
Fターム[4F206JE16]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料の前処理、コンディショニング (196) | 機械的処理 (38)
Fターム[4F206JE16]に分類される特許
1 - 20 / 38
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
樹脂ペレットの洗浄方法

【課題】フィッシュアイ等の欠陥の発生を低減させることができる樹脂ペレットの洗浄方法を提供すること。
【解決手段】
樹脂フィルムまたは樹脂シートの製造方法は、樹脂ペレットを洗浄する工程と、洗浄した樹脂ペレットをもちいて樹脂フィルムまたは樹脂シートを成形する工程とを含む。樹脂ペレットを洗浄する工程は、樹脂ペレットと、水とを第一の筒体内に導入する工程と、第一の筒体の排出口に向けて前記樹脂ペレットと前記水とを搬送しながら、水流により樹脂ペレット表面から異物を除去して樹脂ペレットを洗浄する工程とを含む。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
樹脂封止装置
【課題】予備成形樹脂の金型への搭載を常に良好に行なう。
【解決手段】予備成形樹脂12を吸着・保持可能な吸着部93を備えると共に予備成形樹脂12を金型21、22内へと搬送する樹脂投入ハンド(搬送機構)75と、吸着部93を冷却する冷却ステージ(冷却手段)99と、を備え、予備成形樹脂12を冷却可能な状態で金型内に載置する。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、(a)C=Oと、NH及びOから選ばれる官能基とを分子内に有する環状化合物、(b)C=Oを分子内に有する環状化合物と、NH、S及びOから選ばれる官能基を分子内に有する環状化合物との混合物、(c)置換されていてもよく、金属を含んでいてもよいフタロシアニン化合物、及び(d)置換されていてもよいポルフィリン化合物からなる群から選ばれる少なくとも1種の有機顔料を含む有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、カルボヒドラジド類、メラミン化合物、ウラシル類及びN−置換尿素類からなる群から選ばれる少なくとも1種の有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
熱可塑性組成物の製造方法及び成形体の製造方法
【課題】植物性材料を50〜95質量%と多く含有しながら優れた流動性を有し、射出成形に適した熱可塑性組成物の製造方法及びこれを用いた成形体の製造方法を提供する。
【解決手段】本組成物の製造方法は、植物性材料(ケナフ繊維等)と熱可塑性樹脂(PP等)とを含有し、その合計を100質量%とした場合に植物性材料を50〜95質量%含有する方法であって、植物性材料202と柔軟剤201とを接触させて植物性材料に柔軟剤を付着させる柔軟剤処理工程と、混合溶融装置1を用いて熱可塑性樹脂を溶融させながら柔軟剤が付着された植物性材料と混合する混合工程と、得られた混合物を押し固めてペレットを得るペレット化工程と、をこの順に備える。本成形体の製造方法は前記得られた熱可塑性組成物を射出成形して成形体を得る。
(もっと読む)
ポリアミド樹脂成形品の製造方法
【課題】ポリアミド樹脂および無機充填材を含む原料を直接、射出成形機に投入し、そのまま射出成形するポリアミド樹脂成形品の製造方法において、外観不良や流動性不良、機械特性の低下がないポリアミド樹脂成形品の製造方法を提供する。
【解決手段】ポリアミド樹脂(A)および無機充填材(B)を含む原料を射出成形機に直接供給し、射出成形機内で溶融混練後、射出成形して成形品を得るポリアミド樹脂成形品の製造方法であり、前記ポリアミド樹脂(A)が、水分率が0.2重量%以下であり、かつアミノ基濃度が4.0×10−5〜5.7×10−5eq/gであることを特徴とする。
(もっと読む)
炭素成形体の製造方法
【課題】射出成形時の成形材料の流動に伴う成形体の異方性を低減して焼成時の収縮による歪みを抑制し、焼成時の収縮異方性が小さく、物性の異方性を低減化した炭素成形体の製造方法を提供すること。
【解決手段】有機化合物或いは合成樹脂化合物を0.01〜5重量部添加した炭素粉末を機械的摩砕処理して粒子表面を平滑にし、該炭素粉末100重量部と、残炭率40%以上の熱硬化性樹脂固形分10〜40重量部を溶解した樹脂溶液と混合、混練し、乾燥後、粉砕した成形粉を、射出成形、射出圧縮成形或いはトランスファ成形により成形し、得られた成形体を180〜280℃の温度で硬化処理し、次いで、非酸化性雰囲気下800℃以上の温度で焼成処理することを特徴とする。
(もっと読む)
合成樹脂材料を射出成形する方法及び装置
本発明は、被処理合成樹脂原材料が、溶融温度より低い温度で収容容器内で加熱されながら、絶えず、混合されることにより、同時に結晶化され、乾燥され、及び/又は清浄化され、及び/又は固有の粘度が上げられる、前処理をまず受ける合成樹脂材料を射出成形する方法及び装置に関する。本発明によれば、こうして前処理された合成樹脂材料は、ハウジング(17)内で回転し、ハウジング内で軸線方向に移動可能であり、及び/又はピストンとして作動するスクリュ(16)を備えるスクリュ型射出成形装置(10)に送り込まれ、スクリュにより可塑化され、例えばプレフォームのような成形品として成形される。 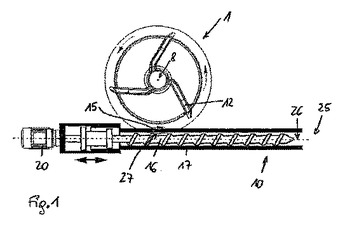 (もっと読む)
(もっと読む)
眼鏡レンズ
【課題】工業的に射出成型生産可能な、高屈折率、低アッベ数、低複屈折、高透明性を有する眼鏡レンズを提供する。
【解決手段】2,2-ビス(4-ヒドロキシフェニル)プロパン由来の構造単位を90mol%以上含有するポリカーボネート樹脂であって、該樹脂の光線d線(波長587.6nm)における屈折率が1.582〜1.588であり、該樹脂のアッベ数が30以上35以下であり、重量平均分子量が15,000〜35,000であるポリカーボネート樹脂(A)と、スチレンと無水マレイン酸との共重合により得られるスチレン樹脂であって、無水マレイン酸由来の構造単位を3〜18mol%含有し、該樹脂の光線d線(波長587.6nm)における屈折率が1.582〜1.588であり、該樹脂のアッベ数が30以上35以下であり、重量平均分子量が40,000〜400,000であるスチレン樹脂(B)を含有し、且つポリカーボネート樹脂(A)とスチレン樹脂(B)との重量比(A/B)が40/60〜70/30の範囲である樹脂組成物からなる眼鏡レンズであって、一個あたりの光軸方向の厚みが0.01mm〜30mmであり、且つ該体積が0.0001cm3〜25.0cm3である眼鏡レンズ。
(もっと読む)
射出成形装置
【課題】光学的に均一な光学レンズを得ることが可能な射出成形装置を提供する。
【解決手段】射出成形装置1は、液状シリコーン基剤及び硬化剤を事前に十分混合攪拌して均一になるように処理された液状シリコーン樹脂を供給する供給部2と、液状シリコーン樹脂を搬送する搬送部3と、搬送部3により搬送された液状シリコーン樹脂を射出する射出部4と、射出部4により射出された液状シリコーン樹脂で成形体を形成する成形部5と、を備えている。供給部2は、液状シリコーン樹脂を冷却して温度制御する機能を持つジャケット23を有する。搬送部3も、同じ機能を持つジャケット34を有する。射出部4もまた、同じ機能を持つジャケット46を有する。
(もっと読む)
アウトサート成形品及びその製造方法
【課題】閉塞部材をバイオプラスチックで成形しても、破損することなく確実に基板の開口部に取付けることができるアウトサート成形品及びその製造方法を提供する。
【解決手段】扉11に形成された開口部15を塞ぐ閉塞部材22は、扉11の正面に位置し開口部15を塞ぐ蓋部26と、開口部15を通って扉11の開口部縁部15aを挟む挟持部27と、挟持部27から突出する突起部28とを有している。閉塞部材22は、木質系材料と樹脂材料とを混合してなるバイオプラスチックからなり、この閉塞部材22及び扉11は、アウトサート成形で成形される。
(もっと読む)
光学積層成型品
【課題】 サングラスレンズ、スポーツゴーグル用レンズ、矯正用レンズ等に用いられる光学用積層成型品であって、従来の染色、樹脂着色による着色を素材フィルムに印刷技術を応用することで小ロット、多様化に対応できる偏光性能を有する光学積層成型品を提供する。
【解決手段】 偏光フィルムの両面に接着剤層を介してセルローストリアセテートフィルムを貼着して得た偏光シートの片面、もしくは偏光シートとレンズ成型用樹脂とを融着させるために用いるプラスチックフィルムの偏光シートとの接着側面、もしくは偏光シートとプラスチックフィルムを接着積層した後の偏光シートのセルローストリアセテートフィルム面に透明着色剤よりなる透明インクを用いてカラー印刷を施し、このそれぞれの手段で印刷により着色された素材を用いて得られた積層シートを偏光シート側が外面、プラスチックフィルム側が内面となるように目的の形状に熱曲げ加工し、これを成型型内に挿入し、プラスチックフィルム側に、該フィルムと融着するレンズ成型用樹脂材料を射出成型することにより種々のカラー、デザインに対応された偏光性能を有する光学積層成型品を得る。
(もっと読む)
二次加工処理された合成繊維織物のリサイクル方法及びその装置
【課題】装置の損傷や有毒ガスの発生を抑え、二次加工処理された合成繊維織物のリサイクルを可能し、種々の成形品を成形が可能な樹脂をリサイクルする装置及び方法を提供する。
【解決手段】二次加工処理された合成繊維織物を第1射出成形機1で溶融し、再生ポリエチレンテレフタレート及び樹脂改質剤とを含むPET混合物を第2射出成形機2で溶融し、第2成形機2から溶融した混合物を第1射出成形機1に混入して、溶融した合成繊維織物とPET混合物とを混合し、再生合成樹脂を成形すると共に、フィルタ33を介して第1射出成形機1内のガスを排出し、第2射出成形機2内のガスを排出する二次加工処理された合成繊維織物のリサイクル方法とする。
(もっと読む)
再生材の製造方法
【課題】レジンの廃棄物を再生利用することができる再生材を製造する方法を提供する。
【解決手段】不飽和ポリエステルを主成分とした熱硬化樹脂を用いてモールド成形するときに発生したレジン廃棄物から再生材を製造するものであって、レジン廃棄物を粉砕する工程と、調合剤を混入する工程と、さらに細かく粉砕する工程とよりなる。
(もっと読む)
射出成形樹脂の製造方法、射出成形樹脂、成型物、酢酸成分の抽出方法。
【課題】 加圧加熱水を利用して、木材等を原料に射出成型用の熱可塑性樹脂を生成すること。
【解決手段】木材等の植物片と、リグニン又はポリプロピレン等の熱可塑性の樹脂を所定の割合で混合し、前記植物片および混成用樹脂の混合物を、高サイクルで繰り返し圧縮することによって繰り返し衝突を行わせ、前記圧縮および衝突によるエネルギーによって前記混成用樹脂を溶融させるとともに、混合物中に含まれる水を亜臨界若しくは亜臨界に近い状態にまで活性化し、前記活性化した水の性質によって、植物片に含まれる高分子の多糖体であるセルロースを低分子化するとともにセルロースに結合しているリグニンを分離し、前記圧縮および衝突の緩和によって水の活性化を停止しつつ前記低分子化したセルロースと前記分離したリグニンおよび前記混成用樹脂に含まれるリグニンおよび熱可塑性の樹脂とを結合させること。
(もっと読む)
樹脂成形体及びその製造方法
【課題】脂肪族ポリエステルと難燃剤とフィラーとを含む成形材料を直接成形法により成形するに際し、得られる樹脂成形体における燃焼痕の発生を十分に抑制することが可能な樹脂成形体の製造方法、並びに該製造方法により得られる樹脂成形体を提供すること。
【解決手段】難燃剤又はフィラーの一方と粉末状の脂肪族ポリエステルとを混合し、その混合物と、難燃剤又はフィラーの他方あるいは難燃剤又はフィラーの他方と粉末状の脂肪族ポリエステルとを更に混合し、得られた混合物を直接成形法により成形する。
(もっと読む)
非発泡成形体の製造方法及び非発泡成形体
【課題】微量の二酸化炭素及び/又は窒素を含浸させた非晶性熱可塑性樹脂を射出成形することにより、非発泡成形体を効率的に製造する方法、及びその非発泡成形体を提供する。
【解決手段】非晶性熱可塑性樹脂に、二酸化炭素を0.3〜3.0質量%及び/又は窒素を0.05〜1.0質量%含浸させた後、得られた二酸化炭素及び/又は窒素の含浸樹脂を、射出成形機のシリンダーの最上流部に供給して成形することを特徴とする非発泡成形体の製造方法、及びその方法により得られた非発泡成形体である。
(もっと読む)
射出成形用再生塩化ビニル系樹脂組成物およびそれを用いた大型薄肉射出成形体
【課題】再生塩化ビニル系樹脂を含有しながらも強度と射出成形性のバランスがよく、低コスト化が図れる樹脂組成物を提供し、該樹脂組成物を射出成形してなる低コストの大型薄肉射出成形体を提供する。
【解決手段】上記樹脂組成物を、(A)平均重合度900〜3000の再生塩化ビニル系樹脂と、(B)平均重合度が300〜800であって、かつ再生塩化ビニル系樹脂成分(A)の平均重合度より100以上小さい塩化ビニル系樹脂及び/又は再生塩化ビニル系樹脂とからなり、かつ(A)と(B)との配合割合が、質量基準で1:9〜9:1であるものとする。組成物全体の平均重合度は450〜950とするのが好ましい。
(もっと読む)
1 - 20 / 38
[ Back to top ]