
Fターム[4F207AA13]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリスチレン系(←ABS、AS樹脂) (249)
Fターム[4F207AA13]に分類される特許
201 - 220 / 249
改善された混練および粘度特性を持つ水酸化マグネシウム
新規な水酸化マグネシウム難燃剤、スラリーからこれらを製造する方法、およびこれらの使用。 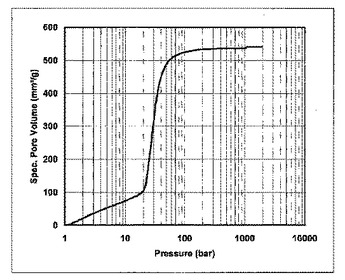 (もっと読む)
(もっと読む)
スチレン系樹脂押出発泡体及びその製造方法
【課題】難燃性及び寸法安定性に優れたスチレン系樹脂押出発泡体を得る。
【解決手段】本スチレン系樹脂押出発泡体は、スチレン系樹脂を加熱溶融させて発泡剤を添加し、該スチレン系樹脂を押出発泡して得られる。スチレン系樹脂100重量部に対して、発泡剤として、少なくとも二酸化炭素2〜5重量部、ジメチルエーテル1〜5重量部、ノルマルブタン1〜5重量部が添加される。これにより、難燃性及び寸法安定性に優れたスチレン系樹脂押出発泡体を得ることができる。
(もっと読む)
スチレン系樹脂押出発泡体及びその製造方法
【課題】少ない量のハロゲン系難燃剤の添加により所望の難燃性を有するスチレン系樹脂押出発泡体を得る手段を提供する。環境適合性に優れたスチレン系樹脂押出発泡体を得る手段を提供する。
【解決手段】本スチレン系樹脂押出発泡体は、スチレン系樹脂に、ハロゲン系難燃剤、非ハロゲン系発泡剤、及びゼオライトが添加され、該スチレン系樹脂を押出発泡して得られるスチレン系樹脂押出発泡体であって、上記ゼオライトが、少なくとも鉄分を含有するものである。
(もっと読む)
優れた衝撃強度及び剥離特性を有するキャリアテープ
ポリプロピレン、ポリスチレン及びスチレン−ブタジエンコポリマーを含む高分子材料を用いることにより製造されたキャリアテープを開示する。キャリアテープは優れた衝撃強度、優れた寸法安定性及び低表面エネルギーを有し、従って輸送される機材を容易に脱離することが可能になる。 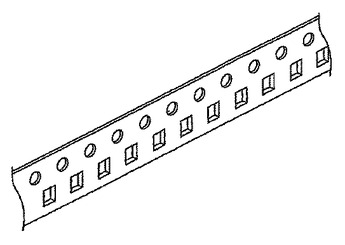 (もっと読む)
(もっと読む)
ポリスチレン系樹脂押出発泡板の製造方法
【課題】 押出機内部の金属腐食を抑制し、難燃性に優れ押出発泡の安定性にも優れるポリスチレン系樹脂押出発泡板の製造方法の提供。
【解決手段】 ポリスチレン系樹脂、難燃剤及び発泡剤が混練されてなる発泡性溶融樹脂組成物を押出発泡することにより、見掛け密度22〜60kg/m3、厚み10〜150mmの発泡板を製造する方法において、該難燃剤が下記(i)〜(v)のいずれかより選択されるものであって、ポリスチレン系樹脂100重量部に対して0.5〜10重量部の割合で添加されることを特徴とするポリスチレン系樹脂押出発泡板の製造方法。
(i)臭素化イソシアヌレート
(ii)臭素化イソシアヌレートと、ジフェニルアルカン及び/又はジフェニルアルケン
(iii)臭素化ビスフェノールと、ジフェニルアルカン及び/又はジフェニルアルケン
(iv)臭素化イソシアヌレートと臭素化ビスフェノール
(v)臭素化イソシアヌレート及び臭素化ビスフェノールと、ジフェニルアルカン及び/又はジフェニルアルケン
(もっと読む)
重合体組成物の押出装置及び方法
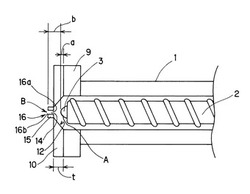
【課題】フィラーを高充填しても、高品質の熱可塑性樹脂組成物を連続、且つ安定して押し出すことができる重合体組成物の押出装置及び方法を提供する。
【解決手段】シリンダー1と、シリンダー1内に配設されたスクリュー2とを備え、シリンダー1の先端部9にダイス10が接続されてなる押出装置であって、シリンダー1内で溶融している重合体組成物原料を、スクリュー2を回転させることにより発生する押出し圧力で、ダイス10から連続的に押し出す重合体組成物の押出装置において、重合体組成物が、フィラーを35質量%以上含有する熱可塑性樹脂組成物であり、且つシリンダー1の空間率[{(スクリュー先端部を配置した場合の空間容積)/(スクリュー先端部がない場合の空間容積)}×100]が90〜98%である。
(もっと読む)
低減されたノイズレベルを呈する締着装置
ノイズ軽減区域及び締結構成要素を有する非弾性熱可塑性フィルム。ノイズ軽減区域は複数の開口を有し、複数の開口はそれぞれ、約4mm2〜約75mm2の面積を有する。締結構成要素は、締結構成要素がノイズ軽減要素に取り囲まれるようにして、ノイズ軽減区域内に配置される。  (もっと読む)
(もっと読む)
耐熱性熱可塑性樹脂発泡体およびその製造方法
【課題】 本発明の目的は、耐熱性、表面性、成形性に優れ、かつマテリアルリサイクル可能な環境適合性にも優れる、建築資材用途に適正な厚肉の耐熱性熱可塑性樹脂発泡体、特に、スチレン樹脂発泡体またはメタクリル酸変成スチレン系樹脂発泡体では満たすことの出来ない、熱溶融アスファルトに対する短時間耐熱性や、140℃或いは150℃での長時間耐熱性が要求される耐熱性熱可塑性樹脂発泡体、及びその製造方法を提供することである。
【解決手段】 芳香族ビニル単位、不飽和ジカルボン酸無水物単位およびN−アルキル置換マレイミド単位からなる共重合体(A)50〜90重量%および、芳香族ビニル単位およびシアン化ビニル単位からなる共重合体(B)50〜10重量%からなる熱可塑性樹脂混合物を含有する熱可塑性樹脂組成物を発泡させてなり、かつ発泡体の厚みが10〜150mmとなることを特徴とする熱可塑性樹脂発泡体。
(もっと読む)
マイクロストライプフィルム
主として第1の熱可塑性ポリマーから形成される第1組の領域と、主として第2の熱可塑性ポリマーから形成される第2組の領域を交互にサイドバイサイド方式で配置された少なくとも2組の領域を含む共押出しフィルム又はフィルム層が提供される。これらのサイドバイサイドポリマー領域は、一般に連続的に機械方向に延びる。フィルム又はフィルム層は、第1の面と第2の面とを有する。少なくとも片方の面には、第1の熱可塑性ポリマー領域の1つが、もう1つの(第2の熱可塑性ポリマー領域又は第3の熱可塑性ポリマー領域)熱可塑性ポリマー領域の隣接したレーンにまたがって第1の面上に第1の熱可塑性ポリマーの連続層を形成する。反対側の面が、少なくとも部分的に他方の熱可塑性ポリマーを含む。第1の熱可塑性ポリマーのこのブリッジング層は、相容化剤又は結束層(tie layer)を必要とせずに機械方向に対して横断方向にフィルム又はフィルム層の一体性を維持し、他方の熱可塑性ポリマー領域が第2の面上に露出することを可能にする。 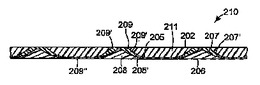 (もっと読む)
(もっと読む)
ポリスチレン系樹脂シートの製造方法
【課題】シート応力のムラ、シートの黄色味も小さく、また、シート成形用ダイの汚染性も少なく、更に防曇処理したシート成形品の防曇ムラが小さいこと両立させてたポリスチレン系樹脂シートの製造方法を提供する。
【解決手段】特定のMW、残存揮発分を有するポリスチレン樹脂にリサイクルポリスチレン樹脂を混入させスクリュー長さL〔m〕と直径D〔m〕の比L/Dが10以上70以下である二軸押出機を使用するポリスチレン系樹脂シートの製造方法
(もっと読む)
光反射物の製造方法
【課題】高い拡散反射率を有するポリマ−光反射物を提供する。
【解決手段】ポリマーと、高圧気体または超臨界流体と、を押出機の中で混合して均一単相の混合物とし、前記均一単相の混合物を、ダイを通して、平均空孔径が200ミクロン以下である微細空孔を備えたポリマー発泡材を包含する押出物を押出成形する。
(もっと読む)
プラスチック成形物
【課題】プラスチック製であって、柔軟で保形性があり金属製のように使用できるプラスチック成形物を提供する。
【解決手段】 ポリエステル、ポリオレフィン、及び多官能変性ビニルポリマーの少なくとも3成分を有する樹脂組成物を押出成形し、その押出成形物を厚みが80%以下になるよう圧延して製造したプラスチック成形物、及び、引張特性における伸度が50〜1000%である生分解性を有するポリエステル樹脂(柔軟樹脂グループ)100重量部に対して、引張特性における伸度が1〜30%である生分解性ポリエステル樹脂(脆弱樹脂グループ)を25〜400重量部混合した樹脂を主成分とする樹脂を押出成形し、その押出成形物を厚みが80%以下になるよう圧延して製造したプラスチック成形物。
(もっと読む)
熱可塑性部分架橋樹脂成形体の製造方法
【課題】 本発明は、難燃性、耐熱性、機械特性に優れ、かつ埋立、燃焼などの廃棄時においては、重金属化合物の溶出や、多量の煙、有害性ガスの発生がなく、昨今の環境問題に対応した熱可塑性部分架橋樹脂成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂成分100質量部に対して、(e)金属水和物30〜300質量部、(f)(メタ)アクリレート系及び/又はアリル系架橋助剤0〜2.0質量部を含有する混合物を溶融混練して樹脂組成物とする第一工程と、前記熱可塑性樹脂成分100質量部に対して0.02〜1.0質量部の(g)有機パーオキサイドを樹脂に分散させる第二工程と、第一工程及び第二工程で得られた樹脂組成物を、有機パーオキサイド分解温度以上で加熱しながら成形する第三工程よりなることを特徴とする熱可塑性部分架橋樹脂成形体の製造方法。
(もっと読む)
多層物品及びその製造方法

【課題】 自動車、住宅、オフィスビルにおける太陽熱負荷の低減につながる新技術及び受動設計による解決策の提供。
【解決手段】 熱可塑性ポリマー及びIR吸収剤を含有するコア層と、熱可塑性ポリマー及び電磁線吸収剤を含有する第一キャップ層とを含んでなる多層シートであって、当該多層シートの成形時に2つのメルトが最初に接する時点で第一キャップ層に用いた熱可塑性ポリマーの溶融粘度がコア層に用いた熱可塑性ポリマーの溶融粘度の20%以内となる条件下で第一キャップ層の表面をコア層の表面に密着して配置する。
(もっと読む)
スチレン系樹脂発泡体の製造方法およびスチレン系樹脂発泡体
【課題】発泡剤の少なくとも1種としてシクロペンタンを用い、押出発泡成形して発泡体を得る際に、押出発泡成形性に優れ、低密度で断熱性に優れたスチレン系樹脂発泡体の製造方法およびスチレン系樹脂発泡体を提供すること。
【解決手段】加熱溶融させたスチレン系樹脂に、発泡剤を含有させた組成物を押出発泡させてスチレン系樹脂発泡体を製造する方法であって、発泡剤の少なくとも1種がシクロペンタンであって、前記スチレン系樹脂の使用量が前記組成物100重量部に対して4.5〜10重量部であり、さらに、前記スチレン系樹脂100重量部に含水物質を0.1〜15重量部添加することを特徴とするスチレン系樹脂発泡体の製造方法。
(もっと読む)
ポリスチレン系樹脂発泡シートとその製造方法
【課題】同じ厚さと同じ密度を持つポリスチレン系樹脂発泡シートを用いて成形した成形品と同様でありながら、より強い強度(特に圧縮強度)を備えた成形品を得ることができ、それにより、省材料かつ低コスト化を可能とすることのできるポリスチレン系樹脂発泡シートとその製造方法の提供。
【解決手段】厚み1.0〜4.0mm、密度0.05〜0.2g/cm3のポリスチレン系樹脂発泡シートにおいて、該熱成形用ポリスチレン系樹脂発泡シートの140℃における30秒加熱後の加熱収縮率がポリスチレン系樹脂発泡シートの押出方向及び幅方向のいずれにおいても0〜15%での範囲であり、かつ押出方向の加熱収縮率と幅方向の加熱収縮率との比(押出方向の加熱収縮率/幅方向の加熱収縮率)が0.5〜1.5であること。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】耐熱性および耐衝撃性に優れ、かつその成形品や、繊維又はフィルム化する場合に特異な粘弾特性を示す熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(A)および反応性官能基を有する樹脂(B)を含む熱可塑性樹脂組成物(I)または熱可塑性樹脂(A)、該熱可塑性樹脂(A)と異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を含む熱可塑性樹脂組成物(II)の製造方法であって、スクリュー長さLとスクリュー直径D0の比L/D0が、50以上である二軸押出機を用い、該二軸押出機に原料樹脂を供給してから押出すまでの滞留時間を1分〜30分、押出量をスクリュー回転1rpm当たり0.01kg/h以上の条件で溶融混練する熱可塑性樹脂組成物の製造方法である。
(もっと読む)
光学フィルムの製造方法、光学フィルム及び位相差フィルム
【課題】 溶融押出成形時における架橋ゲルの発生を抑制し、外観欠点が少なく、液晶表示装置等に組み込んだ場合に優れた表示品質を発現することが可能な光学フィルムの製造方法、光学フィルム及び位相差フィルムを提供する。
【解決手段】スクリューを有する成形機を用い、非晶性熱可塑性樹脂をガラス転移温度〜ガラス転移温度+200℃で加熱溶融して、溶融押出法により光学フィルムを製造する方法であって、スクリューの温度をガラス転移温度−50℃〜ガラス転移温度+200℃に調整し、押出成形する工程を有する光学フィルムの製造方法。
(もっと読む)
樹脂材料への超音波振動付与装置、この超音波振動付与装置を用いた樹脂材料の溶融成形方法及び樹脂組成物
樹脂ブレンドの混練性,相溶性を向上させ、樹脂に添加した添加剤やフィラーの分散性を向上させる。 溶融・流動状態の樹脂材料に、超音波振動を付与する超音波振動付与装置において、超音波振動を前記樹脂材料に付与する振動子31又はこの振動子の振動を前記樹脂材料に伝達する振動伝達部材32を有し、この振動子31と樹脂材料を接触させて、又は振動伝達部材32を前記樹脂材料に接触させて、振動子31又は振動伝達部材32を前記樹脂材料の流路11に設け、振動子31の振動又は振動伝達部材32の振動により、前記樹脂材料以外の他の部材が実質的に振動しないように、振動伝達抑制手段16,Gを設けた。 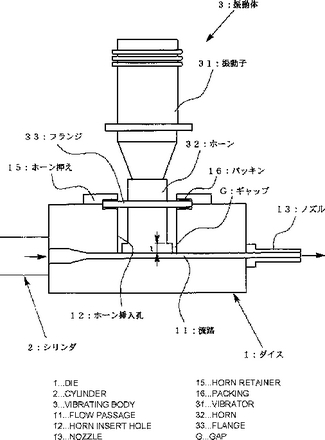 (もっと読む)
(もっと読む)
粘着フィルムの製造方法
【課題】 印刷画像や文字の欠けやゆがみが発生することが無い、表面平滑性に優れた粘着フィルムの製造方法を提供する。
【解決手段】 樹脂フィルム基材に粘着剤層を積層した粘着フィルムの製造方法であって、
溶融押出機から押し出された熱可塑性樹脂を主成分とする溶融混練物を、
軸線を平行に調整した、金属ロール及び表面のゴム硬度が30〜60であるゴムロール間を通過させることにより、前記溶融混練物からなる樹脂フィルム基材を製造し、
前記樹脂フィルム基材の前記ゴムロールに接した面上に粘着剤層を設けることを特徴とする粘着フィルムの製造方法。
(もっと読む)
201 - 220 / 249
[ Back to top ]