
Fターム[4F207AF01]の内容
プラスチック等の押出成形 (29,461) | 表面の性状、外観に特徴ある成形品 (238) | 凹凸模様 (137)
Fターム[4F207AF01]に分類される特許
41 - 60 / 137
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に凹凸形状を高い転写率で転写できる表面形状転写樹脂シートの製造方法を提供する。
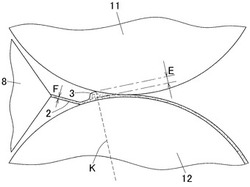
【解決手段】本発明の製造方法は、樹脂をダイ8から連続的に押し出して連続樹脂シート2を得る押出工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程とを含み、第二押圧ロール12の表面に転写型を備え、該転写型は複数の凹溝を有し、凹溝のピッチ間隔が30〜500μmであり、凹溝の溝深さが3〜500μmであり、第一押圧工程において、第一押圧ロール11と第二押圧ロール12との間に樹脂のメルトバンク3を形成し、該バンクの高さEを、連続樹脂シートの厚さFの3倍以上に設定し、第二押圧ロール12の温度を、樹脂のガラス転移温度Tg(℃)に対して10℃〜50℃高い温度に設定することを特徴とする。
(もっと読む)
自動車燃料用インタンクチューブおよびその製法

【課題】耐圧性能に優れたインタンクチューブの提供を目的とする。
【解決手段】燃料タンク2内に配設され、燃料タンク2の変位および燃料ポンプ5の振動を吸収する構成を備えた単層構造の自動車燃料用インタンクチューブ1である。そして、上記自動車燃料用インタンクチューブ1が、脂肪族ポリアミド樹脂を主成分とする樹脂材料からなる単層構造に形成され、かつ、下記の耐圧特性(X)を備えている。
(X)試験液〔Fuel C:メタノール=85:15(容量基準)〕中に80℃で168時間浸漬したインタンクチューブ内に、加圧媒体としてシリコンオイルを充填し、インタンクチューブの両端を試験用パイプで塞ぎ、昇圧速度1.0MPa/minで、室温にて耐圧試験を行い、インタンクチューブが破裂するか、もしくは試験用パイプが抜けた時の圧力(破壊圧力)が2.8MPa以上である。
(もっと読む)
光学シートの製造方法
【課題】冷却速度を制御することにより、熱可塑性樹脂シートを製造する際のシートのたわみを少なくし、転写性の低下も同時に防ぐことができる。またプリズムシート裏面に硬度が必要な場合保護フィルム、ハードコート層を設ける工程を省くことができる。
【解決手段】加圧ロール16、パターンロール15と温調ロール群17を備えた押出成形装置を用い、Tダイ13からシート状に溶融樹脂を吐出し、吐出した樹脂シート14をパターン形状を成形するためのパターンロール15と加圧ロール16により加圧し、パターンを成膜する。次にシートを搬送および冷却速度を調整する温調ロール群17により搬送し冷却速度を調整する。ここで温調ロール群17とは下流程低温に設定されており、各部でシートの冷却速度を調整できるように温度を調整可能な温度調整機構を有した複数の搬送ロールで構成されている。
(もっと読む)
印画用シートの製造方法
【課題】 量産性に優れ、高品質の印画用シートを得ることができる印画用シートの製造方法を提供する。
【解決手段】
連続走行する透明基材7の一方面に、透明熱可塑性樹脂9を供給し、ニップローラ3と鏡面ローラ2により透明基材7と透明熱可塑性樹脂9を挟圧し、鏡面ローラ2で透明熱可塑性樹脂9を冷却固化し、コーター10により分散液を塗布し、乾燥ゾーン11を通過させて樹脂層上に受容層を形成し、透明基材7の多方面に透明熱可塑性樹脂18を供給し、ニップローラ14とエンボスローラ13により挟圧して、透明熱可塑性樹脂18に型を転写し、エンボスローラ13により透明熱可塑性樹脂18を冷却固化し、フィルムロール8に巻き取る。
(もっと読む)
太陽電池封止シートの製造方法
【課題】生産性に優れるだけでなく、シートへのエンボス形状の転写性に優れた、太陽電池封止シートの製造方法を提供すること。
【解決手段】表面の少なくとも一部にエンボス加工が施された太陽電池封止シートの製造方法であって、樹脂又は樹脂組成物をTダイ(104)で溶融押出して溶融シートとし、前記溶融シートを、表面が平滑であるキャスティングロール(106)を用いて冷却することで、15m/分以上の製膜速度で平滑シートを得る製膜工程と、前記平滑シートを加熱することで軟質化させ、前記軟質化された平滑シートをエンボスロール(116)に接触させることよって、前記平滑シートの表面の少なくとも一部にエンボス加工を施すエンボス工程と、前記エンボス加工が施された平滑シートを冷却する冷却工程と、を含む太陽電池封止シートの製造方法。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の凹凸形状を高い転写率で転写できると共に製造効率の良い表面形状転写樹脂シートの製造方法を提供する。
【解決手段】この発明の製造方法は、樹脂をダイ8から連続的に押し出して連続樹脂シート2を得る押出工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程と、第一押圧工程の後に連続樹脂シート2を第二押圧ロール12に密着させた状態で搬送する搬送工程と、搬送工程の後に連続樹脂シート2を第二押圧ロール12と第三押圧ロール13とで挟み込む第二押圧工程とを含み、第二押圧ロール12及び第三押圧ロール13のうちの少なくともいずれか一方の押圧ロールは、その表面に転写型を備え、第二押圧工程において5MPa以上のロール間押圧圧力で連続樹脂シート2を挟み込むことを特徴とする。
(もっと読む)
表面に凹凸形状を有する光学シートの製造方法
【課題】光学シートの品質管理を高精度に行うことができると共に、生産性にも優れた、表面に凹凸形状を有する光学シートの製造方法を提供する。
【解決手段】この発明の光学シート2の製造方法は、押出機から熱可塑性樹脂を押し出して樹脂シート1を得る押出工程と、成形面に凹凸形状部30a及び平坦部30bが設けられた成形ロール12を、樹脂シート1の少なくとも片面に圧接せしめることによって、表面に凹凸形状面及び平坦面が形成された光学シート2を得る表面成形工程とを包含することを特徴とする。得られた光学シート2の平坦面部分を切り取り、該平坦面部分の光学特性を測定し、得られた測定値をフィードバックして製造条件を調整することによって、光学シート2の品質管理を高精度に行うことができる。
(もっと読む)
艶消し樹脂フィルム
【課題】 充分な艶消し性を有し、かつ機械的強度に優れるとともに、良好な成形性をも有する艶消し樹脂フィルムを提供する。
【解決手段】 本発明の艶消し樹脂フィルムは、ポリカーボネート樹脂を樹脂成分とする樹脂組成物(a)を含むポリカーボネート樹脂材料からなる層(A)の少なくとも一方の面に、メタクリル樹脂を樹脂成分とする樹脂組成物(b)を含むメタクリル樹脂材料からなり、表面に微細な凹凸を有するマット層(B)が積層されてなる艶消し樹脂フィルムであって、前記樹脂組成物(a)のガラス転移温度TgA(℃)と前記樹脂組成物(b)のガラス転移温度TgB(℃)とが式:TgA−TgB<25を満たす。
(もっと読む)
微細な凹凸形状を有する熱可塑性樹脂シートの製造方法、光学シート。
【課題】液晶フラットパネルディスプレイの光源ユニット部材において、高輝度で高輝度均整度を達成するために必須となる、微細で高度な寸法精度が求められる凹凸形状に賦型された光学シートの製造方法の提供。
【解決手段】熱可塑性樹脂を押出機のダイより連続的に溶融状態のシート状に押出し、第1ロール2と第2ロール3間で圧延した後、第3ロール4により表面に複数の微細な凹凸形状を賦型する凹凸パターン付熱可塑性樹脂シートの製造方法において、第1ロール、第2ロール、第3ロールの温度を、該熱可塑性樹脂のガラス転移温度(Tg)に対し、各々、Tg−50℃〜Tg+20℃、Tg+20℃〜Tg+60℃、Tg+30℃〜Tg+70℃に設定し、かつ、第2ロールの周速度V2とし、第3ロールの周速度V3としたとき、周速度V3を周速度V2の93%〜100%とする。
(もっと読む)
樹脂シートの製造装置及び製造方法
【課題】様々な熱可塑性樹脂を用いて表面に微細な凹凸を確実に形成することを可能とする樹脂シートの製造装置を得る。
【解決手段】金属からなるロール本体4aを有する温度調節ロール4と、温度調節ロール4を駆動する駆動装置6と、外表面に樹脂シート表面に形成される凹凸に対応した形状の凹凸が形成されている無端金属帯状体4cと、温度調節ロール4の外周面及び無端金属帯状体4cの内周面の少なくとも一方に設けられており、無端金属帯状体4cよりも透磁率の低い素材4bと、透磁率の低い素材4bを介して無端金属帯状体4cを温度調節ロール4に接触させつつ温度調節ロール4が回転しているうちに、樹脂シート3を無端金属帯状体4cの外周面に接触させて熱可塑性樹脂シート3の一方面に凹凸を付与する装置と、無端金属帯状体4cを加熱するための電磁誘導加熱装置7とを備える、樹脂シートの製造装置1。
(もっと読む)
超音波発生装置を用いた立体模様シートおよびフィルムの製造方法、および製造装置
【課題】押出成形法において高い精度でパターンロールのパターンを転写させることのできるパターンシート製造方法及び製造装置を提供する。
【解決手段】本発明のパターンシート製造装置は、シート状溶融樹脂を吐出するTダイ13、パターンを転写するためのパターンロール14と押さえロール15と超音波ホーン16からなる成形機、成膜したパターンシートを搬送する複数のガイドロール17、そしてパターンシートを巻き取る巻取り機18からなる。
押さえロール15とパターンロール14で狭圧され固化した押出シートに超音波ホーン16から超音波振動を与え、パターンロール表面で押出シート表面に選択的溶融を生じさせると共に断続的押し込み力を作用させることで完全にパターンロール14のパターンを転写させる。
(もっと読む)
光学シート製造装置、光学シート、バックライトユニット及びディスプレイ装置、並びに光学シート製造方法
【課題】成形品に反りや撓みによる変形や損壊が生じることのない光学シート製造装置を提供する。
【解決手段】両面に微細凹凸形状を有して照明光路制御に用いられる光学シートを、押出成形によって連続的に製造する光学シート製造装置1において、加熱溶融させた樹脂Wをシート状に押し出して吐出する押出ダイ10と、該シート状の樹脂Wを挟み込んで両面に前記微細凹凸形状を成形する凹凸成形部30とを設け、押出ダイ10と凹凸成形部30との間に、押出ダイ10から押し出されたシート状の樹脂Wが所定時間かけて通過する内部応力緩和区間50を設け、さらに、内部応力緩和区間50を加熱する外部加温設備(加熱設備)51を設ける。
(もっと読む)
プラスチック製照明カバーの製造方法
【課題】 簡素な工程で、強度が高く、かつ、光源からの光を確実に拡散することができるプラスチック製照明カバーの製造方法を提供すること。
【解決手段】 熱可塑性樹脂材料を押出成形機によって略平板状に押し出して、略直線状の断面形状の本体部11およびこの本体部11の幅方向の両端部にはそれぞれ掛止凸部12・12を有するカバー部材1の基板Aを作製する一方、帯熱軟化状態の当該基板Aの本体部11の片面または両面に対して、凹凸パターンを型押し加工して、本体部11の表面に凹凸溝13を形成すると共に、当該基板Aが帯熱軟化状態にあるうちに、この基板Aを、略直線状の断面形状である賦形金型2の入口ダイ21に挿入していき、この賦形金型2のキャビティ内において、両壁面に挟まれる領域が直線状から逓次的に弯曲形状に変化していく壁面形状に沿って、挿入された本体部11を弯曲賦形せしめて、弯曲状の出口ダイ22から押し出す。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供することを目的とする。
【解決手段】本発明の表面形状転写樹脂シートの製造方法は、樹脂を加熱溶融状態でダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロールと第二押圧ロールとで挟み込む第一押圧工程とを含み、上記第一押圧ロールまたは第二押圧ロールのいずれかの表面に金属製の転写型を備え、この転写型は、複数の凹部または凸部を有し、該凹部または該凸部のピッチ間隔が30μm〜500μmであり、該凹部の溝深さまたは該凸部頂部高さは3μm〜500μmであり、上記第一押圧工程において、連続樹脂シートの表面に第一押圧ロールまたは第二押圧ロール表面に備えた転写型が転写され、上記樹脂は、結晶性高分子樹脂であることを特徴とする。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供する。
【解決手段】樹脂を加熱溶融状態でダイ4から連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロール5aと第二押圧ロール5bとで挟み込む第一押圧工程とを含み、上記第一押圧ロール5aまたは第二押圧ロール5bのいずれかの表面に金属製の転写型を備え、この転写型は、複数の凹部または凸部を有し、該凹部または該凸部のピッチ間隔が10μm〜500μmであり、該凹部の溝深さまたは該凸部頂部高さは30μm〜1500μmであり、上記第一押圧工程において、連続樹脂シートの表面に第一押圧ロール5aまたは第二押圧ロール5b表面に備えた転写型が転写され、上記樹脂は、結晶化温度ピークの幅が9℃以下である結晶性高分子樹脂。
(もっと読む)
合成樹脂製シートの製造装置および製造方法
【課題】多数の突起部が形成された合成樹脂製シートの突起部表面に文字等の識別情報を設ける場合に、識別情報の安定性およびリサイクル性を向上させる。
【解決手段】外周面に突起部に対応する凹部220が形成され、凹部220の底部に配置された蓋部材に設けられた吸引口から空気を吸引可能に構成された成形ロール22に、融点以上となっている第1シート11を供給し、吸引口から空気を吸引して、成形ロール22の外周面上で第1シート11に突起部を形成する。蓋部材の表面には、視認可能な識別情報が形成されており、第1シート11を吸引する際に、蓋部材221の表面に第1シート11が押し付けられ、蓋部材221に形成された識別情報が第1シート11に転写される。
(もっと読む)
低収縮性樹脂フィルムの製造方法
【課題】貼着時の再加熱によっても収縮が小さい低収縮性樹脂フィルムを得、加熱接着性の向上を図る。
【解決手段】低収縮性樹脂フィルムの製造方法において、ダイ39より押出成形される封止膜用のフィルム状樹脂素材15を、送り出されてくるシート基材11上に展張し、シート基材11ごとフィルム状樹脂素材15を加熱してシート基材11上で溶融し、シート基材11上のフィルム状樹脂素材15をエンボスローラ21にて加圧した後冷却してシート基材11と一体に積層された樹脂フィルム47を形成し、シート基材11と樹脂フィルム47からなる低収縮性樹脂フィルム49を巻き取る。送り出されてくるシート基材11は、無端状の搬送ベルト37上に支持し、搬送ベルト37上に支持する。シート基材11上のフィルム状樹脂素材15は、搬送ベルト37と共に加熱して溶融することができる。
(もっと読む)
樹脂シートの製造装置及び樹脂シートの製造方法
【課題】パターンロールの周面に形成された微細なパターンを溶融樹脂シートに高精度に転写することが可能な樹脂シートの製造装置及び製造方法を提供する。
【解決手段】溶融樹脂シート3に転写するためのパターンが形成された周面を有するパターンロール4と、周面のパターン形成部の一部と所定の間隔をおいて対向する曲面部を有するブロック5を用意し、温度調節用の媒体流路53によって所定の温度に調節された曲面部とパターン形成部の間に溶融樹脂シート3を挟み込む。パターンロール4を回転させ、溶融樹脂シート3をブロック5の曲面部によりパターン形成部の方向に押圧し、曲面部とパターン形成部の間隔をパターンロール4の回転方向に向かって連続的に減少させながら、パターンを溶融樹脂シート3に転写する。
(もっと読む)
熱可塑性樹脂製エンボスシートの製造方法および製造装置
【課題】簡単な構成で高転写率の熱可塑性樹脂製エンボスシートを製造する。
【解決手段】溶融状態の熱可塑性樹脂シート11を、周面にエンボスパターンを有した第3ロール16と金属製エンドレスベルト15との間に導入し、金属製エンドレスベルト15の第一の温度制御手段30Aにより熱可塑性樹脂シート11片面側から冷却した後、第3ロール16と第4ロール19間に加わる線圧にて熱可塑性樹脂シート11にエンボスパターンを転写させる。その後、金属エンドレスベルト15の第二の温度制御手段30Bにより転写後の熱可塑性樹脂シート11を金属製エンドレスベルト15および第3ロール16から剥離させ、反り矯正ロール17にて反りを矯正し、熱可塑性樹脂製エンボスシート21を得る。エンボスパターンを転写する熱可塑性樹脂シート11が比較的に肉厚でも、バンク不良などの外観不良を生じることなくエンボスパターンを高転写率で効率よく形成できる。
(もっと読む)
パターン部と非パターン部で段差を有する成形用ロール
【課題】押出成形法において、高い精度でパターンを転写させるための成形用ロールを提供すること。
【解決手段】成形用ロール装置は、押出機12から押出されるシート状溶融樹脂を、押出機12から押出されるシート状溶融樹脂を成形用ロール14と押さえロール15間に導入して狭圧成形し幅方向の中央部にパターンが形成されたパターンシートを得るものである。成形用ロール14は、その長手方向の中央に設けられた均一の直径の大径部14Aと、大径部14Aの両側に設けられ大径部14Aよりも小さい均一の直径で形成された小径部14Bとを有している。そして、大径部14Aの外周面にパターンを形成するためのパターン部21が設けられ、小径部14Bはパターン部21が形成されていない非パターン部22となっている。
(もっと読む)
41 - 60 / 137
[ Back to top ]