
Fターム[4F207AF01]の内容
プラスチック等の押出成形 (29,461) | 表面の性状、外観に特徴ある成形品 (238) | 凹凸模様 (137)
Fターム[4F207AF01]に分類される特許
101 - 120 / 137
PETボトルリサイクル擬竹の生産方法及びこれを用いた擬竹

【課題】 ペットボトルの再生PET樹脂を用いて押出成形と真空成形を施した節付き擬竹を提供する。
【解決手段】 ペットボトルの粉砕物に高密度ポリエチレンと増粘剤とを併用してリペレットした再生PET樹脂を用いて中空パイプ状又は半円状の押出材を押出成形し,その直後に一連の連続工程として真空成形によって該押出材に節付け成形を行ってPETボトルリサイクルの節2付き擬竹1を生産する。押出成形時のドローダウン現象を防止した節付け成形を可能とする一方,アイゾット法による耐衝撃試験において9.0kJ/m2〜9.5kJ/m2又はそれ以上の耐衝撃性を得られて,従来のABS系樹脂の擬竹を釘打ちすることによって生じるクラックの発生を解消した擬竹1とすることができる。
(もっと読む)
樹脂シートの製造方法

【課題】凹凸形状の段差が小さい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出した状態でガラス転移温度Tg+50〜Tg+100°Cの温度にあるシート状の樹脂材料14を型ローラ16と型ローラに対向配置されるニップローラ18とで挟圧し、型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料を型ローラより剥離する
(もっと読む)
構造化剥離ライナーを製造する方法
本明細書で開示されるのは、構造化剥離ライナーを製造する方法である。この方法は、押出可能材料を提供する工程と、押出可能材料を、輪郭を有するダイを通して押し出し、それによってベース及び少なくとも1つのレールを形成する工程と、を包含する。レールはベース上に100マイクロメートル未満の高さを有する。他の実施形態では、第1及び第2押出可能材料が提供され、並びにダイを通して押し出されて第1層及び第2層を作り出す。構造化剥離ライナーはまた、既存の基材の上に押し出すことにより形成されてもよい。本明細書でまた開示されるのは、接着剤層と裏材とを含むラミネート構造物を形成する方法である。 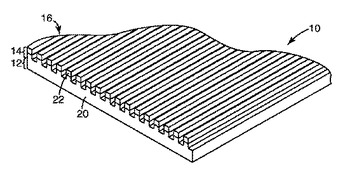 (もっと読む)
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
凹凸シートの製造方法
【課題】耐環境性が高い凹凸シートを安価に製造できる凹凸シートの製造方法を提供する。
【解決手段】単位レンズ形状2aが形成されたレンズ層2を熱可塑性樹脂により作製する凹凸フィルム作製工程を設ける。これにより、微細な単位レンズ形状2aを容易に作成可能である。その後、熱可塑性樹脂により基材層1を作製するとともに、凹凸フィルム作製工程により作製されたレンズ層2を基材層1に対して熱ラミネートする基材シート作製工程とを設ける。
(もっと読む)
複合ウェブ及びその製造方法
キャリアウェブに取り付けられた構造化ウェブを有する複合ウェブ、及び複合ウェブを製造する方法が開示される。構造化ウェブは、構造化ウェブから突き出る複数個の構造体を包含してもよい。この方法は、溶融ポリマー組成物を、外側表面の中に形成された複数個のくぼみを包含する形成ツールの外側表面上に供給することを伴ってもよい。溶融ポリマーは、形成ツールの外側表面の中のくぼみに入り、その中で固化されて、複数個の構造体がくぼみの形状に形成される。ポリマー組成物の表面薄層はくぼみの間に伸びてもよく、その結果、形成ツール上に形成された構造化ウェブは、構造体に接続する表面薄層を包含する。構造化ウェブは、ポリマー組成物の固化後、キャリアウェブと構造化ウェブとの間に位置する接着剤を使用して、構造化ウェブをキャリアウェブに接着することにより、形成ツールから取り外される。 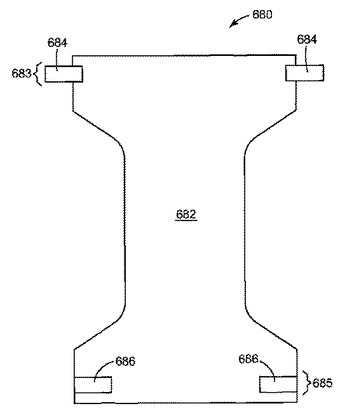 (もっと読む)
(もっと読む)
押出成形された材料に単軸又は多軸方向の剛性を付与する方法及び同方法により得られる製品
材料の単数又は複数の表面に溝又は断面形状を付与することにより、材料の剛性を改質する方法が記載されている。本方法によって作られる材料、並びに鼻腔拡張器、包装材、建築用材料、及び医療装置の様な、同材料を使って作られる製品も記載されている。 (もっと読む)
表面に凹凸形状を有する樹脂板の製造方法及び製造装置
【課題】製造コストを低く抑制できると共に、表面に高精度に制御された凹凸形状を形成することができる、表面に凹凸形状を有する樹脂板の製造方法を提供する。
【解決手段】この発明の製造方法は、一端側に凹凸形状部21が形成された転写用プレート4を該プレート4の凹凸形状部21の少なくとも一部が押出金型3の吐出口10の一部を塞ぐ態様で押出金型3の吐出側前面に当接状態に固定し、この状態で熱可塑性樹脂を前記押出金型3の吐出口10から押出すことによって、表面に凹凸形状を有する樹脂板を得ることを特徴とする。
(もっと読む)
ホログラムシートの製造方法およびホログラムシート
【課題】本発明は、光反射層を必要とせず、製造効率が格段に優れ、安価で、経済的であるだけでなく、任意の干渉色を発現できる極めてホログラムの装飾効果が高い、ホログラムシートの製造方法およびホログラムシートを提供する。
【解決手段】基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射光を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とする。
(もっと読む)
構造化フィルムを製作する方法
音響吸収性を有する構造化フィルム(10)が開示された。さらに、構造化フィルムの製作及び使用の方法も、開示された。  (もっと読む)
(もっと読む)
エンボスシートの製造方法
【課題】 表面性や転写性を確保しつつ、フラット性に優れ、横スジの発生がなくかつ位相差の低いエンボスシートを提供する。
【解決手段】 ダイ1から押し出された溶融状態の熱可塑性樹脂Mを、軸支点が固定されかつ表面にエンボス加工用の凹凸形状が施された固定ロール2と、軸支点が可動な2本以上のロール41,42に渡された金属製ベルト3とで挟圧することによって、厚み50〜130μmのエンボスシートを成形する方法において、固定ロール2に対するベルト3の抱き角を、固定ロール2の表面に0.5MPa以上の面圧で接触するベルト3の接触部31の円弧長が10〜20mmとなるように設定する。特に、円弧長が15〜20mmとなるように抱き角を設定した場合、横スジの発生がなく、光学用途に適したエンボスシートが得られる。
(もっと読む)
樹脂シートの製造方法及び装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、欠陥なく所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法及び装置を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14とこの樹脂材料の片面側に供給されるバックアップシート20とを樹脂材料が型ローラ16側に、バックアップシートがニップローラ18側になるようにして、型ローラと型ローラに対向配置されるニップローラとで挟圧し、 型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料とバックアップシートとの積層体を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離する樹脂シートの製造方法である。ダイ12の吐出口を、型ローラとニップローラとの共通接線に対し型ローラ側に設けることにより欠陥を低減できる。
(もっと読む)
低減されたノイズレベルを呈する締着装置
ノイズ軽減区域及び締結構成要素を有する非弾性熱可塑性フィルム。ノイズ軽減区域は複数の開口を有し、複数の開口はそれぞれ、約4mm2〜約75mm2の面積を有する。締結構成要素は、締結構成要素がノイズ軽減要素に取り囲まれるようにして、ノイズ軽減区域内に配置される。  (もっと読む)
(もっと読む)
エンボス化粧シートの製造方法
【課題】 塩化ビニル樹脂以外の材料を用いて、樹脂加工性に優れた柔軟性を有し、エンボス再現性に優れ、なおかつ、耐久テスト後においても基材の剥離の問題のない意匠性に優れた安価なエンボス化粧シートを提供する。
【解決手段】 本発明は、少なくとも溶融したオレフィン系樹脂をエンボスの施された冷却ロールと加圧ロールの間にTダイより押出しエンボスシートを得る工程、該エンボスシートの表面にコロナ処理を施し、エンボス凹部に着色インキを刷り込む工程、さらにトップコート層を設ける工程を有するオレフィン系樹脂エンボス化粧シートの製造方法において、該エンボスシートが厚さ70〜120μmの単層エンボスシートであり、かつ、木粉、または1種もしくはそれ以上の着色用高濃度樹脂ペレットを混練して得られる着色柄を有するエンボスシートであることを特徴とするオレフィン系樹脂エンボス化粧シートの製造方法である。
(もっと読む)
樹脂シートの製造方法
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、所望の断面形状を得ることができ、特に、各種表示装置の背面に配される導光板や各種光学素子に使用するのに好適な樹脂シートの製造方法を提供する。
【解決手段】ダイ12より押し出したシート状の樹脂材料14を型ローラ16と型ローラに対向配置されるニップローラ18とで挟圧し、樹脂材料を幅方向の厚さに偏差がつくような板状に成形するとともに、型ローラ表面の凹凸形状を樹脂材料に転写し、転写後の樹脂材料を型ローラに対向配置される剥離ローラ24に巻き掛けることにより型ローラより剥離する。
(もっと読む)
タイヤ用ゴム部材の製造方法、及び空気入りタイヤ
【課題】ストリップワインド方式によるメリットを確保しながら、ゴムストリップ間やゴムストリップと被巻付け体との間などにおけるエアー残りの発生を効果的に抑制でき、タイヤ品質を高く維持する。
【解決手段】被巻付け体30の表面に、ゴムストリップ10を、該被巻付け体30の回転とともにその軸方向の一方側F1から他方側F2に位置ズレさせて螺旋状に巻き重ねてタイヤ用ゴム部材Gを形成する。ゴムストリップ10は、両表面Sf、Srに複数の排気溝11を並設する。排気溝11は、ゴムストリップ10の長さ方向に対して20〜70°の角度θで、かつ巻き付けの後方側に向かって前記他方側F2から一方側F1に傾斜してのびる。しかも排気溝11の溝巾の最大を0.3〜3.0mm、かつ溝深さの最大を0.1〜3.0mmとした。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】膜厚分布が小さくハンドリング性に優れるセルロースアシレートフィルムを得る。
【解決手段】
セルロースアシレートを主成分とするフィルム原料40を製造する。フィルム原料40を押出機11で加熱して溶融する。溶融されたフィルム原料40をダイ14からシート41として押し出す。弾性ロール18には凹み深さ100nm、密度2000個/mm2のものを用いる。冷却ロール17と併せてタッチロール方式でキャストする。冷却ドラム19,20でシート41を冷却してフィルム42とする。フィルム42にはキャスト時に所望の凸部が形成されており、ハンドリング性にも優れる。
(もっと読む)
幾何学模様が付与された樹脂シート
【課題】
樹脂組成物を溶融押出した後、シート状押出物を幾何学的模様が付された型付ロールと冷却ロールとの間に挟持することにより幾何学模様が付与された樹脂シートにおいて、ロールに付された幾何学模様の樹脂シート表面への転写再現性が向上された樹脂シートを提供する。
【解決手段】
ポリカーボネート樹脂、あるいはポリカーボネート樹脂とポリエステル樹脂との混合樹脂100重量部に対し、メタクリル酸エステル・アクリル酸エステル共重合体を0.05〜1.0重量部含有せしめた樹脂組成物を溶融押出した後、シート状押出物を幾何学模様が付された型付ロールと冷却ロールとの間に挟持する。
(もっと読む)
樹脂パイプおよび樹脂成形品
【課題】フィラーパイプ20は、蛇腹部30におけるバリア層20cの肉厚を少ない樹脂材料で形成するとともに、優れた耐燃料透過性を備えること。
【解決手段】フィラーパイプ20は、複数の樹脂材料を同時に押出して流体用の通路を形成するとともに、山部30aと谷部30bとを連続して配置した蛇腹部30を賦形しており、高密度ポリエチレンから形成された外層20eと、耐燃料透過性に優れたEVOHから形成されたバリア層20cと、高密度ポリエチレンから形成された内層20aとを備えている。山部30aの頂点から谷部30bの底までの深さをdとし、山部30aの頂点からバリア層20cまでの距離をLとすると、d<Lとなるように構成している。
(もっと読む)
電磁波シールドフィルムの製造方法
【課題】微細で寸法精度の高い金属導電部を有し、電磁波シールド性および光透過性に優れた電磁波シールドフィルムを安価で簡便に製造する方法を提供すること。
【解決手段】本発明に係る電磁波シールドフィルムの製造方法は、溶融押出成形法により表面にメッシュ状の凹部3を有する透明基材1を形成する工程と、該メッシュ状の凹部3内に金属導電部4を形成する工程とを含むことを特徴とする。前記透明基材表面のメッシュ状の凹部3は、溶融押出成形法により該透明基材1を成形する際に、メッシュ状の凸部が設けられた冷却ロール2を該透明基材1の表面に圧着することにより形成することができる。
(もっと読む)
101 - 120 / 137
[ Back to top ]