
Fターム[4F206JM05]の内容
プラスチック等の射出成形 (77,100) | 成形操作−成形サイクル上の工程 (2,537) | 保圧工程(金型内賦形工程) (442)
Fターム[4F206JM05]に分類される特許
81 - 100 / 442
金型を使う成形品の製造方法および金型装置
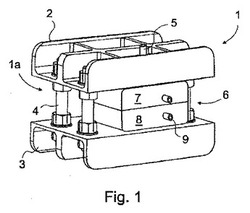
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
液状付加硬化型シリコーンゴム組成物の射出成形方法及びその成形品
【課題】成形不良を低減し得るオープンゲート方式の金型による液状付加硬化型シリコーンゴム組成物の射出成形方法及び該方法により製造されるシリコーンゴム成形品を提供する。
【解決手段】オープンゲート方式の金型内に液状付加硬化型シリコーンゴム組成物を射出し、加熱硬化するシリコーンゴムの射出成形方法において、
(i)23℃におけるせん断速度10S-1の粘度aとせん断速度100S-1の粘度bの比(a/b)が2.5以上の流動性を有する液状付加硬化型シリコーンゴム組成物をオープンゲート方式の金型内に射出する工程、
(ii)次に脱圧する工程
を有することを特徴とするシリコーンゴムの射出成形方法。
(もっと読む)
型内被覆方法

【課題】 特殊な設備、金型を用いなくても被覆材と樹脂成形品の密着性を高めることができる型内被覆方法を提供する。
【解決手段】 金型1,2内に被覆材4を注入し、樹脂成形品6の表面6aを被覆する型内被覆方法であって、所定量の被覆材4をキャビティ7内に注入する定量注入工程と、この定量注入工程において得られたキャビティ7内の圧力が所定値PL以上に維持されるよう被覆材4をキャビティ7内に注入する保圧注入工程を備えた。
(もっと読む)
発泡体の製造方法及び製造装置
【課題】微細気泡を有し、高強度な発泡体を成形する方法及びそれに用いられる発泡体の製造装置を提供する。
【解決手段】発泡体の製造方法は、キャビティに溶融樹脂を充填する充填工程と、溶融樹脂が充填されたキャビティに気体を注入する気体注入工程と、キャビティの気体をキャビティ外に排出することにより、気体が注入されたキャビティを減圧する減圧工程と、減圧工程が終了した後に、溶融樹脂を発泡させる発泡工程とを備えている。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品内のエア残りを低減し、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内にエアを注入し続ける。そして、発泡樹脂材料Mを製品キャビティC内に射出充填した後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作して、金型外周に配置したシール部70から外部にエアを排出することにより、製品内のエア残りを解消でき、外観不良をなくすとともに、隣接部品との合わせ精度を高める。
(もっと読む)
成形方法及びヒケなし限界保圧値の判断方法
【課題】ヒケの発生を抑制する適切な保圧値の設定が簡単にできる成形方法を提供すること。
【解決手段】予めヒケの生じない最小許容保圧値P1を特定し、その最小許容保圧値P1に基づいて成形保圧値Pxを決定することにより、成形の際にヒケの発生を防ぐ適切な保圧を簡単に決定することができる。これにより、レンズOLの複数取り等の量産の場合でも、面形状の劣化を防止しつつ成形保圧値Pxを的確に決定することができる。つまり、保圧のかけすぎで面形状が変形することによる光学性能の劣化を防止することができる。また、ヒケが生じない保圧値であるが、ヒケが発生する保圧値に近い場合に量産中に生じる突発的なヒケを防止することができる。
(もっと読む)
レンズ製造方法
【課題】製造装置の大掛かりな変更や、樹脂材料自体の組成変更などを行わずに、樹脂製のレンズの耐熱性を向上させるレンズ製造方法を提供すること。
【解決手段】予めヒケの生じない最小許容保圧値P1を特定し、その最小許容保圧値P1に基づいて成形保圧値Pxを決定することにより、成形の際にヒケの発生を防ぐ適切な保圧を簡単に決定することができる。これにより、光学特性を満足しつつ、耐熱性がよい成形品MPを成形することができる。
(もっと読む)
射出成形装置、成形品、および射出成形方法
【課題】滞留時間の変動によって溶融樹脂の物性が変化した場合においてもショットごとのキャビティの内圧のばらつきを抑制して、成形品の品質を向上させることが可能な構成の射出成形装置を提供する。
【解決手段】先端部に金型10内のキャビティ13に連通するノズル部22が設けられたシリンダ21と、加熱シリンダ21内に収容されたスクリュー30と、スクリュー30を加熱シリンダ21内で進退駆動する射出駆動機構50とを備え、スクリュー30を進退移動させることにより、シリンダ21内に供給され加熱溶融されて滞留する溶融樹脂をノズル部22からキャビティ13内に射出して、キャビティ13内に射出された溶融樹脂に対して保圧力を付与することにより、所要の成形品を成形する射出成形装置1であって、シリンダ21内における溶融樹脂の滞留時間を計測するとともに、この滞留時間に応じて算出される保圧力をキャビティ13内の溶融樹脂に付与するようにスクリュー30の進退移動を制御する制御装置60を有して構成される。
(もっと読む)
射出成形機
【課題】成形品1個あたりのエネルギー消費量と放熱量の削減と、装置の価格の低減または装置の価格の増加をなるべく抑えた射出成形機を提供する。
【解決手段】射出装置16の加熱筒22内で材料を溶融し、溶融した材料を成形金型13A,13B,13Cのキャビティ内で固化させて成形品を成形する射出成形機11において、誘導加熱装置29を備えた加熱筒22と、加熱筒22の数よりも多い成形金型13A,13B,13Cまたは加熱筒22の数よりも多い注入孔14A,14B,14Cを配設することにより成形品1個あたりのエネルギー消費量と放熱量の削減と、装置価格の低減または装置価格の増加抑制を図る。
(もっと読む)
射出成形機の制御装置
【課題】逆流防止装置を備えていないスクリュや、逆流防止装置があるものの逆流防止弁等の摩耗などによってその機能が低下した状態にある射出成形機においても、さらにいかなる粘度の成形材料においても、射出保圧時の樹脂充填を安定させることができる射出成形機の制御装置を得ることや、バックフローや過剰射出させる事無く計量された樹脂を安定して射出することができる制御装置を得ること。
【解決手段】射出開始か否か判断し、射出開始まで待ち、射出開始の場合には、ステップSA2に移行する(SA1)。負荷トルク指令値DCMDを読み出し、負荷トルク帰還値DFBを検出し、スクリュの回転速度指令値Vを計算する(SA2〜SA4)。回転速度指令値Vに従ってスクリュを回転制御し、保圧完了か否か判断し保圧完了でなければステップSA2に戻り処理を継続し、保圧完了であれば、計量と成形品の取り出し処理を行い1サイクルを終了する(SA5〜SA7)。
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】小型の電子部品12を薄型の樹脂パッケージ17内に封止成形する場合において、成形キャビティ16内における樹脂未充填状態の発生を防止すると共に、成形キャビティ16内の溶融樹脂材料141 に対して適正な樹脂圧を加え且つ均等厚みTの薄型樹脂パッケージ17を高精度に成形することができる電子部品の樹脂封止成形方法とその装置を提供する。
【解決手段】成形キャビティ16内への樹脂充填時にキャビティブロック602 を後退移動してキャビティ容量を増加することにより成形キャビティ16内への樹脂充填作用をスムーズに行う。また、薄型樹脂パッケージ17の成形時にはキャビティブロック602 を前進移動させ且つ該キャビティブロックの移動位置を高精度に制御することにより成形キャビティ16内の溶融樹脂材料141 に適正な樹脂圧を加えると共に、小型の電子部品12を均等厚みTの薄型樹脂パッケージ17内に封止成形する。
(もっと読む)
燃料電池のセルのガスケット成形用金型、燃料電池の製造方法、および燃料電池
【課題】簡単な構成で、各セルを構成する燃料電池構成部品とセパレータの厚さのバラツキに影響されず、締結時と同じ荷重を燃料電池構成部品に付与して均一な締め代のガスケットを、不要部を発生させることなく成形することができる燃料電池のセルのガスケット成形用金型を提供する。
【解決手段】ガスケット成形用金型1は、第1の金型11と第2の金型12とを含んでおり、燃料電池構成部品2に対して荷重を付与する荷重付与部15と、第1の金型11と第2の金型12により形成されるキャビティ13内に突出してガスケット6の内周側壁を成形する突出部17とを有しており、型締時にセパレータ3の表面のマニホールド孔3hの周囲との間に介在する弾性体7が突出部17の先端面17aに設けられている。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡樹脂成形品の局所的な強度低下を回避する。
【解決手段】成形方法は、成形型4内において区画形成されるキャビティ27内に、溶融発泡性樹脂70を射出供給する供給工程と、成形型4を型開き方向に移動させてキャビティ27内の溶融発泡性樹脂70を発泡させる発泡工程と、成形型4の移動完了後に、溶融発泡性樹脂70を固化させて発泡樹脂成形品を成形する成形工程と、を含む。発泡工程では、ウエルド発生部(発泡樹脂成形品のウエルド部分に対応する部分)23の溶融発泡性樹脂70を一旦加圧した後に、成形型4を型開き方向へ移動させて溶融発泡性樹脂70の発泡を開始する。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】カウンタープレッシャー工法を使用した発泡樹脂成形品の成形方法並びに成形装置であって、中接部等、余剰ガスが滞留し易い箇所のガスを完全に抜気することで、発泡樹脂成形品における外観不良を解消する。
【解決手段】可動側金型30と固定側金型40とを型締めして、キャビティCを画成し、ブロー・バキューム機構50からガスをキャビティC内に注入してキャビティCの内圧を高めることで発泡樹脂材料Mの発泡反応を抑え、射出充填後、可動側金型30を寸開操作させるとともに、ブロー・バキューム機構50を通じてキャビティCの余剰ガスを型外に抜気する際、中接部等、余剰ガスが滞留し易い箇所に設けた中接部専用バキューム機構60から強制的に抜気することで、発泡樹脂材料Mの発泡時におけるキャビティCの内圧を一定に維持することにより外観不良をなくす。
(もっと読む)
樹脂スタンパー、その製造方法
【課題】寿命の長い樹脂スタンパーを形成する。
【解決手段】第1次型締め力で型締めを行った後、第1の型締め力に対し1/7ないし1/25の第2次型締め力で型締めを行なって、熱硬化性樹脂を2段階で加圧する。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】発泡樹脂成形品の局所的な強度低下を回避する。
【解決手段】成形方法は、成形型4内において区画形成されるキャビティ27内に、溶融発泡性樹脂70を射出供給する供給工程と、成形型4を型開き方向に移動させてキャビティ27内の溶融発泡性樹脂70を発泡させる発泡工程と、成形型4の移動完了後に、溶融発泡性樹脂70を固化させて発泡樹脂成形品を成形する成形工程と、を含む。発泡工程では、ウエルド発生部23(発泡樹脂成形品のウエルド部分に対応する部分)に隣接する周囲部の型開き方向への移動を開始した後、所定の遅れ時間経過後に、ウエルド発生部23の型開き方向への移動を開始する。
(もっと読む)
熱硬化性樹脂発泡成形体の製造方法およびそれにより得られる発泡成形体
【課題】熱硬化性発泡成形体の製造方法を提供することであって、特に、発泡状態の優れた熱硬化性発泡成形体の製造方法を提供すること。
【解決手段】射出成形またはトランスファ成形によって熱硬化性樹脂発泡成形体を製造する方法であって、(i)金型内部を溶融化した熱硬化性樹脂原料で満たす工程、(ii)熱硬化性樹脂原料に含まれるガス成分を超臨界状態にする工程、(iii)金型の内部空間を増加させることによって、熱硬化性樹脂原料内にて発泡を生じさせる工程を含んで成る製造方法。
(もっと読む)
発泡成形品の製造方法
【課題】玉縁形状を有する発泡成形品を金型の製造コストをかけることなく生産性よく製造することができる発泡成形品の製造方法を提供する。
【解決手段】金型キャビティ内に発泡性樹脂組成物を充填したのち、移動型をコアバックさせて発泡性樹脂組成物を金型内で発泡させる工程を備え、成形品本体周縁部から金型のパーティングラインに交差する方向に突出するリブ状のフランジ部を有する発泡成形品の製造方法であって、金型キャビティのフランジ部形成部を、フランジ部形成部先端の厚み方向の一側に鋭角なコーナー部を有し、このコーナー部がフランジ部形成部の厚み方向他側より金型の外側に配置され、コーナー部の先端縁が金型のパーティングラインに一致するとともに、フランジ部形成部の先端面が前記コーナー部から徐々にフランジ部形成部の基端側に近づく傾斜面に形成した金型を用い、金型キャビティ内に充填された発泡性樹脂組成物の前記傾斜面に対応する部位を玉縁状に膨出させるようにした。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】ポリ乳酸の結晶化速度、結晶化度を向上させることが可能で、かつ優れた透明性を保持し、耐ブリード性、耐衝撃性、耐熱性、成形加工性にも優れるポリ乳酸樹脂組成物、ならびに当該樹脂組成物を用いたポリ乳酸樹脂成形体及びその製造方法を提供する。
【解決手段】ポリ乳酸(A)と、ポリ乳酸系ブロック共重合体(B)と、特定のトリメシン酸トリアミド化合物(C)とを含有するポリ乳酸樹脂組成物であって、前記ブロック共重合体(B)が、ポリ乳酸構造単位以外の構造単位(D)及び前記ポリ乳酸(A)を構成する乳酸と光学異性の関係にある乳酸由来のポリ乳酸構造単位(E)から構成されるものであることを特徴とするポリ乳酸樹脂組成物。
(もっと読む)
直鎖状ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】表面外観、射出発泡成形性および衝撃強度に優れ、大幅な軽量化が可能であり、リサイクル性や環境適応性にも優れた直鎖状ポリプロピレン系樹脂組成物および射出発泡成形体の提供。
【解決手段】特性(i)〜(vi)を有する直鎖状プロピレン・エチレンブロック共重合体(A−1)とプロピレン系重合体(A−2)からなるポリプロピレン系樹脂(A)と、エラストマー(成分B)と、発泡剤(成分C)を含有することを特徴とする直鎖状ポリプロピレン系樹脂組成物等。
特性(i):直鎖状プロピレン重合体部分のMFRが150g/10分以上。
特性(ii):直鎖状ランダム共重合体部分の成分A−1に対する割合が2〜50重量%。
特性(iii):直鎖状ランダム共重合体部分の固有粘度[η]が5.3〜10.0dl/g。
特性(iv):MFRが100g/10分を超える。
特性(v):ダイスウエル比が1.2〜2.5。
特性(vi):180℃伸張粘度測定において歪硬化性を示す。
(もっと読む)
81 - 100 / 442
[ Back to top ]