
Fターム[4F206JP30]の内容
プラスチック等の射出成形 (77,100) | 補助操作、そのための装置 (2,786) | その他の特定の補助操作、そのための装置 (317)
Fターム[4F206JP30]に分類される特許
301 - 317 / 317
金型設計支援方法、金型設計支援装置

【課題】新規設計製品に対して総合的な観点からより適切な金型構造を決定させる。
【解決手段】既存製品を複数の製品形状パターンを分類し、更にパターン化した製品を成形する金型構造をパターン化する。そして、パターン化した金型構造をそれぞれの安全性、生産性等の稼働状態に関する情報、製作条件を評価することで優先順位を付ける。新規に設計した製品を成型する金型構造を決定する際、L字見切り、フランジの廃止等、新規設計製品の設計変更の可否を設計者に問い合わせ、変更可能であれば製品形状を変更する。また、必要に応じてサイド折れ量の変更等寸法の変更を行う。このように、設計者に問い合わせることによって可能であるならば設計変更を行い、安全性、品質、コスト等総合評価の高い、つまり優先順位の高い金型構造が最終的に選択されるようにする。
(もっと読む)
モデル作成装置およびモデル作成プログラム

【課題】板裏メッシュの形成を容易にする。
【解決手段】CAE演算部22において、製品の表面メッシュ毎の板厚を決定する。そして、板裏演算部24において、決定されたメッシュ毎の板厚に基づき、各メッシュが共有する節点について平均演算により板厚(すなわち、厚み方向の座標)を決定する。このように、各節点において平均演算を行うことによって、比較的簡単な演算で、平滑化された板裏メッシュモデルを作成することができる。
(もっと読む)
飢餓的成形装置および飢餓的成形方法
【課題】 可塑化部10の可塑化シリンダー101内において飢餓的成形を確実に行わせることを可能とする。
【解決手段】 可塑化部10の可塑化シリンダー101内に対して適宜のガス抜き空隙を形成するように流動性熱可塑性の固形原料を定量フィーダ機構20により定量で供給しつつ、その可塑化部10の可塑化シリンダー101内のガス抜き空隙を機外から容易に監視するカメラ監視手段206を設けることによって、可塑化部10の可塑化シリンダー101内におけるフィードゾーンFAにガス抜き空隙を容易に視認可能とし、飢餓的成形の工程を良好に維持するように構成したもの。
(もっと読む)
射出発泡成形方法及び射出発泡成形機
【課題】 複数の樹脂充填容量の異なる金型キャビティに、順次発泡性樹脂を射出充填する射出成形機による射出発泡成形時に、成形品の表面にスワールマークやシルバーが現れることを防止できるような射出発泡成形方法及び射出発泡成形機を提供することを目的とする。
【解決手段】 射出ユニットから金型ユニット内の金型キャビティ内へ発泡性溶融樹脂を射出して成形品を成形する射出発泡成形方法において、金型キャビティへ加圧された発泡性樹脂を射出充填するとき、金型キャビティ内の樹脂流動先端部が金型キャビティ内の末端に到達する時間を発泡生成時間より格段に短くし、金型に接する樹脂表面における発泡気泡が成長する前に樹脂表面が固化し、成形品のコア部は成長した気泡が満ちた発泡樹脂材となるように樹脂射出充填速度を制御することを特徴とする。
(もっと読む)
成形機及びその制御方法
本発明による成形機は、サーボモータにより駆動される駆動機構(21−1、21−2、22、23,24)を複数備え、各駆動機構を制御するための制御装置を備える。本発明によれば、複数の駆動機構は少なくとも2つの組に分けられる。少なくとも2つの組の少なくとも一方の組は同期制御を必要とする複数の駆動機構(21−1、21−2、22)を含む。制御装置は、少なくとも一方の組に含まれる駆動機構の間で同期をとりながら少なくとも2つの組の制御を行う。  (もっと読む)
(もっと読む)
射出成形機及び射出成形方法
【課題】簡単なゲート処理、多数個取りが可能で、残留応力が無く、製品の高さ寸法精度や同心精度が高い高精度の樹脂製光学レンズ等を得る。
【解決手段】射出成形機のキャビティ6内にパンチ部材7を突入させ、パンチ部材の先端部7bとパンチ部材内を摺動する排出兼用成形ピン11の製品成形形状部11aと金型側製品成形形状部2aとで製品5とし、同時に、または前後して、パンチ部材を突入させ、金型側製品成形形状部の外周部2bの嵌合縁部2gとパンチ部材の先端縁部7gと嵌合させ、製品とカス部6aとに分離する。また、排出兼用成形ピンとパンチ部材とは独立して駆動可能とし、パンチ部材をサーボアクチュエータ9のロッド9aに連結しフィードバック制御させる。さらに、排出兼用成形ピンも同様に変位させてパンチ部材の内側の射出充填部材を圧縮成形する。
(もっと読む)
真空成形装置
【課題】金型の種類や精度を問わず、所望の真空度に排気された雰囲気中で金型を型締めした状態で成形材を金型内に射出することが可能な成形効率の高い低価格な真空成形装置を提供する。
【解決手段】金型2,4を収容可能な収容室6を有し、且つ当該収容室を所望の真空度に排気し型締めする排気ユニット8と、収容室に収容された金型内に成形材を射出する射出ユニット10とを具備し、排気ユニットには、少なくとも、金型を収容室に対して挿脱する挿脱機構と、収容室に収容された金型を型締めする型締め機構と、これら挿脱機構及び型締め機構を駆動させる電力を供給するための各種配線を一括して保持する可撓性保持体12とが設けられており、可撓性保持体は、挿脱機構の動作に追従して前後動すると共に、型締め機構の昇降動作に追従して昇降する。
(もっと読む)
射出成形過程の解析結果の表示方法、射出成形条件の設定支援方法、射出成形条件の設定支援装置、プログラムおよび記憶媒体
【課題】 射出成形金型の表面温度および射出成形品の温度が特定の温度範囲にある部位を容易に抽出し他の部位と区別して表示する。
【解決手段】 射出形成工程の数値解析結果1および温度評価データベース2を入力として結果出力部3により目的部位を表示のために出力する。
結果出力部3は、他の目的部位と独立した目的部位に識別子を付与し、当該目的部位を他の目的部位と対比して表示する識別子付与部4、独立した部位数を出力する個数出力部5、識別子の他、識別子リストを作成し、出力する識別子リスト作成部6、識別子リストを選択する識別子リスト選択部7を有している。
(もっと読む)
加工装置と処理装置及び処理方法と成形加工方法
【課題】 本発明は、繰り返し加工を行う成形機や加熱装置において、設備コストを大幅に向上させることがなく、成型物や膜に異物が混入することを防止することができる技術の提供を目的とする。
【解決手段】 本発明は、発熱部6を備えた加工装置Cであって、該発熱部6に対してその周囲からクリーンエアを供給するためのクリーンエア供給部21を備えたことを特徴とする。
(もっと読む)
インサート成形方法、インサート成形装置及び近接センサ
【課題】 成形不良を抑制しつつ部分的に薄肉に樹脂成形することが可能なインサート成形方法、インサート成形装置及び近接センサを提供する。
【解決手段】 成形金型31a,31bのキャビティ32に対しインサート部品の薄肉にすべき検出コイル11の前面側から溶融樹脂Jの注入を開始する(第1工程)。次いで、圧縮部材40を、キャビティ32内においてインサート品の検出コイル11の前面に向けて進出させ、当該検出コイル11の前面手前まで移動させて樹脂成形を施す(第2工程)。
(もっと読む)
樹脂成形品の成形方法および成形装置
【課題】 インモールド成形法により成形品基材表面に加飾表皮材を貼り付け一体化してなる樹脂成形品を成形するに際して、表皮材の破れや印刷層の剥離の無い良好な加飾表皮を備えた多層成形品を安定して得る。
【解決手段】 熱可塑性樹脂製のシート状ベース層に意匠面をなす印刷層を積層してなるシート状の表皮材を一対の成形金型の間にセットし、金型隙間が第1所定値となる初期型締め位置S1に可動型を位置設定させ、熱可塑性樹脂材料でなる成形品基材樹脂を表皮材の背面側から成形空間内に向かって供給した後、金型隙間が上記第1所定値よりも小さい第2所定値となる最終型締め位置まで可動型を所定の型締め速度で移動させた上で保圧し、その後、型開きすることを特徴とし、上記第1所定値が1〜50mmに設定され、上記所定の型締め速度が0.1〜50mm/秒に設定されている、ことを特徴とする。
(もっと読む)
成形システムにおいて活性材料素子を利用するための制御システム
第1の面及び第2の面を有する射出成形機を制御する方法及び装置は、第1の面と第2の面との間に配置されるように構成される圧電セラミックセンサを備える。圧電セラミックセンサは、第1の面と第2の面との間の力を感知するとともに、対応する感知信号を生成するように構成される。配線構造が圧電セラミックセンサに結合され、感知信号を伝達するように構成される。好ましくは、圧電セラミックアクチュエータも第1の面と第2の面との間に配置され、感知信号に従って第1の面と第2の面との間に拡張力を提供するように構成される。 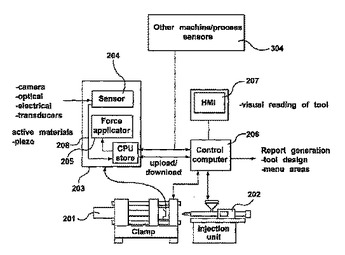 (もっと読む)
(もっと読む)
活性材料素子を用いた射出圧縮成形方法及び装置
射出成形用金型内の溶融物を圧縮し、且つ/又は溶融物の収縮を補償するための方法及び装置を提供する。装置は、キャビティプレートに隣接したキャビティ金型部と、コアプレートに隣接したコア金型部と、金型部の間に形成される金型キャビティと、コアプレートとコア金型部との間、及びキャビティプレートとキャビティ金型部との間のうちの一方又は両方に配置される少なくとも1つの圧電セラミックアクチュエータとを備える。コントローラが少なくとも1つの圧電セラミックアクチュエータに接続されて圧電セラミックアクチュエータを作動させ、それによって金型キャビティ容積を低減させ、溶融物を圧縮させる。  (もっと読む)
(もっと読む)
バルブゲートアセンブリ
モールド内への溶融材料の流れを調整するためのバルブゲートアセンブリ。該バルブゲートアセンブリは全閉位置と全開位置との間で移動することができる可動バルブを含む。該バルブゲートアセンブリは更に、バルブと協働して該バルブを前記全閉位置と前記全開位置との間で無制限に位置決めするアクチュエーティングシステムを含む。 (もっと読む)
自動車内のエアバック用のカバーを製造するための方法及び装置
本発明は自動車内のエアバック用のカバーを製造するための方法に関し、この方法では、プラスチックから成るサポート構成部品(1)が射出成形により成形され、このサポート構成部品(1)には弱化溝(3)が設けられ、これらの弱化溝(3)が、エアバックの飛び出しを可能にする跳ね蓋(4)を画定し、更にサポート構成部品(1)には、エアバックとは反対側のその外面上に上部材料(5、6)が設けられる。この際、サポート構成部品(1)には射出成形後にまだ塑性変形可能な状態で熱間型押しにより溝(3)が設けられることが意図されている。  (もっと読む)
(もっと読む)
マシーンのインタラクティブコントロールのための方法及び装置
【課題】 本発明は、マシーンのインタラクティブコントロールのための方法及び装置に関するものであり、オペレータ誘導を簡易化することを課題とする。
【解決手段】 これは、マシーンのインタラクティブコントロールのための方法及び装置において、オペレータを誘導するフォームでマシーンの作業工程のために必要な稼動パラメータが、入力フィールド14を備えた入力ユニット10を介して、稼動パラメータを記憶するデータ処理ユニット12へ入力されること、入力に基づいて引き続いて作業工程が実行されること、データ処理ユニットへマシーンの作業工程の基本則に関するデータセットが入力されること、データセットの投入のもとでマシーン設備及び周辺機器に基づいて可能な入力可能性への選択された、作業工程の現存する部分へ適合して割込みないし投入可能な更なる部分を有する選択肢のセットが結果としてオペレータの使用に供されることにより達成される。オペレータ誘導は、表面16上にある入力ユニット10がマニュアルな入力のために及び/又はマニプレータ38を介した入力のために、工程の更なる部分に相応する、操作フィールドでの選択された選択肢のセット11をオペレータの使用に供することにより、簡易化される。
(もっと読む)
射出成形機群の管理システム
【課題】 複数の射出成形機の中の特定の機種を入力する機種入力手段(I) と、前記機種とその管理に必要な管理データを前記機種別に入力するデータ入力手段(H) と、前記管理データを格納するデータ格納手段(J) と、前記機種入力手段(I) で入力された前記機種に対応する管理データを表示装置(21)に表示する為の管理プログラムが格納されたプログラム格納手段(K) とを具備する管理システムに於いて、新たな機種の射出成形機を管理する場合でも、これらの管理プログラムに変更が生じないようにする。
【解決手段】 前記データ入力手段(H) は、前記管理データの意味を表す表意データを入力する機能を具備しており、前記データ格納手段(J) は、前記管理データ及びこれの意味を表す前記表意データを前記機種別に格納するものであり、前記管理プログラムは、前記機種入力手段(I) で入力された前記機種に対応する管理データと表意データを対応させた形式で前記表示装置(21)に表示させるものである。
(もっと読む)
301 - 317 / 317
[ Back to top ]