操作し、本体用キャビティC1内に第1の溶融樹脂M1を射出充填して、ドアトリム本体20を所要形状に成形するとともに、オーナメント30と一体化する。
(もっと読む)
多色成形方法、多色成形装置及び多色成形部品
【課題】耐久性がよく、形状の自由度が高い成形部品を製造することができる多色成形方法、多色成形装置及び製造された多色成形部品を提供すること。
【解決手段】分離された第1及び第2のキャビティ部材10a及び10bの間に、インモールド層13が形成された基材フィルム14が配置される。これにより1次成形樹脂15が射出される際の基材フィルム14の変形を主に凹部3内に抑えることができ、基材フィルム14の変形量を小さくすることができる。これにより、貫通孔2及び凹部3からなる1次キャビティ8の形状の設定範囲を大きくすることができ、形状の自由度の高い1次成形層15’を成形することができる。また、インモールド層13は、1次成形層15’の接着面17に転写されるので、インモールド層13が露出しないように、2次成形層18’を成形することが容易となる。これにより、耐久性のよい多色成形部品を成形することができる。
(もっと読む)
射出成形型
【課題】簡単な構成で複数種類の材料を一体成形可能で、品質の良好な成形品を成形する。
【解決手段】固定側金型2a及び可動側金型3aと、各金型に対して往復移動可能に設けられ成形空間の容積を変化させる移動部材8と、移動部材8を成形空間の容積が減少する方向に付勢するコイルバネ10とを備える。移動部材8が付勢部材に押圧されて最進出位置にある時に第1成形空間41aが形成され、最後退位置まで移動したときに第2成形空間42aが形成される。第1成形空間41aへは第1ランナ5から、第2成形空間42aへは第2ランナ6から溶融樹脂が流入される。移動部材8の一部に第2ランナ6を第2成形空間42aに対して連通・遮断する流通規制部83を有する。流通規制部83は溶融樹脂の圧力を受ける受圧面84を有する。流通規制部83により第2ランナ6を遮断しながら樹脂圧によりコイルバネ10の付勢力に抗して移動部材8を後退させ、第2成形空間42aの形成後に溶融樹脂を流入させる。
(もっと読む)
インモールド成形方法およびインモールド成形金型
【課題】インモールド転写箔の絵柄を均一に貼付けることができるインモールド形成方法を提供することを目的とする。
【解決手段】インモールド転写箔103を押さえるため第1金型104のパート面104aと対向する箔押え枠105に弾性体から形成された箔押え弾性体135を設ける。インモールド転写箔103の送り方向のパート面104aに凹部114を設け、インモールド転写箔103と接触する薄部145の面とパート面104a、および凹部114に挿入される厚部155とのクサビ効果で端部を強く挟持し、インモールド転写箔103の幅方向はパート面104aと厚部155の面により挟持することにより、成形品における絵柄の皺,絵柄の破断の発生を防止する。
(もっと読む)
ネジ部付二層構造蓋の製造装置及び製造方法
【課題】係止構造を具備しなくても内層及び外層が互いに回転することがなく、かつ抜け落ちることもないネジ部付二層構造蓋の製造装置及び製造方法の開発。
【解決手段】公転軸3aを軸中心とする回転盤3と該回転盤3に対面して設置された固定盤6を備えた射出成形機2と、前記回転盤の前面上であって、回転盤3を軸回転させることにより互いの位置が入れ替わり可能に設置された複数のネジ金型7と、前記固定盤の後面上であって、該ネジ金型7と嵌合可能に設置された内金型8及び外金型9と、モーター21の回転運動を伝達する回転伝達部22を備えるネジ抜取り機構20とから構成され、前記ネジ金型7は側面にネジ構造が形成された凸部7aを有し、ネジ抜取り機構20が回転盤3に接続され、前記モーター21が駆動することによりネジ金型7の凸部7aの中心を自転軸として軸回転可能とすることによってネジ部付二層構造蓋を実現した。
(もっと読む)
2色成形用金型、2色成形品、および2色成形品の製造方法
【課題】2色成形品の第1層と第2層とが剥離しにくい2色成形用金型を提供する。
【解決手段】2色成形用金型1は、コアブロック18と、1次成形時にコアブロック18に組み合わされ、コアブロック18との間に2色成形品2の第1層4が成形される第1の空間21を空ける第1のキャビティブロック15と、2次成形時にコアブロック18に組み合わされ、第1層4との間に2色成形品2の第2層5が成形される第2の空間22を空ける第2のキャビティブロック16と、コアブロックに18設けられ、1次成形時に第1の空間21の端部21aに面するとともに、2次成形時に第2のキャビティブロック16から離れる方向に向いて移動し、第1層4の端部4aとの間に第2の空間22に繋がる第3の空間25を形成する可動入れ子23とを具備する。
(もっと読む)
複合またはハイブリッド構造体の製造方法
【課題】従来よりも労力・コストを低減可能な、少なくとも1つの熱可塑性プラスチック成分を含有する複合またはハイブリッド構造体を製造する方法を提供すること。
【解決手段】この方法では、少なくとも1つの方向転換板を有する射出成形機(1)を使用する。一実施形態では、2つの方向転換板(6、6’)と、3つの注入ステーションとを有する射出成形機(1)が用いられる。第1および第2注入ステーションを通じて、2つの成形部品(51、52)が射出成形される。これらの成形部品(51、52)は、各方向転換板(6、6’)を回転した後に互いに向き合い、第3注入ステーションを通じて、互いに結合される。その結果、複合またはハイブリッド構造体50が得られる。
(もっと読む)
樹脂製品の成型方法及び樹脂製品
【課題】濃淡模様の形成を低コストで行うことを可能とする。
【解決手段】第1の金型1とコア型2とを組み合わせて成型品3を射出成形する1次成形工程S1と、成型品3を第2の金型4に移し、第2の金型4と成型品3との間における、成型品3上に形成すべき濃淡模様に応じた厚みで形成されたキャビティ5に、厚みで濃淡が変わる塗料組成物を含む融解樹脂を充填して2次成形を行う2次成形工程S2と、を含む樹脂製品の成型方法である。
(もっと読む)
合成樹脂製厚肉成形品
【課題】 本発明は、PCTG樹脂とPCTA樹脂による三重壁以上の多重壁を有する透明な厚肉射出成形品において、成形品内部での白化や、金型面における樹脂の流動挙動に起因するフローマークの発生のない、成形品全体として表面性状および透明性を高品位に現出可能な多重壁に係る構成を創出することを技術的課題とするものである。
【解決手段】 複数回の射出成形により、内側層と少なくとも一つの中間層と外側層からなる多重壁構造を有し、有底筒状で、底部底面の中央部に対向して配設されるピンゲートから溶融樹脂を射出して成形される厚肉射出成形品において、第1次の射出成形により成形される内側層はPCTA樹脂製、第2次以降の射出成形により成形される中間層と外側層はPCTG樹脂製若しくはPCTG樹脂とPCTA樹脂のブレンド樹脂製とする。
(もっと読む)
耐候性多層システム
本発明は、第1層(A)、第2層(B)、第3層(C)および第4層(D)を含有する多層製品に関する。第1層(A)は340nmにて少なくとも0.2の吸光度を有する耐引掻保護層であり、第2層(B)は、340nmにて少なくとも2の吸光度を有するアルキルアクリレート層であり、第3層(C)および該第4層(D)は、紫外線安定化ポリカーボネートを含有する。また、本発明は、該多層製品の製造方法にも関する。 (もっと読む)
インモールド転写箔用積層ポリエステルフィルム
【課題】 浅絞り〜中絞り用途において、良好な印刷性と成形品の光沢感に優れ、かつ成形加工では低応力で容易に伸びる易成形性を有するインモールド転写箔用ポリエステルフィルムを提供する。
【解決手段】 ポリエステルからなるB層の一方の面にポリエステルからなるA1層が、もう一方の面にポリエステルからなるA2層が積層されたフィルムであって、A1層およびA2層の総厚さが全フィルム厚さの1〜30%の範囲であり、下記式(1)〜(4)を同時に満足することを特徴とするインモールド転写箔用積層ポリエステルフィルム。
0.58dl/g≦フィルムの極限粘度≦0.70dl/g …(1)
0.130≦ΔP≦0.160 …(2)
△n≦0.035…(3)
SRa≦0.050 …(4)
(上記式中、△P、ΔnおよびSRaは、明細書中に定義したとおりである)
(もっと読む)
成形品の射出成形機用キット
本発明は、成形品の射出成形機用キット(1100)に関し、成形機は第1の金型取付盤および第2の金型取付盤を備え、キットは、
−上記第1の金型取付盤に固定することを意図した第1の支持板(1104)と、
−上記第2の金型取付盤に固定することを意図した第2の支持板(1154)であって、2つの金型取付盤は、開放位置と閉鎖位置とを次々に選択するようにスライドすることによって互いに対して移動できるように設計される、第2の支持板(1154)と、
−第1の支持板(1104)に対して、上記第1の支持板(1104)の平面に垂直な軸(1110)を中心として上記第1の支持板(1104)上で回転して移動できるように取り付けられ、少なくとも2つのキャビティ(1114a、1114d)を支持する第1のタイプの少なくとも1つのバレル(1106)と、
−第2の支持板(1154)に対して、上記第2の支持板(1154)の平面に垂直な軸(1160)を中心として上記第2の支持板(1154)上で回転して移動できるように取り付けられ、少なくとも2つのキャビティ(1164a−c)を支持する第2のタイプの少なくとも1つのバレル(1156)と、
を備える。
(もっと読む)
射出成形機のスクリュおよび射出成形機
【課題】超臨界流体を溶融樹脂に注入するとき、確実に超臨界圧力以上に維持できる射出成形機のスクリュを提供する。
【解決手段】スクリュ(6)に、加熱シリンダ(5)内を第1、2のエリア(A1、A2)に分離するシール(31)を設ける。スクリュ(6)に、第1のエリア(A1)と第2のエリア(A2)を連通する貫通孔(33)を明け、貫通孔(33)にポペット弁(34)を設ける。所定の圧力の溶融樹脂が作用するとポペット弁(34)が開き、溶融樹脂が第1のエリア(A1)から第2のエリア(A2)に流動する。第1のエリア(A1)内の溶融樹脂の圧力を超臨界圧以上に維持できる。
(もっと読む)
141 - 160 / 519
[ Back to top ]