
Fターム[4F206JB23]の内容
プラスチック等の射出成形 (77,100) | 射出成形の区分 (6,362) | 多種材料物品の成形 (1,620) | 多層化成形 (908) | 被覆 (219)
Fターム[4F206JB23]に分類される特許
1 - 20 / 219
金属部品の製造方法、及び複合成形体
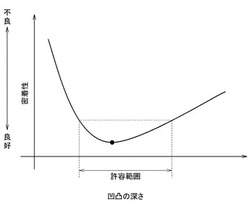
【課題】レーザーで金属部品の表面に粗面を形成して、金属部品と樹脂部品との密着性を向上させる技術において、さらに、金属部品と樹脂部品との密着性を向上させる技術を提供する。
【解決手段】レーザーで金属表面に粗面を並ぶように形成させて、樹脂部品と接合させる金属部品を製造する方法において、隣り合う粗面の間隔と粗面を形成する凹凸の深さとを調整する。より具体的には、隣り合う粗面の間隔を250μm以下に調整し、粗面を形成する凹凸の深さを50μm以下に調整する。
(もっと読む)
熱転写箔およびその製造方法

【課題】表面の高硬度性や立体形状追従性等に優れると同時に、ハードコート層とアンカーコート層、アンカーコート層と受容層の各層間の密着性を向上させた熱転写箔およびその製造方法の提供。
【解決手段】熱転写箔は、基材20と、該基材の一方の面上に、離型層30と、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成される、ハードコート層40と、50〜80質量%のアクリルポリオールと10〜30質量%の多官能イソシアネートが反応してなる樹脂を含んでなるアンカーコート層50と、熱可塑性樹脂を含んでなる受容層60とをこの順に有してなる。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法
【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
テープ搬送装置を備えた射出成形機
【課題】リール上のテープの残量を正確に把握することが可能な、リールから送り出される連続したテープに樹脂を射出して連続した成形品を成形する搬送装置を備えた射出成形機提供すること。
【解決手段】積算搬送量(実績値)は4500(mm)、テープ初期長さは5000(mm)、残量は500(mm)、搬送量(1サイクル)は25(mm)、残サイクル数は20ショット、サイクル時間(実績値)は10秒、残時間は200(秒)、テープ終了警告は300(mm)前が表示されているように、射出成形機の表示装置の表示画面に、積算搬送量(実績値)、テープ初期長さ設定値、残量、搬送量(1成形サイクル)、残サイクル数、サイクル時間(実績値)、残時間、テープ終了警告が表示され、金属テープ供給用リール40を取り替えたとき、積算搬送量、残量をリセットするリセットボタンも表示されるが、これらの表示内容は適宜取捨選択して表示してもよい。
(もっと読む)
プラスチック部材を有する金属ケースによる複合部品
【課題】本発明は、プラスチック部材を有する金属ケースによる複合部品を提供する。
【解決手段】内側面と、外側面と、を有する金属ケースと、物理的方式によって、前記金属ケースの前記内側面に成形される貼合面と、前記貼合面に対向して設けられる接着層と、射出成形によって、前記接着層に成形されるプラスチック部材と、を備える、プラスチック部材を有する金属ケースによる複合部品である。
(もっと読む)
金属ハウジングにプラスチック成型部材を接合する方法
【課題】金属ハウジングにプラスチック部材を接合する方法を提供する。
【解決手段】内面及び外面を有する金属ハウジング10を準備する。接合領域を形成するべく、金属ハウジング10の内面に物理的処理が施される。接合領域上に接着層が形成される。プラスチック射出成型により、接着層上にプラスチック成型部材12が形成される。
(もっと読む)
加湿および流体加温のための特定の適用による電気ヒーター
【課題】低コスト、製造の容易さ、重量の減少、および効率の向上を図る。
【解決手段】加熱部材72は導電回路を有する第一ポリマーフィルムを含み、導電回路は導電インク、第二ポリマーフィルム、及び/又は抵抗性又は導電性オーバーモールド材料を含み、第一ポリマーフィルムは成型品46の表面に成型され、成型品46は加湿器又は加湿器の構成品となり、インモールド加熱部材41は第一ポリマーフィルム表面に導電回路を設けるステップと、ポリマーフィルムの非プリント面が金型に隣接するよう第一ポリマーフィルムを金型に置くステップと、第一ポリマーフィルムが成型品の少なくとも1つの表面に組み込まれるよう成型樹脂を挿入するステップとを含む。
(もっと読む)
転写用ポリエステルフィルム
【課題】優れた艶消し外観を成形品表面に付与できると共に、表面の光沢度均一性も良好な成形品が得られ、しかも転写用として良好な離型性をも兼備した転写用ポリエステルフィルムを提供すること。
【解決手段】艶消し層と支持層とからなる転写用ポリエステルフィルムであって、該艶消し層は平均粒子径が1〜10μmの粒子を5〜20重量%と、融点が70〜140℃のワックスを0.5〜2.0重量%含有し、艶消し層の厚みは含有する粒子の平均粒子径より大きく、かつ、艶消し層に対する支持層の厚み比率が3以上である転写用ポリエステルフィルムにより達成される。
(もっと読む)
樹脂成形品の製造方法
【課題】第1層及び第2層を射出成形によって製造する場合において、第2層の端末処理作業を廃止することができる樹脂成形品の製造方法を提供する。
【解決手段】第1型40と第2型50とを型閉じするとともに、第1型側段部44に対して第1中子60に形成された第1中子側突部62が嵌合された状態とすることで、基材成形空間15を形成する第1型閉じ工程と、基材成形空間15に樹脂を射出して基材11を成形する第1層成形工程と、第1型40と第2型50とを型開きする型開き工程と、第1型40と、第3型70とを対向配置させる型配置工程と、第1型40と第3型70とを型閉じすることで、本体部成形空間25Aを形成するとともに、第2中子80を当接させて折返部成形空間25Bを形成する第2型閉じ工程と、本体部成形空間25A及び折返部成形空間25Bに樹脂を射出して表皮材21を成形する第2層成形工程と、を備えることを特徴とする。
(もっと読む)
インサート成形品、電子機器およびインサート成形方法
【課題】インサート板金の変形を抑制しながら、樹脂成形不良が発生するのを抑制することが可能なインサート成形品を提供する。
【解決手段】この前面筐体10(インサート成形品)は、凹部または貫通孔43が設けられたインサート板金40と、インサート板金40の凹部または貫通孔43を取り囲むように形成された樹脂部材50とを備え、樹脂部材50の表面からインサート板金40の凹部または貫通孔43の内部に到達する穴部13が形成されている。
(もっと読む)
歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法
【課題】バリによる成形不良の発生を抑制することができ、生産性の向上を図ることが可能となる歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法を提供する。
【解決手段】歯車状部材に樹脂成形部を成形する樹脂成形品の製造方法であって、
歯車状部材が連結部を介して基材に穿設された金属シートを、可動金型と固定金型に形成されたキャビティに合わせて金型の分割面に略平行に配置する工程と、
可動金型と前記固定金型を型締めしてキャビティに樹脂を充填し、歯車状部材の一部が樹脂で埋設するように射出成形して、歯車状部材と樹脂が一体化した射出成形部を有する成形品を成形する工程と、
金型を開いて該金型から金属シートを取り出す際に、
可動駒に嵌合挿入されたエジェクタピンによって樹脂が一体化した射出成形部と接触することなく、歯車状部材と基材とを同時に加圧して金属シートを突き出す工程と、を有する。
(もっと読む)
半導体装置の製造方法
【課題】成形金型を用いた半導体装置の樹脂封止方法としてのトランスファモールド方式においては、キャビティ部の容積に相当する樹脂量だけでなく、ランナ部に充填される樹脂量も含めた樹脂材料を準備しなければならない。なお、ランナ部に形成された樹脂体は、最終的には完成品から切り離されるため、使用する樹脂材料に無駄が生じる。
【解決手段】本願発明は、多数の単位デバイス領域を有する平面状基体をその各単位デバイス領域は、上金型および下金型間に形成される多数のモールドキャビティに対応するように、両金型間に収容して、各単位デバイス領域を樹脂封止する半導体装置の製造方法に於いて、各モールドキャビティに対応する部分に、樹脂タブレット供給して、ポット部を含む各モールドキャビティの少なくとも一部の厚さを減少させることにより、樹脂封止を実行するものである。
(もっと読む)
アクリル樹脂シートと織物状物を一体化した複合三次元成形物、並びにその製造方法
【課題】 現在、市場に於いてモバイル機器の筐体、自動車内装部材等の成形物に、プラスチックシートと織編み物等の織物状物を複合一体化して作成された複合シートを使用して作成された複合三次元成形物は商品化されていない。近年パソコン、携帯電話等のモバイル機器筐体、ドアートリム等の自動車内装部材に於いて外観デザインの多様化が顕著となり、当該企業間での同類製品の差別化ニーズが高まってきた。本発明はこのような市場ニーズに対応し、従来のプラスチック単体では表現出来なかった織編み物等の織物状物を使用した複合三次元成形物を提供する。
【解決手段】 メタクリル樹脂とアクリルゴムの混合ポリマーによる薄手の透明硬質アクリル樹脂シートを第一層にして、アクリルエマルジョン又は、ウレタン系エマルジョンをあらかじめ全体に含浸脱気加工した織物状物を第三層として、アクリル又はウレタン系又はEVA系の無溶剤タイプ熱可塑性接着剤を塗工し第二層として積層一体化した複合シートを作成し、インサート成形又はインモールド成形することにより、織物状物の質感を活かしながら従来のプラスチック製の製品と同様の取り扱い性、並びに品質、物性を有する複合三次元成形物の製品化を可能とする。さらには、ジャカード織物等の厚みのある複雑な織物状物を、エアーの混入を防ぎ、且つその質感を活かした複合三次元成形物を得るために、接着加工前に所定の樹脂含浸加工を施して複合シートを作成することを特徴とする。次いで、透明硬質アクリル樹脂シートの表面に成形可能なプレキュアーコートを施すことにより表面の耐アルコール性、耐擦傷性等の品質面の改良を行い、より実用性の高い複合三次元成形物を提供する。
(もっと読む)
樹脂成形体の化粧料及び化粧フィルム並びに樹脂成形体及び表面改質方法
【課題】指の引っ掛かりがなく、かつしっとりしたソフトタッチ感(スウェード調)を樹脂成形体に簡便に付与できる化粧料を提供する。
【解決手段】熱可塑性ポリウレタンエラストマー、ポリウレタン粒子及びウレタン(メタ)アクリレートを含む化粧料を調製する。前記ポリウレタン粒子は、架橋ポリウレタンで形成され、1MPa以下の10%圧縮強度及び50%以上の変形回復率を有していてもよい。前記ウレタン(メタ)アクリレートと前記熱可塑性ポリウレタンエラストマーとの割合(重量比)が、前者/後者=1/90〜70/30であってもよい。この化粧料は、基材の上に塗布した後に硬化して化粧フィルムとしてもよい。この化粧フィルムは、樹脂成形体の表面を改質するために用いられる。
(もっと読む)
表面機能層を有する車載用パネル部材
【課題】表面機能層を有する車載用パネル部材を提供する。
【解決手段】厚みが0.05〜2mm、融点が220℃以上、200℃での収縮率が5%〜40%であるキャリアフィルムの表面に機能層が設けられ、かつ機能層側の表面に熱硬化性接着層が設けられた機能層を有するフィルム6を、一方の金型と他方の金型との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂組成物5を射出する工程および成形体よりフィルムを剥がす工程を含む、方法により、表面に機能層を付与された樹脂成形体よりなる車載用パネル部材7を成形する。
(もっと読む)
ハードコート層を兼ね備えたエンボス層を有するインモールド用転写箔、該転写箔の製造方法および射出成形品
【課題】意匠性および物性に優れ、ハードコートおよびエンボスを有するインモールド用転写箔、および該転写箔の製造方法、およびそれらを用いた成型形品を提供すること。
【解決手段】基材上に、離型層、ハードコート層を兼ね備えたエンボス層、印刷層および接着層を順次積層させてなることを特徴とするインモールド用転写箔。
さらに、インモールド用転写箔が、さらにプライマー層および/または反射層を、ハードコート層を兼ね備えたエンボス層と接着層との間に有することを特徴とするインモールド用転写箔。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】電子部品9の樹脂封止成形装置の大型化を抑え、樹脂成形品の品質向上と生産性を向上させ、更に、樹脂材料16の歩留まりを向上させる。
【解決手段】成形装置を上型6と下型7及び中間型5とを含む三型構造とし、上型6と中間型5との接合面に複数枚の樹脂封止前基板8を同時に並設してセットさせる基板セット部5dを構成する。また、上型に上型キャビティ6aを設け、中間型5に下型キャビティ5bを設け、下型キャビティ5bに中間型5の下面に連通するゲート5cを穿設する。更に、下型7の外周に下型嵌合ブロック11を嵌装させて下型7の上面と下型嵌合ブロック11の内周面とにより樹脂材料供給部12を構成する。樹脂材料供給部12内の溶融樹脂材料はゲート5cを通して上下両キャビティ5b・6a内に、直接、加圧移送する。
(もっと読む)
インサート成形金型、シート供給装置およびインサート成形物の製造方法
【課題】深絞りが要求されるインサート成形を実施するにあたり、金型内で賦形可能であり、かつインサート成形時に打痕を発生させないためのインサート成形金型、シート供給装置およびインサート成形物の製造方法を提供する。
【解決手段】B金型のキャビティ形成面に一対のエア供給部とエア吸引部とを備え、かつ前記B金型のキャビティ形成面の周囲に、前記エア供給部および前記エア吸引部とは独立した真空吸引口を設けた真空吸引溝が掘られており、前記真空吸引溝とキャビティ形成面とはエア流路で連結されているインサート成形金型と、B金型に対向する位置に加飾シートを保持し、前記加飾シートを加熱することができるシート供給装置とを備える。
(もっと読む)
1 - 20 / 219
[ Back to top ]