
Fターム[4F207AB25]の内容
プラスチック等の押出成形 (29,461) | 添加剤、配合剤 (1,426) | 形状 (96) | 短繊維、ウイスカー (64)
Fターム[4F207AB25]に分類される特許
1 - 20 / 64
繊維強化プラスチック廃材の再資源化方法、再生成形体、及び再資源化装置
【課題】繊維強化プラスチック廃材から特性の高い再生成形体を得るための繊維強化プラスチック廃材の再資源化方法を提供する。
【解決手段】繊維強化プラスチック廃材を破砕して破砕物とする破砕工程と、破砕物から篩処理により異物を除去する篩処理工程と、異物が除去された破砕物を加熱溶融及び押出成形する加熱成形工程と、を含み、加熱成形工程は、目開きサイズが0.3mm以上かつ0.6mm以下のスクリーンメッシュを用いて押出成形する。
(もっと読む)
樹脂組成物の製造方法

【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
ポリ(メタキシリレンアジパミド)コイル状成形品
【課題】金属製コイルに代替して使用できる合成樹脂製コイルを提供すること。
【解決手段】ポリ(メタキシリレンアジパミド)、またはそれと強化繊維との複合材料からなりそして押出成形により成形されたコイル状成形品。
(もっと読む)
押出機およびそれを用いた溶融混練方法
【課題】粉体フィラーの搬送効率が高く、粉体フィラーの分散性が良好で、物性の良好な樹脂組成物を得る押出機を提供する。
【解決手段】押出機の最も上流に位置する第一混練ゾーン3が、以下の組み合わせのニーディングブロックa〜dを、上流から、少なくとも1個のaとbをこの順で含むユニットを少なくとも2組、a又はdを少なくとも1個、cを少なくとも1個の順で含む。混練ゾーン3の長さはバレル径の6〜15倍である。a.B/D=0.18〜0.6、α=10〜50度、L/D=0.8〜3.3、b.B/D=0.15〜0.6、α=85〜95度、L/D=0.8〜3.3、c.B/D=0.05〜0.25、α=100〜140度、L/D=0.25〜1.5、d.B/D=0.05〜0.17、α=10〜50度、L/D=0.45〜0.75。ただしB、D、α、Lは羽根の厚み、スクリュ径、隣接する2枚の羽根の間のねじれ角度、長さを示す。
(もっと読む)
金属パネルの補強方法、補強部材及び金属パネル
【課題】低コストで、金属パネルのデフォームを十分に抑制できる金属パネルの補強方法を提供すること。
【解決手段】金属パネルを補強部材10aで補強する金属パネルの補強方法において、混練により屈曲した補強繊維13を含有する樹脂材料を長尺状に押出成形することで、前記補強繊維13をスプリングバックさせ、当該スプリングバックにより形成された複数の空隙15を内部に有する補強部材10aを得る工程と、補強部材10aを加熱して金属パネルに接合する工程と、を含む。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】耐熱性の低下を抑制した液晶ポリエステル組成物の製造方法を提供する。
【解決手段】二軸押出機のシリンダーが、液晶ポリエステルを供給する供給部4と、供給部の下流に設けられ繊維状フィラーを除くフィラーを追加する第1追加部61と、繊維状フィラーを追加する第2追加部62と、を有し、スクリューが、第1追加部を挟んで上流側および下流側にそれぞれ混練部81,82を有しており、混練部81直近上流での樹脂温度が下記式(1)を満たし、直近下流での樹脂温度が下記式(2)を満たす。[数1]
(T1:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)[数2]
(T2:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)
(もっと読む)
増加した強度を有する複合部材を製造する方法
【課題】航空宇宙用途において、及び他の目的のために、木材の代替として用いることができる、特に複合体の耐荷重能力及び総合的な強度を増加させた押出複合材料を製造する方法を提供する。
【解決手段】注入可能な適合した構造コア材料34を用いて、押出複合材料32の内部のフォームセルを置き換え、それによって総合的な耐荷重安定性及び強度を向上させる。コア材料34は、構造材料に対して所望のCTEを有するように調整する。コア材料34は、また、複合部材32の強度を増加させるための繊維及び固体構造充填材も含むことができる。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、高い生産性を実現するため、短時間でモノフィラメントの集合体である、ガラスロービング、又はチョップドストランド等のガラス繊維束をモノフィラメントに解繊できる製造条件を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御して、製造条件を決定する。
(もっと読む)
シミュレーション装置、プログラム、及び記録媒体
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、モノフィラメントの集合体である未解繊ガラス繊維束をモノフィラメントに解繊できる製造条件を導出するためのシミュレーション装置、当該シミュレーション装置の機能を実現するためのプログラム、及び当該プログラムを記録したコンピュータ読み取り可能な記録媒体を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御する。
(もっと読む)
表皮付きパネルの成形方法、表皮付きパネル
【課題】薄肉の表皮材を安定的に成形することができるようにした表皮付きパネルの成形方法、表皮付きパネルを提供すること。
【解決手段】表皮付きパネルとしてのサンドイッチパネルの表皮材となる非発泡樹脂の外層と、発泡樹脂の内層とが積層した一対の多層の樹脂シートP、を押出装置52で押出す。互いに対向する一対の分割金型71A,71Bの間に樹脂シートPを供給した後、樹脂シートPを一対の分割金型71A,71Bの周囲に接触させて密閉空間を形成する。密閉空間を吸引することで、樹脂シートPを一対の分割金型のキャビティ72A,72Bに押圧させて、樹脂シートPをサンドイッチパネルの略外形に形成する。
(もっと読む)
樹脂成形体
【課題】優れた柔軟性を有しながら、一定の強度も担保された樹脂成形体を提供する。
【解決手段】樹脂と繊維とを含み、前記樹脂はポリオレフィンであり、前記繊維は表面処理されていない天然繊維であり、前記繊維の繊維径が90μm以下であり、且つ繊維間距離が200μm以下である樹脂成形体である。
(もっと読む)
シームレスベルト及び画像形成装置
【課題】中間抵抗域の転写ベルトの電気抵抗を容易に制御することができ、電気抵抗の変化やイオン導電剤のベルト表面へのブリードアウトもなく、押出し成形時の加工性を損なうことがないシームレスベルト及びこのシームレスベルトを転写ベルトとして用いた画像形成装置を提供する。
【解決手段】画像形成装置に用いられるシームレスベルト10であって、該シームレスベルトが、少なくとも導電性フィラー、熱可塑性樹脂及び該熱可塑性樹脂と相溶しない熱可塑性樹脂非相溶物を含有し、前記熱可塑性樹脂が連続相を形成し、前記熱可塑性樹脂非相溶物が不連続相を形成しており、前記導電性フィラーが前記連続相中に分散しているシームレスベルト及びこのシームレスベルトを転写ベルト10として用いた画像形成装置である。
(もっと読む)
異形押出成形用樹脂組成物及び異形押出樹脂成形品
【課題】強度、耐衝撃性、耐熱性、耐傷付き性、表面外観及び形状性に優れた異形押出樹脂成形品を与え得る異形押出成形用樹脂組成物を提供する。
【解決手段】以下の(1)に定義するゴム強化芳香族ビニル系樹脂(A)、以下の(2)に定義する超高分子量芳香族ビニル系樹脂(B)の所定比率から成る芳香族ビニル系樹脂成分に対し、滑剤(C)及び無機フィラー(D)を所定の割合で含む。
(1)ゴム質重合体の存在下に芳香族ビニル化合物をグラフト重合して成るグラフト重合体(a1)、及び、所望により、芳香族ビニル化合物を重合して成る重合体(a2)から成り(但し、(a2)の割合は(a1)と(a2)の合計量に対して90質量%以下である)、アセトン可溶分の重量平均分子量が100万以下である樹脂。
(2)芳香族ビニル化合物を含む単量体成分を重合して成り、アセトン可溶分の重量平均分子量が200万以上である樹脂。
(もっと読む)
微細紙粉含有樹脂成型用シートの製造方法
【課題】微細紙粉を含有した樹脂からなる成型加工に適したシートの製造方法を提供することを目的とする。
【解決手段】平均粒径が20〜100μmの微細紙粉を20〜70重量部、メルトフローレートが0.5〜2.5g/10分のポリプロピレンを20〜50重量部有する原材料を、押出成形機13,22により脱気しながら最高温度が200℃以下で混練溶解させ、シート状に押出成形する。
(もっと読む)
熱伝導性棒状樹脂成形体
【課題】熱伝導率が高く、熱伝導率の異方性が小さい、切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
【解決手段】熱可塑性樹脂100重量部と、黒鉛結晶の六角網面の厚み方向に由来する結晶子サイズ(Lc)が20nm以上の黒鉛化炭素材料を25〜230重量部とを少なくとも含む熱伝導樹脂組成物を固化押出成形することにより切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
(もっと読む)
ポリオキシメチレン樹脂組成物の製造方法
【課題】ホルムアルデヒド放出量が著しく低減し、更には衝撃性、熱変色性に優れたポリオキシメチレン樹脂組成物が提供すること。
【解決手段】(A)ポリオキシメチレン樹脂、(B)ヒドラジド化合物、(C)充填材よりなるポリオキシメチレン樹脂組成物の製造方法において、ニーディング・ディスクで構成された溶融ゾーンと混練ゾーンを有するスクリューで(A)ポリオキシメチレン樹脂を、押出機のメインフィード口からバレル内に供給し、溶融ゾーンで溶融させた後、(B)ヒドラジド化合物、(C)充填材をサイドフィード口から供給し、混練ゾーンにて混練し、更にベント口から脱気しながら押出機のダイより連続的に押出すことを特徴とするポリオキシメチレン樹脂組成物の製造方法。
(もっと読む)
積層体及びその製造方法
【課題】軽量であり、且つ、高剛性であることを特徴とする積層体を提供する。
【解決手段】基材層と、この基材層に積層された表皮材層と、を有する積層体であって、前記表皮材層は、ポリビニルアルコール繊維(A)と、ポリオレフィン樹脂(B)と、を含有するポリオレフィン樹脂組成物Aからなる層であり、前記基材層は、前記ポリオレフィン樹脂組成物A以外のポリオレフィン樹脂組成物Bからなる発泡体であることを特徴とする。
(もっと読む)
押出成形体の製造方法および押出成形装置
【課題】補強用繊維の向きが押出方向に配向するのを抑制し、強度が向上した割れ難い押出成形体の、より簡便な製造方法、および押出成形装置を提供する。
【解決手段】本発明の押出成形体の製造方法は、成形材料が圧送される流路2を有する押出装置と、該押出装置20の流路の先端に縮径部12と直管部と押出口11とを順に有するダイ10とが接合されてなる押出成形装置の前記ダイ10の押出口11から以下に定義する成形材料を押し出して押出成形体を製造する方法であり、前記押出成形装置20は孔を有するオリフィス板17が前記ダイ10の内部であって押出口11から押出口の開口部径(d)以上離間した部位に設けられ、押出口11の開口部面積をS1、オリフィス板の孔の開口部面積をS2としたときのS2/S1が0.9以下であることを特徴とする。
成形材料:原料粉末と補強用繊維と溶媒とを含む成形材料
(もっと読む)
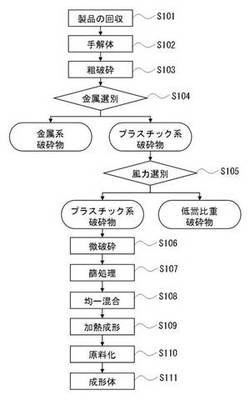
複合材料を形成するために、カーボンナノチューブ(CNT)を流体に供給する方法およびシステム
本明細書において開示されることは、カーボンナノチューブ、CNTを粒体に供給する方法であり、CNTは、CNTの絡み合った凝集体の粉体の形で供給され、絡み合った凝集体の粉体は、投与チャンバ(16、18)に供給され、圧力パルスは、投与チャンバ(16、18)に適用されて、前記圧力および添付の剪断力によって凝集体が少なくとも部分的に崩壊されるように、投与チャンバの出口からCNTを排出し、CNTは、前記粒体の中に供給され、前記流体内に前記CNTを分散させ、かつ複合材料を形成する。  (もっと読む)
(もっと読む)
繊維複合材料の製造方法
【課題】本発明の目的は、引っ張り強度、曲げ強度に優れた繊維複合材料を得ることにある。
【解決手段】セルロース繊維がマトリックス樹脂中に分散して含有される繊維複合材料の製造方法であって、該セルロース繊維と該マトリックス樹脂を含む溶融樹脂組成物を伸長流動混合することを特徴とする繊維複合材料の製造方法。
(もっと読む)
1 - 20 / 64
[ Back to top ]