
Fターム[4F206JB24]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多層化成形 (908) | 1面の全体の多層化 (57)
Fターム[4F206JB24]に分類される特許
1 - 20 / 57
フィルムコーティング剤
【課題】インモールド成型用フィルムに塗布され、成型後の成型品にコーティング層を形成するコーティング剤であって、溶剤を揮発させただけでべたつきがない、タックフリー性に優れたフィルムコーティング剤を提供する。
【解決手段】エポキシ樹脂と(メタ)アクリル酸との反応物であるエポキシ樹脂の(メタ)アクリル酸エステル化合物(A)に、少なくとも有機ポリイソシアネート化合物(B)を反応させて得られるウレタン(メタ)アクリレート化合物(C)を含有してなり、前記(A)成分の水酸基に対する(B)成分のイソシアネート基のモル比であるNCO/OH比が1未満であり、かつ前記ウレタン(メタ)アクリレート化合物(C)の数平均分子量が2,000〜20,000であるものとする。
(もっと読む)
複雑な形状のインモールド成形を行う方法、そのインモールド成形に使用する転写シート、および当該方法で形成された樹脂成形品
【課題】深絞り度が高く、アンダーカットを有する樹脂成形品をインモールド成形するにあたり、成形時にフィルムが破れたり皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形を可能にする。
【解決手段】常温で高伸縮性の樹脂製基材シート12および図柄インク層14を有し、図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、キャビ型30の開口40を覆うようにして、反対側の面をキャビティ32に向けて取り付け、キャビティ32内を減圧してキャビ型30の表面を滑らせつつ転写シート10を吸い込んでキャビティ32の内面に密着させ、転写シート10がキャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、キャビティ32内に溶融樹脂を射出することにより、上記課題を解決できる。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型

【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
共射出成形物及び共射出成形方法
【課題】 共射出成形法のようにEVOH樹脂が高温に晒されることが避けられないような成形方法であっても、外観に優れた多層構造体を生産性良く提供することを目的とする。
【解決手段】 共射出成形において、(A)エチレン−ビニルエステル系共重合体ケン化物、及び(B)多価金属硫酸塩水和物の完全脱水物または部分脱水物を含有する樹脂組成物を用いる。
【効果】 樹脂組成物が高温での熱安定性に優れ、さらにEVOH樹脂の分解、発泡が抑制されるため、共射出成形方法によって、外観が優れる成形品を生産性良く得ることができる。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 成形品の表面に2層あるいは3層の塗膜を形成することにより、色彩表現に優れた外観性の良い樹脂成形品を、効率的に生産できる金型とその成形塗装方法。
【解決手段】 共通金型と成形下塗り金型を閉じ合わせ、間に形成されるキャビティ内に溶融状態の樹脂を射出充填し、その後冷却固化して、樹脂成形品を成形する工程と、共通金型と成形下塗り金型を開き、樹脂成形品と成形下塗り金型の間に隙間を形成し、隙間内に下塗り塗料注入機から下塗り塗料を注入し硬化させる工程と、共通金型と成形下塗り金型を開き、共通金型が下塗り塗装された樹脂成形品を保持した状態で、共通金型と上塗り金型を閉じ合わす工程と、下塗りされた樹脂成形品と上塗り金型の間に形成される隙間に、上塗り塗料注入機から上塗り塗料を注入し硬化させる工程と、からなる金型内塗装方法。
(もっと読む)
型内被覆成形方法
【課題】 簡単な構造の金型を使用して、塗料の漏れを効果的に防止できる型内被覆成形方法を提供する。
【解決手段】 本発明によれば、固定型と可動型の間で、製品キャビティと、該製品キャビティの金型割面に隣接して該製品キャビティを周りから囲むようにして配された補助キャビティと、を形成する型内被覆成形用金型を用いて、該補助キャビティに対して、樹脂を補充填することにより、塗料漏れを防止するためのシール部を形成する。本発明は前述の構成により、簡単な構造の補助キャビティを利用して、塗料漏れを効果的に防止する。
また、本発明において、金型割面を金型開閉方向と略直行する方向に延びる方向に形成すれば補助キャビティの製作加工が容易であり、金型割面を金型開閉方向に延びる嵌合部とすれば非常に強力なシール部を形成することが可能である。
(もっと読む)
射出成形品及びその製造方法
【課題】本発明は、優れる耐摩性及び高強度を有する射出成形品及びその製造方法を提供することを目的とする。
【解決手段】本発明に係る射出成形品は、第一表皮材、中間層及び第二表皮材を備える。前記第一表皮材は軟質層であり、前記中間層はプラスチック層であり、前記第二表皮材は硬質層である。前記第一表皮材及び前記第二表皮材は、一次射出成形によって前記中間層の対向する両面にそれぞれ結合される。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】 雄型と雌型が組み合わされた金型を使用して、樹脂成形品の成形後に、雌型を交換してから、型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、雌型を交換した後、樹脂成形品を塗料で被覆する際に生じる塗料の漏れを防止する。
【解決手段】 本発明によれば、雄型と第1の雌型とにより形成される金型キャビティの端部に補助キャビティ部を形成することによって、樹脂成形品の端部に突起部を形成する。そして、樹脂成形品の成形後に、雌型を交換してから、第2の雌型と雄型を組み合わせる際に、該突起部に、金型開閉方向に伸びる金型キャビティ面を嵌合させることによって、塗料漏れを防止するためのシール部を形成する。
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】筒部における燃料透過を抑制すると共に強度を確保可能な燃料タンクを製造する燃料タンク製造方法と、筒部における燃料透過を抑制されると共に強度が確保された燃料タンクを得る。
【解決手段】燃料タンク12のポート部18における外側樹脂層22Aの厚みT1が、一般部32における外側樹脂層22Aの厚みT0よりも薄くなるようにポート部18を成形する。ポート部18の内側では、内側樹脂層22Cの実質的な厚みを厚くする筒部厚肉部34を形成する。
(もっと読む)
インキ組成物及びこれを用いた加飾シート
【課題】加飾成形品に優れた高硬度性及び耐スクラッチ性を付与すると同時に、より形状が複雑な成形品を得られる成形性を付与するインキ組成物及び該インキ組成物を用いた加飾シート、該加飾シートを用いた加飾成形品を提供することを課題とする。
【解決手段】電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基及びエポキシ基から選ばれる少なくとも一種を有するポリマー及びモノマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子とを含むインキ組成物であって、該ポリマーの配合量が該ポリマーと該モノマーとの合計に対して25質量%以上であり、該インキ組成物中の該反応性無機粒子の含有量が20〜60質量%であるインキ組成物、これを用いた加飾シート、該シートを用いた加飾成形品である。
(もっと読む)
インモールド成形方法とその装置
【課題】加飾性のフィルムが表面に一体成形された樹脂成形品を、高歩留まりで製造できるインモールド成形方法を提供することを目的とする。
【解決手段】第2空間116の範囲外のフィルム101を、第3,第4の摺動体111a,111bにて押さえ、その後、第2空間116の外周部と第3,第4の摺動体111a,111bとの間に配置されている第1,第2の摺動体と109a,109bにてフィルム101を変形させることで、フィルム101の皺を減少させる。金型を閉じたとき、第1入れ子104と第2入れ子115の合わせ面は、樹脂が流れ込まない隙間を設定しておき、射出成形が完了する直前に、第1〜第4の摺動体109a,109b,111a,111bによる押さえを開放させると、成形時に発生するフィルムの皺を、成形品の外周部に逃がして、皺が無い状態でフィルム101を成形品に転写する。
(もっと読む)
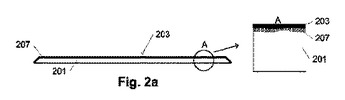
プリントを備える人間工学マット及びそのようなマットを作製する方法
直立作業姿勢にある人のための支持体としてのマットであり、マットは弾性ベース部分(201)を含み、更に、箔の頂層(203)が弾性ベース部分と少なくとも部分的に一体化され、プリントが箔の上に印刷される。本発明はそのようなマットを作製するための方法にも関する。
 (もっと読む)
(もっと読む)
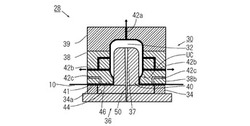
表示体およびその製造方法
【課題】小面積の表示部でも明るく照光させることができると共に、外表面での光反射を抑制して意匠性を高めた表示体を提供する。
【解決手段】表示体としての操作ノブ1は、導光体3の先部3aが樹脂ベース2を貫通して両者2,3が一体化されていると共に、樹脂ベース2の外面に被着されたインサートフィルム4の一部が導光体3の先端面を覆っており、フィルム4の第1および第2の表示部4a,4bが光源5,6の光で照光可能である。操作ノブ1を製造する際には、導光体3を装着した雄型7とインサートフィルム4を装着した雌型8とを型締めし、キャビティC内へ溶融樹脂10を射出充填することにより樹脂ベース2を成形する。その際、インサートフィルム4の外表面には、第1の表示部4aと対応する領域A1に導光体3を介して型締め力が付与されたことによるシボ加工が施され、かつ残余の領域A2,A3に溶融樹脂10の射出圧によるシボ加工が施される。
(もっと読む)
多層成形品の製造方法、及び、多層成形品の製造に用いる金型セット
【課題】意匠性を向上させた多層成形品の製造方法、及び、多層成形品の製造に用いられる金型セットを提供する
【解決手段】第2型にインサートシート5を配置し、第1型と当該第2型とを型締めして、インサートシート5と第1型との間に第1キャビティを形成する工程と、第1キャビティに第1樹脂を注入して表側樹脂層7を成形するとともに、インサートシート5の外周の一部に表側樹脂層7の外周から突出する突出片5aを形成する工程と、第3型3に表側樹脂層7が接するように表側樹脂層7及びインサートシート5を保持させつつ、第3型3と第4型4とを型締めして、インサートシート5と第4型4との間に第2キャビティ8を形成する工程と、突出片5aと第4型4とで挟まれた空間を介して第2キャビティ8に第2樹脂を注入して裏側樹脂層9を成形する工程とを備えた。
(もっと読む)
燐光体を内部に分散させた透明なプラスチック製シェル(shell)を具備する透過型光学要素およびその製造方法
【課題】透過型光学要素とは、別に燐光体被覆または燐光体含有封入剤を使用する必要がない発光素子の実装を提供すること。
【解決手段】透明のプラスチックおよび燐光体添加剤を含む溶融液体を鋳型に充填し、この溶融液体を凝固させて、燐光体が内部に分散した透過型光学要素を作製することによって、透過型光学要素が製造される。透過型光学要素は、燐光体が内部に分散されている透明のプラスチックから作製されたシェルを含む。燐光体はシェルの中に均一および/または不均一に分散され得る。
(もっと読む)
自己修復層付積層体及び成形体
【課題】自己修復性、耐擦傷性に優れ、かつ伸長性が高く真空成形やインモールド成形に適性を有する自己修復層付積層体とそれを用いた成形体を提供する。
【解決手段】樹脂基材の少なくとも一方の面に、応力緩和層と自己修復層とをこの順で積層した自己修復層付積層体において、該自己修復層は少なくとも軟質合成樹脂から構成され、該自己修復層に接する該応力緩和層のナノインデンテーションによる硬度Hが、自己修復層のナノインデンテーションによる硬度Hと同等または低いことを特徴とする自己修復層付積層体。
(もっと読む)
無機薄膜転写材及びその製造方法並びに無機薄膜付き成形品及びその製造方法
【課題】物品の表面に機能性微粒子層を埋没、転写させることにより十分な膜強度が得られる機能性微粒子膜を形成することができる無機薄膜転写材及びその製造方法を提供する。
【解決手段】仮支持体2上に、微粒子同士の間に空隙を有して吸着されている微粒子積層膜3を含む無機薄膜転写材1。仮支持体を(1)イオン性の表面電荷を有する微粒子の分散液または高分子電解質溶液からなるイオン性物質液に浸漬する工程と(2)上記微粒子の表面電荷又は高分子電解質の電荷と反対符号の表面電荷又は電荷を有する微粒子の分散液または上記微粒子の表面電荷又は高分子電解質の電荷と反対符号の表面電荷又は電荷を有する高分子電解質の溶液に浸漬する工程とを交互に行い、しかも微粒子の分散液への浸漬と高分子電解質溶液への浸漬を交互に行うことにより製造できる。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】薄い肉厚を有する成型品の端縁を被覆することができるインモールド加飾成形方法及び成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、第一成形金型で成形品の表面に貼付可能な貼付部及び貼付部の辺縁から内側方向へ傾斜された被覆部を備えるように加飾フィルムを予備成形するステップと、被覆部の貼付部から離れている辺縁に沿って加飾フィルムを切断するステップと、凹部が形成された雌型及び雄型からなる第二成形金型を提供し、加飾フィルムを雌型の凹部内に装着するステップと、雄型と雌型とを型閉めした後、雄型の金型分割面で加飾フィルムを押圧するステップと、成形空間部内に溶融樹脂を射出して、成形品の表面及び端縁を加飾フィルムに貼付させるステップと、雄型と雌型とを型開きして成形品を取り出すステップと、を備える。本発明は、該方法によって製造された成形品を更に提供する。
(もっと読む)
型内被覆成形方法及び型内被覆成形体
【課題】被覆膜厚を任意に制御でき、塗装欠陥のない均一な被覆膜を有する型内被覆成形体の成形方法を提供すること。
【解決手段】キャビティを形成した金型装置、型締め装置、射出装置、注入装置、キャビティ内への気体噴出装置を具備する成形装置を用いて、樹脂成形品の表面に被覆を施す型内被覆成形方法であって、
型締め装置によって型締めをされた金型装置のキャビティへ、射出装置により反応性樹脂を射出充填する第1工程、
反応性樹脂の硬化反応により成形体を得る第2工程、
キャビティ内に射出された樹脂の重合反応によって硬化収縮した状態で、キャビティ内の空間部の容積に対し40〜100%の容積の被覆剤を注入する第3工程、
被覆剤の注入完了後に成形体の裏面側から気体を噴出する第4工程、
被覆剤が硬化完了するまで被覆剤にかかる圧力が0Paよりも高い状態となるように被覆剤にかかる圧力を保持する第5工程
を有する型内被覆成形方法。
(もっと読む)
クォータードアガラスとクォーターウエザストリップの製造方法
【課題】生産性が高く、見栄えのよいクォータードアガラスとクォーターウエザストリップの製造方法の提供。
【解決手段】クォーター部材成形金型40は、ガラスキャビティー44と、ウエザストリップキャビティー43とが設けられる。ガラスキャビティー44に、ガラスダミー部材50と、ガラスダミー部材50の上にコーティング部材30を重ねては位置し、ウエザストリップキャビティー43内に、ガラスダミー部材50とコーティング部材30の外周部を突出させる。クォーターウエザストリップ20をガラスダミー部材50とコーティング部30材の外周を覆って形成する。ガラスダミー部材50を外し、ガラスキャビティー44へ合成樹脂を注入してクォータードアガラス6を成形したクォータードアガラス6とクォーターウエザストリップ20の製造方法である。
(もっと読む)
1 - 20 / 57
[ Back to top ]