
Fターム[4F206JW38]の内容
プラスチック等の射出成形 (77,100) | 成形品の後処理、後加工 (1,033) | 成形品の洗浄 (17)
Fターム[4F206JW38]に分類される特許
1 - 17 / 17
インモールド加飾方法及び装置
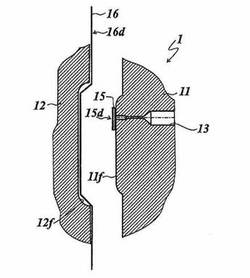
【課題】本発明は、インモールド加飾方法を改善し、この方法を実施するために適した装置を提供する。
【解決手段】インモールド加飾(IMD)とインモールドラべリング(IML)とにより加飾される成形部品(14)を、加飾側金型半部分(12)とコア側金型半部分(11)とを有する射出成形装置(1)を用いて製造する方法及び装置。前記加飾側金型半部分(12)は可動に構成され、前記コア側金型半部分(11)は台架に固定して構成されている。前記加飾側金型半部分(12)にはIMDフィルム(16)が挿入され、前記コア側金型半部分(11)にはIML成形部品が挿入される。
(もっと読む)
アルミニウム合金と樹脂の複合体及びその製造方法

【課題】耐水性の高いアルミ合金と樹脂複合体を提供する。
【解決手段】アルミ合金を、45〜65℃にした数%濃度の水和ヒドラジン水溶液に1分〜数分浸漬して20〜40nm周期の超微細凹凸表面を形成し、次いで15〜55℃とした0.05〜1%濃度の水和ヒドラジン水溶液に数分浸漬して水洗し、さらに50〜70℃で低温乾燥することによって、アルミ合金表面にヒドラジンを吸着させる。これを射出形成用の金型にインサートし、その表面にPPS樹脂組成物53を射出し、アルミ合金と接合させる。得られた射出接合物を98℃のイオン交換水に浸漬してアルミ合金表面に水酸化アルミニウム層54を形成し、さらに170℃で1時間加熱する。
(もっと読む)
シール部材の製造方法
【課題】密封性を確保しながら摺動抵抗を低減することが可能なシール部材を容易に製造することができるシール部材の製造方法を提供する。
【解決手段】弾性材料60と微粒子61とを混練装置71によって混合させて混合材料62を形成する混合工程と、混合材料62を成形型76、77内に充填してシール成形体40に対応する形状の弾性成形品65を形成する成形工程と、弾性成形品65の表面に存在する微粒子を除去してシール成形体40を形成する微粒子除去工程とを備えている。
(もっと読む)
選択的無電解めっき層の成形方法。
【課題】 マスクで覆う部分の汚れの除去の手間が軽減できる共に、希少金属からなる触媒の省資源化を図ることができ、かつ強固な密着性が得られる。
【解決手段】 フィラーを含有する液晶ポリマ−を射出成形して疎水性表面の一次成形品1を成形し、めっきすべき部分11を除いて、紫外線4を吸収または遮断する機能を有する加水分解性のポリグリコール酸系樹脂からなるマスク2で覆うように射出成形して二次成形品3を成形する。二次成形品3の全表面に有酸素雰囲気の下で紫外線4を照射して、一次成形品1の露出部分を選択的に表面改質した後に、マスク2をアルカリ水溶液で除去する。マスク2を除去した一次成形品1を触媒液に浸漬して、表面改質された部分に触媒5を付与し、次いで無電解銅めっき液に浸漬して、この表面改質された部分に選択的に無電解めっき層6を成形する。
(もっと読む)
樹脂製品の生産方法
【課題】生産設備で消費されるエネルギー使用量を削減することができる樹脂製品の生産方法を提供することを課題とする。
【解決手段】洗浄装置で実施される洗浄工程には、バンパー14の左側面21、上面22、右側面をブラシがけするブラッシング工程が含まれる。
【効果】洗浄工程にブラッシング工程が含まれない場合に比べて、バンパー14の左側面21、上面22、右側面に付着したゴミ116を容易に除去することができる。ゴミ116の除去が容易になるので、洗浄工程に掛かる時間を短縮することができる。洗浄工程を短縮すると、洗浄工程を実施する洗浄装置を小型化することができるので、バンパー14の生産設備が小型になる。生産設備が小型になると、生産設備で消費されるエネルギー使用量を削減することができる。
(もっと読む)
カメラモジュール用液晶ポリエステル樹脂組成物
【課題】耐熱性、剛性、強度、成形性と、表面脱落物特性とのバランスに優れた表面実装(SMT)可能なカメラモジュール用樹脂組成物の提供。
【解決手段】液晶ポリエステル100質量部に対し、数平均粒径10〜50μmのタルク15〜60質量部、数平均繊維長が100〜200μmで数平均繊維径が4〜8μmのガラス繊維25〜50質量部、カーボンブラック2〜10質量部とからなり、せん断速度100sec−1、370℃で測定される溶融粘度が10〜100Pa・S、荷重たわみ温度が220℃以上の範囲にある液晶ポリエステル樹脂組成物を用いる。
(もっと読む)
カメラモジュール用液晶ポリエステル樹脂組成物
【課題】耐熱性、剛性、強度、成形性と、表面脱落物特性とのバランスに優れた表面実装(SMT)可能なカメラモジュール用樹脂組成物の提供。
【解決手段】液晶ポリエステル100質量部に対し、数平均粒径10〜50μmのタルク15〜60質量部、数平均繊維長が100〜200μmのガラス繊維25〜50質量部、カーボンブラック2〜10質量部とからなり、せん断速度100sec−1、370℃で測定される溶融粘度が10〜100Pa・S、荷重たわみ温度が220℃以上の範囲にある液晶ポリエステル樹脂組成物を用いる。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】表面に凹凸が無く、かつバリのない高精度なローラの製造方法を提供する。
【解決手段】金型内面に離型剤を塗布面した後、芯金を配置し、該芯金に対し同心状に液状シリコーンゴムを射出成形し、硬化して成形するローラの製造方法であって、該離型剤が界面活性剤系であり、一次硬化処理後に脱型したローラを、二次硬化処理の前にローラ表面上の離型剤及びバリを除去する。
(もっと読む)
加飾性を向上させた合成樹脂成形品の製造方法
【課題】
製造コストを抑えつつも、合成樹脂成形品の表面に施される意匠の精緻さや高級感を高めると共に、容易に透過意匠を形成することができる合成樹脂成形品の製造方法を提供する。
【解決手段】
合成樹脂シートに第1印刷層を設けるステップと、該合成樹脂シートのいずれかの面上の所定領域に剥離インクを印刷するステップと、剥離インクを印刷した面を金型内表面に接触するようにして合成樹脂シートを金型内に設置するステップと、金型内の空間に溶融合成樹脂を射出し、合成樹脂シートと一体化した合成樹脂成形品を成形するステップと、合成樹脂成形品の外表面上に第2印刷層を水圧転写するステップと、液体洗浄によって剥離インクが印刷された領域の第2印刷層を溶融除去するステップと、第2印刷面上にクリヤー層を設けるステップと、から構成される合成樹脂成形品の製造方法を採用した。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
成形同時加飾用シートおよびこれを用いた加飾成形品の製法
【課題】微細な凹凸模様の加飾成形品を製造する際に用いる加飾用シートであって、それ自身を製造する際は勿論のこと、該シートを用いて加飾成形品を製造する際に熱や圧力を受けたときでも、また、絞りの深い形状の製品に微細な凹凸模様を形成する場合でも、微細な凹凸が変形したり消失したりすることなく設計通りの凹凸を確実に形成することのできる加飾用シートを提供すること。
【解決手段】基材シートの片面に加飾層が形成された加熱成形可能な成形同時加飾用のシートであって、基材シートの加飾層形成面とは反対側の面がエンボス加工され、該エンボス加工面の凹凸が水溶性樹脂層で埋められている。
(もっと読む)
樹脂成形体の製造方法および無電解メッキ法
【課題】本発明は表面に機能性を有する樹脂成形体を製造するための熱可塑性樹脂のサンドイッチ射出成形法、および熱可塑性樹脂の無電解メッキ法に関する。
【解決手段】上記課題を解決するために、サンドイッチ射出成形法により、スキン層とコア層からなる樹脂成形体を製造する方法であって、第一の可塑化シリンダー内で樹脂を可塑化計量し、第一の溶融樹脂とする時に、高圧二酸化炭素に溶解させた機能性材料を前記第一の可塑化シリンダー内へ導入し、前記第一の溶融樹脂に、前記機能性材料および前記高圧二酸化炭素を混合するステップと、前記混合された第一の溶融樹脂を金型内に射出充填して前記スキン層を形成するステップと、第二の可塑化シリンダー内にて可塑化計量した第二の溶融樹脂を前記金型内へ射出充填して前記コア層を形成するステップとを有することを特徴とする方法を提供する。
(もっと読む)
同時加飾成形品のバリ取り方法
【課題】 転写材を金型に挿入して同時加飾成形した同時加飾成形品から、特に転写材に起因する箔バリを迅速且つ確実に除去できるようにする。
【解決手段】 同時加飾成形品をバリ取り洗浄槽10に投入し、脱気機構11により洗浄液の溶存酸素量を1.5mg/リットル以下にするとともに、温度調整機構17により洗浄液の液温を30〜55℃にする。そして、例えば超音波発振装置12から基本周波数25〜50KHzの超音波を洗浄液中に放射して超音波バリ取り洗浄を行うことにより、転写材に起因する箔バリbを除去する。その後、必要に応じて、液温15℃以下の洗浄液を使用して超音波バリ取り洗浄を行うことで、成形品自体のバリ取りを行う。
(もっと読む)
射出成形回路部品とその製造方法
【課題】 隣り合う回路間での短絡を生じにくい射出成形回路部品と、その製造方法とを提供する。
【解決手段】 射出成形回路部品は、強化繊維の体積比率Vが0.05〜0.5で、かつ、強化繊維の平均繊維長w(μm)と、上記体積比率Vと、隣り合う回路間の距離L(μm)とが、式(1):
【数1】
を満足する樹脂組成物によって形成した一次成形品の表面に、回路を設けた。製造方法は、上記樹脂組成物を、射出成形して形成した一次成形品の表面に、二次成形部分をインサート成形して二色成形品を得、その表面に触媒を担持させた後、二次成形部分を除去して、一次成形品の表面の、触媒を担持させた領域に、化学めっきによって、選択的に、回路となる金属層を形成する。
(もっと読む)
金属樹脂複合部品および、その製造方法
【課題】 金属部品と同等の強度を有し、且つ軽量な金属樹脂複合部品を提供する。
【解決手段】 樹脂と、該樹脂の架橋助剤となる架橋型多官能モノマーと、前記樹脂中に分散されるトリアジン類で表面処理された金属製フィラーとを配合して混練し、該混練物を金型で成形し、成形後に放射線を照射して前記樹脂を架橋し、該架橋樹脂成形品を100℃以上で熱処理し、引張強度が100MPa以上、比重が3以下とされている。
(もっと読む)
樹脂成形品の製造方法及び製造装置
【課題】 樹脂成形品に発生した成長方向の異なるバリを、成形品に損傷を与えることなく確実に除去する。
【解決手段】 回転駆動手段264を駆動し、液体供給手段263の高圧ポンプ263Bを駆動する。これにより、ノズル262を含めた支持部材261が鉛直軸266を中心にして回転されるとともに複数のノズル262から高圧水が樹脂成形品21に向けて上方から噴射される。この時、支持部材261が回転されることにより、各ノズル262から噴射される高圧水の噴流40は、支持部材261の鉛直軸線41に対して斜め下方に向け方向転換されるようになる。すなわち、各ノズル262からの高圧水噴流40は樹脂成形品21に対し鉛直軸線41を中心にして360度の方向から噴射される。
(もっと読む)
シリコーンゴム製品を製造する方法、及びその方法によって得られる製品
本発明は、シリコーンゴム製品を製造する方法に関する。同方法は、i)射出成形を用いたシリコーンゴム製品の成形、及びii)射出成形品の冷却、の段階を含み、ここで冷却は、射出成形品を反応装置中に挿入すること、及び10バール(10×105Pa)と50バール(50×105Pa)との間の圧力で二酸化炭素含有溶媒を用いて、射出成形品に抽出処理を施すことを含み、ここで、その製品は抽出段階において60℃より低い初期温度を有し、抽出時間の少なくとも一部分において、その製品は二酸化炭素が液状であるように25℃より低い温度及び圧力を有する。反応装置は、冷却の間、回転させることが好ましい。同方法は、低温及び低圧条件下においてシリコーン製品の高効率的かつ迅速な冷却方法を提供する。 (もっと読む)
1 - 17 / 17
[ Back to top ]