
Fターム[4F206JB22]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多層化成形 (908)
Fターム[4F206JB22]の下位に属するFターム
Fターム[4F206JB22]に分類される特許
201 - 220 / 519
射出成形用金型

【課題】油圧シリンダ及びその配管などが不要となり、金型構造を簡素化することができる射出成形用金型を提供する。
【解決手段】型締め力が解除されたとき、射出成型機の型開き力と共にスライド型駆動用バネの付勢力によりスライド型を可動型に対して移動させるとともに、可動プレート駆動用バネの付勢力により可動プレートを可動型に対して移動させて、スライド型とスライド型位置調整部材との位置調整を可能となるように構成している。
(もっと読む)
部分遮光性板材及び透光表示体

【課題】遮光部に電気メッキを施すことができる部分遮光性板材と、遮光部aが電気メッキされた透光表示体を提供する。
【解決手段】板厚み方向に光を透過させる、透光性樹脂よりなる透光部と、少なくとも一方の板面側が遮光性樹脂よりなり、板厚み方向に非透光性となっている遮光部とを有した部分遮光性板材であって少なくとも一部の透光部は、板面において閉環形に延在する閉環形状となっており、閉環形の透光部の内側の遮光部及び外側の遮光部を構成する遮光性樹脂同士が、該透光部を横断し且つ該部分遮光性板材の他方の板面から突出した遮光性樹脂よりなる橋絡部cによって連続したものとなっている部分遮光性板材。該遮光性樹脂が導電性遮光性樹脂4よりなる。
(もっと読む)
転写シート、転写成形品の製造方法および転写成形品
【課題】 表面のハードコート層の厚みが均一で、高い耐擦傷性および表面硬度を備え、また、透明部でも耐候性に優れた転写成形品を得る。
【解決手段】 転写成形品形成用の転写シートが、基体シート上に転写層としてハードコート層と金属酸化物薄膜層とが全面的に形成された中間シート上に加飾層が部分的に積層形成されることによって、加飾層が形成されない透明部に金属酸化物薄膜層が形成された構成をとる。
(もっと読む)
複合成形用の型締装置と金型装置、及び複合成形品の成形方法。
【課題】大型の射出成形機を要せずに圧縮成形が実施可能な複合成形品の成形方法とそれに用いる型締装置及び金型装置を提供することを目的とする。
【解決手段】第1型部13が取付けられる固定盤21と、第2型部15が取付けられる可動盤22の間に、可動型部14が回転かつ型開閉方向に移動可能に設けられ、可動型部14は、第1型部13と第2型部15との間を入替え可能に型合せされるとともに、第1型部13及び第2型部15にクランパ25,26により係脱自在に設けられている。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を接合一体化する際、樹脂成形品の転びによる合わせ部分のスキ発生、段差発生を防止するように両者を接合する際の寸法精度を高める。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。トリムロア30の溶着用ボス31周りの補強リブ32を突き当てるトリムアッパー20の取付座面24には、補強リブ32の当接面以外の位置(補強リブ32との干渉を回避できる位置)で、かつ端末寄りにリブ26を形成することで、発泡樹脂材料Mの射出充填後における可動側金型50の後退操作において、リブ26のアンカー効果により、取付座面24の端末部分の板厚を確保することで、トリムアッパー20とトリムロア30との接合姿勢を良好に維持して、合わせ部分のスキ発生、段差発生を解消する。
(もっと読む)
複合成形品の製造方法
【課題】表皮が成形型の型面から離間することを防ぐことで表皮にシワや破れを発生させることなく複合成形品を製造する。
【解決手段】基材52(第2成形品)と表皮54(第1成形品)とが一体化された複合成形品50の製造方法であって、凹状をなす第1成形面S1と凸状をなす第2成形面S2との間で表皮54を成形する第1成形工程と、第1成形面S1に保持された表皮54と凸状をなす第3成形面S3との間で基材52を発泡成形する第2成形工程とを備え、第1成形面S1の型抜き方向に対する勾配θ1が、第2成形面S2の型抜き方向に対する勾配θ2よりも小さく設定されていることを特徴とする。
(もっと読む)
被成形物循環式の樹脂成形法及び樹脂成形装置
【課題】 端子付きコード、その他の被成形物の二色成形等を、装置の大型化、複雑化、高コスト化を招くことなく、効率良くできるようにする。
【解決手段】 被成形物1を横向きに配置する複数の成形用枠体2を循環路5で順送りし、循環路5に設けられている上下一対の金型6の間に成形用枠体2を配置して金型6で被成形物1の外周部を樹脂で成形し、その後取り出し位置に送って成形用枠体2から被成形物1を取り出す。上記の循環路5を平面から見て方形の枠状に形成し、この循環路5に上下一対の金型6を連続して複数設ける。この金型6の位置に成形用枠体2を順送りし、金型6の間に成形用枠体2が配置されると型締めして樹脂を注入する。そして被成形物1の外周部を最初の金型6で一次成形し、次ぎの金型6で二次成形と、金型6の個数に応じて複次的に成形する。
(もっと読む)
二重成形樹脂製食器
【課題】 クラックが発生しにくく、埃が付着しにくい上に、ケチャップ等の食品で着色しにくく、洗浄性のよいPMP製の二重成形食器を提供すること。
【解決手段】 本発明は、ポリメチルペンテン100質量部に対しポリプロピレンを3〜15質量部の割合で含有する組成物(A)からなる樹脂製成形体を予め成形した後に、この成形体の外側をポリメチルペンテン100質量部に対しポリプロピレン10〜40質量部および/または無機フィラー40〜120質量部を含有する組成物(B)で成形した二重成形樹脂製食器を提供する。
(もっと読む)
発泡成形品の製造方法及び発泡成形品
【課題】金型の摺動面の隙間から発泡樹脂材料が漏出する問題を解決することのできる発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型46とに分割された金型の第1キャビティ50に、硬質の樹脂製の芯材12をセットした状態で、発泡樹脂材料を射出して表皮と発泡層を成形及び芯材12に一体化するに際し、第1キャビティ50の拡大のための第1分割型40の後退移動時に、第2分割型46の第2摺動面52,54を第1分割型40に対し金属接触させることなく、芯材12の側端面22,折曲げ部28の外面56を第1摺動面として摺動させ、第1キャビティ50を閉鎖状態に維持するようになす。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】従来の製造装置に特別な装置を付加しなくても樹脂発泡成形品の成形のサイクルタイムを短くし得て、生産効率を高めることができる樹脂発泡成形品の製造方法を提供する。
【解決手段】第1分割型40と第2分割型48とで形成される第1キャビティ50に、発泡樹脂材料55を射出して充填し、その後第1分割型40を後退移動させて第1キャビティ50を拡大し、発泡樹脂材料55を発泡させて、表皮とその内側の発泡層を芯材12に一体に積層して成る樹脂発泡成形品を製造するに際し、第1分割型40に芯材12を貫通する複数の凸型部46を設けておいて、これら凸型部46にて発泡層を冷却し、脱型までの時間を短縮化する。
(もっと読む)
外装ケース、及び電子機器
【課題】外装ケースを容易に製造でき、また、装飾効果及び耐久性を向上させる。
【解決手段】不透明樹脂層8の上方に透明樹脂層9を一体成形した外装ケース7であって、その透明樹脂層9の上方に蒸着薄膜層11を形成する。その蒸着薄膜層11は不連続蒸着により形成される。なお、不透明樹脂層8は一部が切り欠かれている(切欠孔8a参照)。また、透明樹脂層9と蒸着薄膜層11との間にアンダーコート層10が形成されている。そして、蒸着薄膜層11の上方にミドルコート層12が形成されて、さらに、そのミドルコート層12の上方にトップコート層13が形成されている。そのトップコート層13は紫外線硬化型塗料の塗装により形成されている。
(もっと読む)
多色成形用金型
【課題】汎用の射出成形機の要部をベースにして安価に製作することができる2色成形用金型を提供する。
【解決手段】固定盤(F)と、可動盤(M)と、4本のタイバー(T)を標準装備している射出成形機をベースにする。固定盤には固定側金型(1)を、可動盤には可動側金型(10)をタイバー(T)の内側において取り付ける。固定側金型と可動側金型との間には同様にタイバーの内側に回転側金型(20)を設ける。回転側金型はタイバーの外側に位置する井桁状の回転金型保持枠体(30)に回転可能に取り付ける。回転金型保持枠体は軸方向に移動自在である。回転側金型の両方のパーティング面側には、第1、2の回転凹部型(21、22)を形成し、固定側金型のパーティング面側にはコア型(2)を、可動側金型のパーティング面側には可動側凹部型(12)をそれぞれ形成する。
(もっと読む)
組み込まれた強化構造を備えたプラスチック製品を製造するための方法および装置
本発明は、組み込まれた強化構造を備えたプラスチック製品を製造するための方法ならびに装置に関する。この場合、可撓性の織布が、まず成形型のキャビティに載置させられ、順次に種々の側でプラスチックによって被覆される。 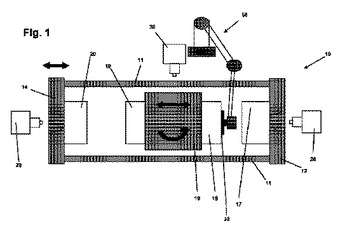 (もっと読む)
(もっと読む)
中空成形品の成形方法および成形装置
【課題】半中空成形品のインサートの問題、中空成形品の寸法精度の問題、接合部の強度の問題等から解放された、内部にリブ、仕切壁等の付属物を有する中空成形品の成形方法を提供する。
【解決手段】固定型(2)と可動型(20)とを使用して、一対の半中空成形品(T1、T2)を、その本体部(H、H)の開口部には射出成形用の接合部(S、S)を、その付属物(W)の突合部には融着用の接合部(M、M)を有するように射出成形する(1次成形)。一対の半中空成形品がそれぞれの金型に残っている状態で整合させ、附属物(W、W)の接合部の間に加熱体(31)を挿入して溶融する。加熱体(31)を待避させて、型締めして附属物(W、W)の接合部を融着すると共に、本体部(H、H)の接合部に溶融樹脂を射出して接合する(2次成形)。
(もっと読む)
薄肉高外観を有する成形品の射出成形法
【課題】射出成形時における樹脂の型内流動性、特に薄肉流動性を向上させ、高外観性及び機能性を成形品の表面に付与することのできる射出成形法と、その射出成形法で得られる射出成形品を提供すること。
【解決手段】樹脂を射出する前に金型キャビティ内を二酸化炭素で加圧する工程(a)と、
金型キャビティ面の温度を樹脂のガラス転移温度以上に昇温した状態で樹脂を射出した後、前記金型キャビティ面の温度を成形品が熱変形しない温度以下に降温して成形品を取り出す工程(b)と、
を含む、射出成形法。
(もっと読む)
エアバッグドア及びその製造方法
【課題】破断予定部が外部から識別できず、外観見栄えの良いいわゆるシームレスタイプのエアバッグドアを容易かつ安価に提供することである。
【解決手段】表皮5は、樹脂密度が高いスキン層13と、スキン層13の裏面側に一体に成形され、内部に多数の空隙を有する発泡層15とから構成され、発泡層15においては、樹脂密度が上記スキン層13に比べて低く、かつスキン層13に近づくにつれて徐々に高くなっている。基材3には、破断予定部7に沿って延びる複数の切欠部17が間欠的に厚み方向に貫通形成されている。表皮の発泡層15には、破断予定部7に沿って延びる複数のスリット19が、間欠的に形成されている。スリット19の一端は切欠部17に連通しているとともにスリット19の他端は発泡層15の厚み方向中間部に位置している。
(もっと読む)
転写箔送り装置
【課題】金型内への転写箔の引き込まれ代を一定にして加飾成形品の成形不良を解消することができる転写箔送り装置を提供する。
【解決手段】ロール状に巻かれた転写箔を箔供給ロールから送り出し、金型のパーティング面を通過させた後、箔巻取ロールに巻き取るように構成された転写箔送り装置において、上記箔供給ロールから上記転写箔を増し送りするか、または上記箔巻取ロールに巻き取った上記転写箔を所定量巻き解くことによって上記金型のキャビティ内に引き込まれる転写箔の引き込まれ代を一定量供給する箔送り調整手段を備えてなることを特徴とする。
(もっと読む)
樹脂成形品の製造方法および樹脂成形品
【課題】 本体裏面に発泡層を有する樹脂成形品の製造方法およびその樹脂成形品を提供する。
【解決手段】 樹樹脂成形品本体を形成する成形樹脂と、発泡させることで発泡層71となる発泡性樹脂7と、からなる熱可塑性樹脂の二色成形による成形金型1を用いた製造方法であって、上記成形金型1の型閉めを行い、上記型閉めにより形成した空間に、上記成形樹脂を注入して樹脂成形品本体を形成し、その後、上記成形金型1の一方の金型に設けた上記駆動型部4を動かして、上記発泡性樹脂7を注入し発泡させる新たな空間を形成し上記発泡性樹脂7を注入し発泡させて、発泡層71を密着して備えた樹脂成形品を製造する。
(もっと読む)
バックモールドされた(back−molded)プラスチック部分の製造方法
【課題】
積層複合材料をポリマー溶融体でバックモールドする、バックモールドされたプラスチック部分の製造方法を提供する。
【解決手段】
好ましくはロールから引き出す不織布材料(2)を提供し、
材料構造を一部破壊しながら、不織布材料(2)を少なくともセクションで常温延伸し、
続いて、不織布材料に伸縮性プラスチックフィルム(8, 8’)を積層して積層複合材料形成し、
次いで、積層複合材料(1)を射出成形型内に挿入し、
その上に不織布材料(2)を配置した表面にポリマー溶融体をバックモールドし、積層複合材料(1)をバックモールドすることにより伸張させ、その結果プラスチックフィルム(8, 8’)が射出成形型の割り当てられた表面にプレスされそして
不織布材料(2)に、ポリマー溶融体を少なくとも一部浸透させる、
バックモールドされたプラスチック部分(14)を製造する方法。
(もっと読む)
液体収納容器およびその製造方法
【課題】液体収納容器において、最も内側の層よりも外側の層を形成するために用いられる樹脂が、所定位置以外の位置に流入することが抑えられる液体収納容器を提供すること。
【解決手段】インク容器20と蓋部材10とを有するインクタンク1において、インク容器20は、型成形によって複数の層が重ねられて形成されている。インク容器20を形成する複数の層のうち内層21の側壁25における蓋部材側の端部には、蓋部材側の端部から突出した流入防止部26が形成されている。
(もっと読む)
201 - 220 / 519
[ Back to top ]