
Fターム[4F207AA15]の内容
プラスチック等の押出成形 (29,461) | 樹脂材料等(主成形材料) (3,299) | ポリハロゲン化ビニル系(ポリ塩化ビニリデン) (163) | ポリ塩化ビニル (62)
Fターム[4F207AA15]に分類される特許
1 - 20 / 62
水密型ポリ塩化ビニル絶縁電線用水密材、水密型ポリ塩化ビニル絶縁電線および該電線の製造方法
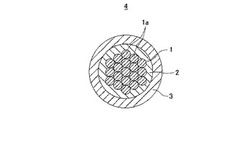
【課題】良好な水密性すなわち水遮蔽効果が安定的に得られ、かつ絶縁体と撚線との隙間および撚線間の隙間への一括充填が可能な程度に粘度が制御され、充填性が良好である水密型ポリ塩化ビニル絶縁電線用水密材および水密型ポリ塩化ビニル絶縁電線を提供する。
【解決手段】水密材用共重合体として、塩化ビニルと酢酸ビニルと(メタ)アクリル酸の共重合体、塩化ビニルと酢酸ビニルと不飽和ジカルボン酸の共重合体または両者の混合物を使用し、共重合体中の酢酸ビニル部分の含有量割合を共重合体の10〜12重量%に制御するとともに、150℃における、せん断速度1000s−1での水密材の粘度を10〜100Pa.sとする。
(もっと読む)
可撓性ホース及びその製造方法

【課題】 接続相手部材との接続を容易かつ確実なものとできるような軟質接続部を有するような可撓性ホースを提供する。そのようなホースを高品質で効率的に製造する。
【解決手段】 可撓性ホース壁11と、螺旋状補強体12とを有する可撓性ホース1において、可撓性ホースのホース端部を除いたホース中央部分aにおいては、螺旋状補強体12aがホース壁11からホース外側に突出するよう、第1の断面形状に設けられる一方で、可撓性ホースの少なくとも一方のホース端部bにおいては、螺旋状補強体12bが第2の断面形状に設けられる。第2の断面形状は、第1の断面形状と比べホース半径方向の高さが低く、かつ、螺旋状補強体のホース内周側部分がホース壁と接合される部分の形状が、第1の断面形状と第2の断面形状で実質的に同じとされて、第2の断面形状が、実質的に第1の断面形状からホース外周側の部分を除去した形状とされている。
(もっと読む)
押出成形品、雨樋、押出成形品の製造方法、及び成形金型
【課題】樹脂からなる押出成形品であって、表面に凹凸があるように見えることにより押出成形品の外観を向上させ、容易に製造することができ、寸法精度よく製造することができる押出成形品、押出成形品の製造方法、及び成形金型を提供する。
【解決手段】押出成形品1は、断面形状に折曲部又は湾曲部を有する押出成形品1であって、少なくとも一方の面に、凹条12及び凸条13が交互に連続して配された樹脂からなる基材11と、該基材11の前記凹条12及び凸条13が成形された面を、少なくとも凹条12を充填するように被覆するとともに、表面が基材11より平滑であり、透明な樹脂からなる被覆層21とを備える。
(もっと読む)
サッシ用気密材と、その製造方法
【課題】 本発明は、耐火性能を備えると共に、耐久性の高いサッシ用気密材とその製造方法を提供することにある。
【解決手段】 サッシの枠体13や障子4a,4bに取り付けられるサッシ用気密材9〜12において、サッシの気密材ホルダー3a,5a,5b,7bに嵌合される基部9a,12aと、基部9a,12aから気密材ホルダー5b,7b外に突出する突出部9b,12bとを備えており、基部9a,12aは、耐摩耗性や弾性を有する気密材成形樹脂からなり、突出部9b,12bは、気密材成形樹脂に熱膨張耐火成分を含有したものからなり、基部9a,12aと突出部9b,9bは一体成形してあることを特徴とする。
(もっと読む)
樹脂製サッシ、樹脂製サッシ用形材及び樹脂製サッシ用形材の製造方法
【課題】 本発明は、万全な耐火性能を効率的に備えることができる樹脂製サッシ及び樹脂製サッシ用形材、樹脂製サッシ用形材の製造方法を提供することにある。
【解決手段】 枠体1〜3と障子4a,4bとを備えており、枠体1〜3及び障子4a,4bを形成する枠材1〜3や框6〜8の樹脂製サッシ用形材形成部22aの任意の箇所に、熱膨張耐火成分を含有する熱膨張耐火成分含有部22bを一体成形してあることを特徴とする。
(もっと読む)
雨樋
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋を提供する。
【解決手段】合成樹脂の押出成形品よりなる雨樋である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してあると共に、前記溝のピッチが前記溝の深さ以上である。前記溝の側面と該溝間にある凸部の側面とが一傾斜面となって連続することで波状となる。
(もっと読む)
建築材料並びにその施工方法
【課題】表面に接着性積層物を設けるのではなく、建築材料そのものを改良して接着剤との親和性を向上させ、壁紙、石膏ボード、パテとの接着強度を向上させうる建築材料を提供する。
【解決手段】ポリプロピレン樹脂、ポリエチレン樹脂、塩化ビニル樹脂などの(A)熱可塑性樹脂、および(B)アミロペクチンを含む粉粒状物質を、(A)熱可塑性樹脂100重量部に対して(B)アミロペクチンが5重量部乃至40重量部なるように、例えば(B)アミロペクチンを含有するうるち米、もち米、或いはコンスターチ等のデンプン粉粒状物質を配合し、更に必要に応じて(C)加工助剤や(D)相溶化剤を含有させた熱可塑性樹脂組成物を少なくとも接着面に有する押出成形体とし、該接着面がサンドクロスやサンドペーパーなどで前記粉粒状物質が露出するように処理されている押出成形体。
(もっと読む)
雨樋の製造方法
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋の製造方法を提供する。
【解決手段】合成樹脂の押出成形による雨樋の製造方法である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1を、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続し、且つ、前記溝1のピッチが前記溝1の深さ以上となり、且つ、前記溝1の側面と該溝1間にある凸部2の側面とが一傾斜面となって連続することで波状となるように、押出成形する。
(もっと読む)
防塵樹脂サッシ及びこれに用いる押出樹脂材の成形方法
【課題】 防塵性を付与した防塵樹脂サッシを提供する。
【解決手段】 共押出成形を行って硬質ポリ塩化ビニル系樹脂の基層11と、硬質ポリ塩化ビニル樹脂(単体)に導電性物質としてポリエチレングリコールを含有するポリエーテル系の高分子剤を混合配置した肉厚0.1〜0.5の表層12を配置した押出樹脂材1を用いて樹脂サッシを形成する。導電性物質は、硬質ポリ塩化ビニル樹脂100重量部に対して3〜20重量部を用いることによって、表層12に導電回路を形成し、該表層12の表面抵抗値を1012Ω以下とすることができ、硬質ポリ塩化ビニル系樹脂のみの場合の1014Ω以上の表面抵抗値を低下して、有効な防塵性を確実に確保したものとすることができる。共押出成形に際して押出樹脂材1の表層12の成形温度は、これを120〜180℃とするのがよい。
(もっと読む)
型内装飾用複合材料の製造方法
【課題】型内装飾用複合材料の製造方法の提供。
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
樹脂成形体
【課題】低伸縮性であり、基材の熱可塑性樹脂を高発泡化でき、軽量で釘打ちが容易な樹脂成形体の提供。
【解決手段】充填材を含む熱可塑性樹脂からなる芯材と、該芯材を囲んで設けられた発泡熱可塑性樹脂からなる基材とを有することを特徴とする樹脂成形体。
(もっと読む)
樹脂シート状物およびその製造方法
【課題】表面に微細な凹凸パターンが形成された樹脂シート状物の効率的な製造方法を提供する。
【解決手段】表面に陽極酸化ポーラスアルミナまたはそれを鋳型として作製した凹凸パターンが形成された回転冷却ロール上に、溶融樹脂をスリットからシート状に連続的に押し出し、冷却ロール表面の凹凸パターンを溶融樹脂に転写した後冷却固化することを特徴とする、表面に微細な凹凸パターンが形成された樹脂シート状物の製造方法、およびその方法により製造された樹脂シート状物。
(もっと読む)
樹脂シートの製造方法
【課題】良好な外観を有するポリ塩化ビニルからなる樹脂シートを製造することが可能な樹脂シートの製造方法を提供する。
【解決手段】マニホールド22に連通された押出流路23が幅方向に延びて形成されたコートハンガー型のTダイ12を用い、Tダイ12のマニホールド22へ溶融状態のポリ塩化ビニル樹脂を送り込み、マニホールド22において樹脂を幅方向へ広げ、押出流路23から平面状に押し出して樹脂シートSを製造する際に、Tダイ12として、押出流路23を形成するシート形成面23aに、塩浴軟窒化処理することにより窒化鉄層が形成されたもの、または窒化珪素が溶射されたものを用いる。
(もっと読む)
ワイヤハーネス用外装材の製造方法
【課題】難燃性を有する熱収縮ネットチューブの製造方法を提供する。
【解決手段】熱収縮チューブの素材となる樹脂を用いて、サイジング機で、縦糸と横糸とを交点で加圧熱融着したネット状のチューブを成形し、ついで、成形した前記チューブを電子線照射で架橋または化学架橋し、ついで、前記チューブを加熱しながら、下流に向けて拡径する円錐筒形状の延伸金型の外周面に被せ、該延伸金型に沿って縦横方向に所要延伸倍率で延伸しながら引き出して、前記チューブの中空部を拡径させ、ついで、冷却して前記拡径状態で固定して熱収縮ネットチューブとしている。
(もっと読む)
シールストリップ及びその製造方法
【課題】シールリップによる窓板の拭き取り性を向上させながら、窓板昇降移動機構の小型化や軽量化の要求を満たすことができるようにする。
【解決手段】窓板13が上昇移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の下降移動時よりも小さくなって、シールリップ22の摩擦力(シールリップ22と窓板13との間に生じる摩擦力)が窓板13の下降移動時よりも小さくなるようにすることで、窓板13を上昇移動させるのに必要な駆動力を減少させる。更に、窓板13が下降移動するときには、窓板13の面に対するシールリップ22の動摩擦係数と押圧力が両方とも窓板13の上昇移動時よりも大きくなって、シールリップ22の摩擦力が窓板13の上昇移動時よりも大きくなるようにすることで、窓板昇降移動機構17に掛かる負荷(窓板13の重量等による負荷)を減少させる。
(もっと読む)
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性、表面外観及び形状性に優れた異形押出樹脂成形品を与え得る異形押出成形用樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義する超高分子量芳香族ビニル系樹脂(B)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(C)及び無機フィラー(D)を所定の割合で含む。
(1)ゴム質重合体の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体(a1)、及び、所望により、芳香族ビニル化合物を重合して成る重合体(a2)から成り(但し、(a2)の割合は(a1)と(a2)の合計量に対して90質量%以下である)、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)芳香族ビニル化合物を含む単量体成分を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性に優れた樹脂成形品を与え得る芳香族ビニル系樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義するエチレン・α−オレフィン系ゴム強化芳香族ビニル系樹脂(B)、以下の(3)に定義する超高分子量芳香族ビニル系樹脂(C)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(D)及び無機フィラー(E)を所定の割合で含む。
(1)ゴム質重合体(但しエチレン・α−オレフィン系ゴムを除く)の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体から成り、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)エチレン・α−オレフィン系ゴムの存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体から成り、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(3)芳香族ビニル化合物を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
ウィンドウおよびドアシステムのための一体化された絶縁押出物と押出技術
一体化された絶縁体を有する押出プラスチックプロファイル材、そのような生成物を押出す方法、およびそのようなプラスチック押出物で作られた窓およびドア。プラスチック押出物は、実質的にIR透過性のアクリルキャップと顔料を含む、低熱蓄積性のキャップストックシステムを含む。一体化された絶縁体を有する押出プラスチックプロファイル材は公知のプラスチック押出技術を使用してリサイクル可能であり、公知の窓およびドア製造において十分に使用することができる。 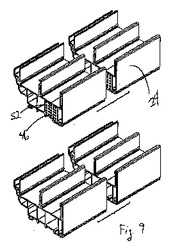 (もっと読む)
(もっと読む)
塩化ビニル系樹脂組成物の成形加工方法
【課題】高度に安定化された塩化ビニル系樹脂組成物を、赤スジを生じることなく成形可能な塩化ビニル系樹脂組成物の成形加工方法を提供する。
【解決手段】ダイスを用いる塩化ビニル系樹脂組成物の成形加工に際し、塩化ビニル系樹脂100質量部に、(a)カルシウムアセチルアセトネート0.05〜3質量部及び(b)(a)以外のβ−ジケトン化合物0〜0.1質量部を含有する塩化ビニル系樹脂組成物を使用することを特徴とする塩化ビニル系樹脂組成物の成形加工方法である。
(もっと読む)
熱可塑性樹脂発泡管の製造方法
【課題】 本発明は、平滑な内周面を有する熱可塑性樹脂発泡管を製造することができる熱可塑性樹脂発泡管の製造方法を提供する。
【解決手段】本発明の熱可塑性樹脂発泡管の製造方法は、熱可塑性樹脂を押出機に供給して発泡剤の存在下にて溶融混練して上記押出機の先端に取り付けたサーキュラダイから押出発泡させる熱可塑性樹脂発泡管の製造方法であって、サーキュラダイの内ダイの先端に冷却マンドレルが接続されており、上記冷却マンドレルの外周面には、所定間隔を存して環状の冷却媒体排出用溝部及び冷却媒体供給用溝部が形成されていると共に、冷却媒体供給用溝部と冷却媒体排出用溝部とが連結溝部を介して連結、連通しており、冷却媒体供給用溝部から冷却媒体を供給して冷却媒体排出用溝部から吸引し排出することによって熱可塑性樹脂発泡管の内周面を冷却することを特徴する。
(もっと読む)
1 - 20 / 62
[ Back to top ]