
Fターム[4F207AA13]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリスチレン系(←ABS、AS樹脂) (249)
Fターム[4F207AA13]に分類される特許
161 - 180 / 249
筒状樹脂軸の製造方法
【課題】切削性、内径寸法の安定性及び剛性等の所望の製品品質を安定して確実に得ることができる筒状樹脂軸の製造方法を提供すること。
【解決手段】熱可塑性樹脂と熱発泡剤と補強材とを混合し、得られた混合物を所定温度で加熱し熱発泡剤を発泡させて、筒状の樹脂軸を得る筒状樹脂軸の製造方法にあって、補強材を、無機材のみとすることで、熱可塑性樹脂、熱発泡剤、補強材の混合物が、熱発泡剤を発泡すべく所定温度で加熱されても、補強材から燃焼ガス(Co2)が発生しないようにし、熱発泡剤の発泡を所望の発泡倍率で行えるようにする。
(もっと読む)
発泡スチロール樹脂のリサイクル方法
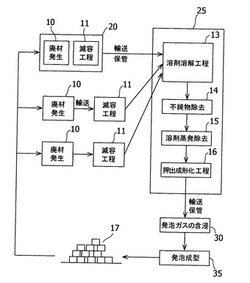
【課題】 従来の熱溶融法の異物除去の困難性及び押出成形工程の加熱による分子量の低下、さらに、溶剤溶解法における減容工程での放出ガスに同伴する気化した溶剤の放出とそれに伴うロスを最小限にした発泡スチロール樹脂のリサイクルを行うことができる。
【解決手段】 発泡スチロール樹脂を、外部からの加熱を伴わずに押出機により見掛け密度0.2〜0.7g/cm3に圧縮して部分溶融する圧縮減容工程11と、減容された発泡スチロール樹脂を溶剤に投入し攪拌して溶解する溶解工程13と、発泡スチロール樹脂が溶解している溶液を200℃以下の温度に加熱して前記溶液から溶剤を蒸発除去し、スチロール樹脂を押出成形して押出成形品を製造するとともに、蒸発除去した溶剤蒸気を冷却凝縮させて溶剤を回収する溶剤回収・押出成形工程16とを含んでなる発泡スチロール樹脂のリサイクル方法。
(もっと読む)
ポリスチレン系樹脂積層発泡シート及びその製造方法

【課題】発泡層間における層間剥離を生じることのない印刷特性に優れたポリスチレン系樹脂積層発泡シートを提供する。
【解決手段】共押出発泡によって製造されたポリスチレン系樹脂積層発泡シートであって、密度が0.07〜0.17g/cm3のポリスチレン系樹脂低密度発泡層11上に、密度が0.18〜0.45g/cm3のポリスチレン系樹脂高密度発泡層12及びポリスチレン系樹脂非発泡層がこの順序で積層一体化されてなり、上記ポリスチレン系樹脂低密度発泡層11の平均気泡径が200〜500μmであると共に、上記ポリスチレン系樹脂高密度発泡層12の平均気泡径が70〜180μmであり、(ポリスチレン系樹脂高密度発泡層12の平均気泡径/ポリスチレン系樹脂低密度発泡層11の平均気泡径)が0.33〜0.6であることを特徴とする。
(もっと読む)
耐熱発泡シート及びその製造方法並びに食品用容器
【課題】 本発明は、熱可塑性樹脂フィルムを積層一体化させて用いた場合に、耐熱ポリスチレン系樹脂発泡層と熱可塑性樹脂フィルムとの界面において気泡膨れに伴う界面剥離を生じることがないと共に、熱成形時の二次発泡性に優れ、十分な厚みを有し且つ機械的強度に優れた熱成形品を得ることができる耐熱発泡シートを提供する。
【解決手段】 本発明の耐熱発泡シートは、アクリル酸、メタクリル酸及び無水マレイン酸からなる群から選ばれた少なくとも一種の成分とスチレンとの共重合体を含み且つガラス転移温度が110℃以上であるポリスチレン系樹脂、ポリプロピレン系樹脂及びスチレン系エラストマーを含有する耐熱ポリスチレン系樹脂組成物よりなると共に、表面粗さが15μm以下の平滑面を有し且つ連続気泡率が25%以下の耐熱ポリスチレン系樹脂発泡層を含有することを特徴とする。
(もっと読む)
複合樹脂成形品
【課題】熱可塑性樹脂とポリスチレン系樹脂の密着性が優れている、複合樹脂成形品を提供すること。
【解決手段】本発明の複合樹脂成形品は、基材と、基材の表面の少なくとも一部に形成された熱可塑性樹脂(IV)による表層材とを有する複合樹脂成形品であって、前記基材が、ポリスチレン系樹脂(I)90〜10質量部と、シアン化ビニル化合物‐芳香族ビニル化合物系重合体(II)10〜90質量部とを含有する樹脂組成物(III)から形成され、前記シアン化ビニル化合物‐芳香族ビニル化合物系重合体(II)のアセトン可溶分中のシアン化ビニル化合物単位の含有量が1〜15質量%であることを特徴とする。
(もっと読む)
押出樹脂フィルムおよびその製造方法
【課題】熱収縮の小さい押出樹脂フィルムおよびその製造方法を提供することである。
【解決手段】熱可塑性樹脂からなる厚み0.03〜0.5mmの押出樹脂フィルムであって、該フィルムを前記熱可塑性樹脂の熱変形温度(Th)+20℃の熱雰囲気下で0.5時間放置したときの押出方向の収縮率S1(%)が下記式(1)を満たし、かつ幅方向の収縮率S2(%)が0〜5%であるようにした。溶融熱可塑性樹脂4を、金属ロール6と、外周部に金属製薄膜9を備えた金属弾性ロール7(弾性ロール)とで挟持しながら製膜する前記押出樹脂フィルムの製造方法である。
【数4】 (もっと読む)
(もっと読む)
木目調樹脂成形品
【課題】ポリスチレン系樹脂よりなる基材に対するABS樹脂よりなる木目調樹脂層の密着性に優れた木目調樹脂成形品を提供する
【解決手段】樹脂成分100質量部に対して、滑剤1〜12質量部を配合してなる熱可塑性樹脂組成物(I)のペレット100質量部に対して、該熱可塑性樹脂組成物(I)とは色調の異なる熱可塑性樹脂組成物(II)のペレット0.5〜20質量部を成形機中で溶融混合して成形することによって得られる木目調樹脂層を有する木目調樹脂成形品。該熱可塑性樹脂組成物(I)および/または該熱可塑性樹脂組成物(II)は、アセトン可溶分中のシアン化ビニル化合物の含有量が1〜15質量%であるシアン化ビニル化合物−芳香族ビニル化合物系共重合体(III)を1〜70質量%含む。
(もっと読む)
カスタマイズされたアイテムを生産するシステムおよび方法
カスタマイズされたアイテムを生産するためのシステムおよび方法が提供される。システムは、すべて制御装置と連絡するコンピュータ・インタフェースと、押出機と、可動支持ユニットで支えられる型とを含む。押出機および支持ユニットは、型の形状およびカスタマイズされたアイテムと関連するデザイン・パラメータによって、カスタマイズされたアイテムを生産するために制御装置によって作動可能である。押出機は、移動可能であり、単一の連続的な押出成形の型へ弾性特性を有する材料を押し出すように構成される。 (もっと読む)
光学シート
【課題】ゴーストを低減し、生産性の良好な光学シートを提供する。
【解決手段】 プリズム列11と遮光部20が交互に配列した視野角制御層2を有する光学シートであって、遮光部20は、その配列方向の断面において視野角制御層2の片面側の幅が他面側の幅に対して広く、そのプリズム列側の面が、シートの厚み方向となす角度が小さい面Aと、シートの厚み方向とのなす角が大きい面Bとから階段状に形成されている。
(もっと読む)
樹脂組成物成形体の製造方法
【課題】環状オレフィン系重合体を少なくとも1種含み、スチレン系重合体を少なくとも1種含む樹脂組成物から少ない熱エネルギー消費で、かつ、簡素な工程により、該樹脂組成物からフィルムまたはシートを成形する方法を提供する。
【解決手段】環状オレフィン系重合体、スチレン系重合体および溶媒を含有する樹脂組成物を、押出機に導入し、押出機内で該樹脂組成物中の揮発分を除去した後、フィルム状またはストランド状にダイより溶融押出成形する樹脂組成物成形体の製造方法。
(もっと読む)
石炭灰充填熱可塑性樹脂組成物、それを用いてなる成形体及び該成形体の製造方法
【課題】成形に付しても、クロムメッキされたスクリューやシリンダーを備えた成形機のメッキ面が腐蝕されず、また、加水分解性の熱可塑性樹脂も用いうる石炭灰充填熱可塑性樹脂組成物、該組成物を用いて得られる成形体及び該組成物より成形体を製造する方法を提供する。
【解決手段】石炭灰充填熱可塑性樹脂組成物を、複数種類の熱可塑性樹脂混合物に対して石炭灰が充填された熱可塑性樹脂組成物であって、熱可塑性樹脂の一部にポリ塩化ビニルを含んで成るものとする。該組成物において、ポリ塩化ビニルの熱可塑性樹脂全量に対する含有割合は0.01〜5質量%であるのがよく、熱可塑性樹脂にポリエチレン、ポリプロピレン及びポリスチレンの中から選ばれた少なくとも一種を含むのがよい。石炭灰充填熱可塑性樹脂成形体は該組成物の溶融混練物を成形してなるものであり、該組成物を溶融混練成形することにより得られる。
(もっと読む)
木質感を有する多層押出成形体
【課題】優れた木質感とともに耐候性に優れた合成樹脂系多層押出成形体の提供。
【解決手段】耐候性に優れた着色樹脂をベース樹脂とする表層材2と基材1とを含んでなる多層押出成形体の表層材表面がサンディング処理されたことにより、微細な凹凸が形成され表面艶消し状態とされた木質感を有する多層押出成形体。ベース樹脂としては、好ましくはポリメチルメタクリレート樹脂、アクリロニトリル/アクリルゴム/スチレン共重合樹脂、アクリロニトリル/エチレンプロピレンゴム/スチレン共重合樹脂、およびポリメチルメタクリレート樹脂/スチレン共重合樹脂からなる群から選ばれた樹脂である。
(もっと読む)
ポリスチレン系樹脂発泡シートの製造方法
【課題】 本発明は、凹凸の縞模様が殆どなく熱融着性に優れた低密度なポリスチレン系樹脂発泡シートの製造方法を提供する。
【解決手段】 本発明のポリスチレン系樹脂発泡シートは、ポリスチレン系樹脂を押出機に供給して発泡剤の存在下にて溶融混練して押出発泡して円筒状発泡体を製造し、この円筒状発泡体の外表面を冷却した後に上記円筒状発泡体をその径方向に押し潰して、上記円筒状発泡体の内面同士を熱融着させて二枚合わせのポリスチレン系樹脂発泡シートを製造するポリスチレン系樹脂発泡シートの製造方法であって、上記ポリスチレン系樹脂は、そのメルトフローレイトが0.5〜3.0g/10分で且つZ平均分子量(Mz)が6.0×105〜10.0×105であると共に、Z平均分子量(Mz)と重量平均分子量(Mw)との比(Mz/Mw)が2.0〜4.0であることを特徴とする。
(もっと読む)
発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋
【課題】低コストで、複雑な凹凸形状を付与した発泡表面二層押出成形品とその製造方法並びに発泡表面二層押出成形品を用いた雨樋を提供する。
【解決手段】非発泡性樹脂1の表面にランダムに凹凸形状を有する発泡層21が形成されている二層押出成形品であって、非発泡性樹脂1に熱接着する発泡樹脂2をもって非発泡性樹脂1の表面に形成されている。
(もっと読む)
良好な表面品質、高断熱性および低密度を有するアルケニル芳香族発泡体
良好な表面品質、高い断熱特性および低密度を有するアルケニル芳香族発泡体を、押出法を用いて、20質量パーセント未満の共有結合しているハロゲンを含有し、多分散性2.5未満および摂氏130度にて101キロパスカル圧で水溶解度0.09モル毎キログラム超かつ2.2モル毎キログラム以下を有し、そして0.4モル毎キログラム以上の塩素不含有フッ素化発泡剤を含有する0.8〜2モル毎キログラムの発泡剤、ならびに少なくとも0.22モル毎キログラムの濃度の水(ここで、モル毎キログラムは、アルケニル芳香族ポリマーのキログラムに対する)を含有する、アルケニル芳香族ポリマー組成物の発泡性ポリマー組成物を膨張させることにより製造する。得られる発泡体の密度は64キログラム毎立方メートル以下であり、180日後の熱伝導性は32ミリワット毎メートルケルビン以下である。 (もっと読む)
スチレン系樹脂押出発泡体およびその製造方法
【課題】 本発明は、極めて優れた断熱性能を有し、かつ、建築資材、産業資材に適正な強度を有するスチレン系樹脂押出発泡体を提供する。
【解決手段】 特定のハイドロフルオロカーボンおよび炭素数3〜5の飽和炭化水素を含む発泡剤を用いて、特定の3方向平均気泡径および厚み方向気泡異方化率を有する気泡構造とすることにより、極めて優れた断熱性能を有し、かつ、建築資材、産業資材に適正な強度を有するスチレン系樹脂押出発泡体を得ることができる。
(もっと読む)
成形加工時のスチレンモノマー生成が抑制される、スチレン系エラストマー成形体の製造方法
【課題】
押出混練時等に樹脂温度の上昇を抑制することによって、スチレン生成が抑制されるスチレン系エラストマー成形体を提供する。
【解決手段】
押し出し機などによる成形加工時の樹脂温度を250℃以下に調節することにより、スチレンモノマー生成を抑制する事を特徴とする、スチレン系エラストマー成形体の製造方法。スチレン系エラストマーは、スチレン系単量体単位からなるブロック及び脂肪族オレフィン系単量体単位からなるブロックよりなるものであることが好ましい。
(もっと読む)
光学用樹脂フィルムの製造方法
【課題】成形フィルムの表面状態が平滑であり、光学歪の小さい光学用樹脂フィルムを簡便な方法で製造する方法を提供することにある。
【解決手段】溶融した透明樹脂をダイからフィルム状に押出し、得られた透明樹脂フィルムを第一冷却ロールに接触させ、該第一冷却ロールの回転により前記透明樹脂フィルムを搬送する過程で、前記透明樹脂フィルムと前記第一冷却ロールが接触している部分またはその近傍に、エアーナイフにより下記式(1)に示す範囲の温度Tのエアーを吹き付けて前記透明樹脂フィルムを前記第一冷却ロールに密着させて成形することを特徴とする光学用樹脂フィルムの製造方法。
ただし、Thは透明樹脂の熱変形温度(℃)である。
(もっと読む)
改質ABS材料を用いて3次元オブジェクトを構築する方法
押出による積層堆積システムを用いて、3Dオブジェクト(18)を構築する方法は、押出による積層堆積システムの押出ヘッド(12)へ改質ABS材料を送出することと、押出ヘッド(12)の応答時間を向上させる条件下で、送出された改質ABS材料を押出ヘッド(12)において溶融することと、3Dオブジェクト(18)を形成するために、溶融された熱可塑性プラスチック材料を一層毎に堆積させることとを含んでいる。 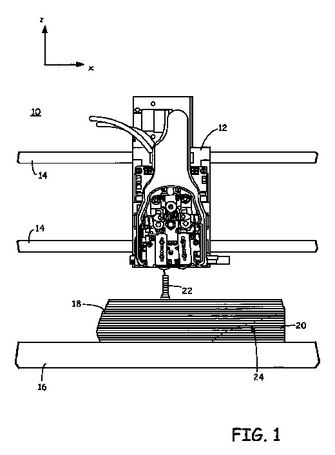 (もっと読む)
(もっと読む)
電気絶縁フィルムおよびその製法
【課題】ハロゲン化難燃剤を含有しない、良好な難燃性能を有するプラスチック絶縁フィルムを提供する。
【解決手段】ハロゲンフリーの電気絶縁フィルムが、特定の量のポリ(アリーレンエーテル)、芳香族アルケニル化合物と共役ジエンの水素化ブロックコポリマー、およびトリアリールホスフェートを含む組成物から製造される。電気絶縁フィルムは、押出しおよび/またはカレンダー加工方法により製造される。電気絶縁フィルムの用途としては、例えば、電源筐体における遮蔽用途、プリント基板絶縁、航空機用のバックライト式パネルおよびディスプレイ、事務機器絶縁、コンピュータラックパーティション、ならびにテレビおよびモニタ絶縁が挙げられる。
(もっと読む)
161 - 180 / 249
[ Back to top ]