
Fターム[4F207AH33]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 電気電子装置(←電子部品) (263)
Fターム[4F207AH33]の下位に属するFターム
送配電(←プラグ、コネクタ) (64)
プリント配線基板(←銅張積層板) (10)
封入電子部品(←ICカード) (2)
磁気テープ、磁気ディスク、磁気カード (2)
音響機器(←拡声器コーン) (1)
通信機器(←アンテナ) (4)
電気電子装置用のパネル、ケース (8)
Fターム[4F207AH33]に分類される特許
101 - 120 / 172
偏肉樹脂シートの製造方法および製造装置
【課題】樹脂シートの蛇行により最厚部の位置が変動する場合であっても、偏肉樹脂シートの裁断を高精度に行うことができる偏肉樹脂シートの製造方法および製造装置を提供する。
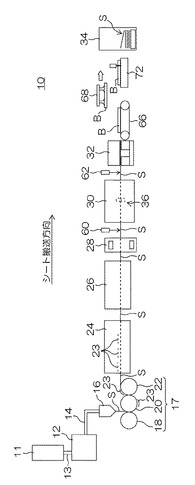
【解決手段】ダイ16から押し出される溶融樹脂を、型ローラー20とニップローラー18とで挟圧して偏肉樹脂シートSを成形した後、膜厚測定センサー60により偏肉樹脂シートSの膜厚を測定して、当該膜厚の測定結果から偏肉樹脂シートSの最厚部の位置を算出する。そして、算出された最厚部の位置に基づいて、基準線マーカー62により偏肉樹脂シートSに基準線を形成した後、当該基準線に基づいて偏肉樹脂シートS(偏肉樹脂板B)の裁断を行う。これにより、偏肉樹脂シートSの蛇行により最厚部の位置が変動する場合であっても、最厚部の位置を考慮して、偏肉樹脂シートSの裁断を高精度に行うことができる。
(もっと読む)
偏肉樹脂シートの製造方法及び偏肉樹脂シートの製造装置

【課題】偏肉樹脂シートの切断時における切断不良や保護フィルムの剥がれを防止することができる偏肉樹脂シートの製造方法及び偏肉樹脂シートの製造装置を提供する。
【解決手段】ダイ16から押し出される溶融樹脂を、型ローラー20とニップローラー18とで挟圧して偏肉樹脂シートSを成形し、剥離ローラー22によって型ローラー20から剥離した後、切断機32により偏肉樹脂シートSを所望の長さに切断する。このとき、偏肉樹脂シートSの切断は、偏肉樹脂シートSに応じて形状が予め調節された弾性体により偏肉樹脂シートSを押さえつけた状態で行われる。これにより、偏肉樹脂シートSの全幅にわたって弾性体で押さえつけた状態で、偏肉樹脂シートSの切断を行うことができるため、切断不良や保護フィルムの剥がれを防止することができる。
(もっと読む)
凸形状が賦形されたポリカーボネート樹脂シートを製造する方法および該方法から製造された樹脂シート
【課題】微細な凸形状が賦形されたポリカーボネート樹脂シートを、賦形押出法により安定して製造する。
【解決手段】溶融されたポリカーボネート樹脂材料(A成分)を、表面に微細な凹形状が形成された賦形ロールと、賦形ロールに対向した冷却ロールとの間で狭持して、凸形状が賦形されたポリカーボネート樹脂シートを製造する方法において、(I)該シートの厚みが0.8〜3mm、凸形状の高さが20〜300μm、並びに該高さをH(μm)および該凸形状の幅をD(μm)としたときH/Dが0.3〜1の範囲にあるシートを製造するにあたり、(II)該A成分として、キャピラリーレオメーターにより280℃で測定される、剪断速度6.08秒−1での溶融粘度η1、および剪断速度60.8秒−1での溶融粘度η2が、下記式(1)を満足するポリカーボネート樹脂材料を使用することを特徴とする製造方法。0.03<log(η1/η2)<0.5(1)
(もっと読む)
光学的平滑ライト・ガイドの製作
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
ローラの製造方法及びローラ
【課題】少ない研磨量でも高い外径精度及び振れ精度を有する弾性層を形成することのできるローラの製造方法、並びに、高い外径精度及び振れ精度を有する弾性層を備えたローラを提供すること。
【解決手段】ストレートヘッドダイを備えた押出機を用いて、軸体胴部とその両端部に形成されたジャーナル部6、7とを有する軸体2の外周にゴム組成物を押出成形して弾性層を形成するローラの製造方法であって、軸体2を一列に配置したときに隣接するジャーナル部6、7間を支持すると共にジャーナル部6、7間で形成される凹部空間を閉塞するコマ部材9を介装して、複数の軸体2を一列に連接し、連接された複数の軸体2を前記押出機のヘッド内に移送して、軸体2の外周に前記ゴム組成物を押出成形することを特徴とするローラの製造方法、並びに、このローラの製造方法によって製造されたローラ。
(もっと読む)
成形体の製造方法
【課題】表面状態が良好なポリエーテルエーテルケトンを含有する成形体の製造方法を提供する。
【解決手段】(1)ポリエーテルエーテルケトンを濃硫酸に溶解した溶液を、濾過径0.4μm以上、4μm以下のフィルターを用いて濾過する工程と、
(2)該濾過工程によって得られた濾液から精製ポリエーテルエ−テルケトンを回収する工程と、
(3)該精製ポリエーテルエーテルケトンを熔融押出しする工程と
を含む。
(もっと読む)
光学フィルムの製造方法
【課題】透明性、厚み精度および経済的なポリプロピレン系樹脂からなる光学フィルムの製造方法を提供する
【解決手段】
溶融されたポリプロピレン系樹脂をフィルム7に成形する成形工程と、フィルム7を回転冷却体4に密着せしめて冷却固化する冷却工程とを備え、冷却工程では、フィルム7を静電的に回転冷却体4に密着せしめる、ポリプロピレン系樹脂からなる光学フィルムの製造方法である。
(もっと読む)
太陽電池用接着シートの製造方法
【課題】 本発明は、加熱による収縮の小さい太陽電池用接着シートを生産性良く製造することができる太陽電池用接着シートの製造方法を提供する。
【解決手段】 本発明の太陽電池用接着シートの製造方法は、エチレン系共重合体と有機過酸化物とを含有する樹脂組成物を押出機に供給して溶融混練し、上記押出機に取り付けた金型から樹脂シートを押出し、この樹脂シートを上記エチレン系共重合体の融点よりも25〜50℃高い温度にて冷却ロールの表面に載せ、上記樹脂シートを上記冷却ロールの表面に載せた状態で搬送しながら冷却し、上記樹脂シートを上記エチレン系重合体の融点よりも20℃低い温度以上で且つ上記エチレン系重合体の融点よりも15℃高い温度以下に冷却した状態で上記冷却ロールとエンボスロールとの間に供給して上記樹脂シートにエンボスを形成することを特徴とする。
(もっと読む)
熱可塑性樹脂組成物、その製造方法、熱可塑性樹脂フィルム、その製造方法、偏光板および液晶表示装置
【課題】フィルムの接触角偏差が小さく、偏光板に使用した際に貼り合せ不良の発生し難い熱可塑性フィルムおよびその製造方法を提供する。該フィルムの製造方法の原料として用いることに適した、熱可塑性樹脂組成物およびその製造方法を提供する。さらに、該フィルムを用いた偏光板および液晶表示装置を提供する。
【解決手段】ニーディングディスクが設置されているスクリューを少なくとも2本有しており、且つ、前記ニーディングディスクの上流においてスクリュー長の35〜80%の長さに渡る領域が210〜310℃の範囲内の温度に維持されている多軸押出機に、ガラス転移温度が180℃以下である熱可塑性樹脂と添加剤とを含む組成物を供給し、スクリューの回転により前記組成物をスクリュー全長に渡って搬送する工程を含むことを特徴とする熱可塑性樹脂組成物の製造方法。
(もっと読む)
電気絶縁性シートの表面処理装置、表面処理方法、および、電気絶縁性シートの製造方法
【課題】電気絶縁性フィルムの放電処理による表面改質方法に関する。光学フィルム等のコーティング塗膜では、フィルムのぬれ性が不均一であると、ぬれが低い部分で塗布ムラが発生しやすく、光学欠点を抑制できないでいた。
【解決手段】フィルム表面に、放電密度が1×104[W/m2]以上4×104[W/m2]以下、かつ、処理時間0.04[秒]以上0.2[秒]以下で処理を行った後、フィルムに塗液をコーティングする。フィルム表面のぬれがばらつきなく均一であるので、コーティング塗液がはじきにくく塗布欠点を発生しにくい。
(もっと読む)
微多孔膜の製造方法および微多孔膜の製造装置
本発明は、ポリオレフィン溶液を押出ダイを通して押し出すことにより形成した押出物から熱を逃がすためのアセンブリに関する。当該アセンブリは、押出物の相反する表面を受け取る位置に配置された少なくとも1対の上流ロール、および少なくとも1つの下流ロールを含み、当該上流ロールの対および当該下流ロールは、当該下流ロールが当該上流ロールの対から押出物を受け取ることができるよう整列される。微多孔膜を製造するための方法も提供する。 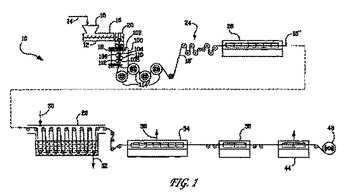 (もっと読む)
(もっと読む)
多層微多孔膜の製造方法および非水電解液二次電池用セパレータ
【課題】セパレータとして用いた場合に良好な安全性と良好なサイクル性とを備えた二次電池を実現し得る多層微多孔膜、等を提供する。
【解決手段】樹脂組成物(I)と樹脂組成物(II)とを共に溶融状態で押出し、樹脂組成物(I)にて形成される第一の層と、樹脂組成物(II)にて形成される第二の層とが積層された多層膜を形成する多層膜形成工程と、その後、第一の層、及び第二の層を共に微多孔化する多層微多孔膜形成工程と、を含み、樹脂組成物(I)の融点をmp(I)、粘度平均分子量をMv(I)とし、樹脂組成物(II)の融点をmp(II)、粘度平均分子量をMv(II)とした場合に、mp(I)とmp(II)とのmp差が10℃未満、Mv(I)とMv(II)とのMv差が50万以下、Mv(I)とMv(II)とのMv比が5未満、を満たすことを特徴とする多層微多孔膜の製造方法。
(もっと読む)
ノルボルネン系樹脂フィルムの製造方法、ノルボルネン系樹脂フィルム、偏光版、液晶表示板用光学補償フィルム及び反射防止フィルム
【課題】熱酸化劣化の防止とダイスジのレベリングができるノルボルネン系樹脂フィルムを提供する
【解決手段】
ノルボルネン系樹脂を押出機14で溶融押し出しし、ダイ16からフィルム状樹脂12A吐出する。ダイ16の吐出口に向けて供給管32,34から不活性ガス、例えば窒素を供給することで、ダイ16の吐出口周辺の酸素濃度を10%以下とする。
(もっと読む)
微多孔膜を製造するための冷却ロールアセンブリおよび微多孔膜の製造方法
ポリオレフィン混合物を押出ダイを通して押し出すことにより形成した押出物から熱を逃がすためのアセンブリ。当該冷却ロールアセンブリは、押出物に接触し押出物を受け取る位置に配置された上流ロールであって外表面粗さ≦1.0sを有する上流ロール;および、押出物に接触し上流ロールから押出物を受け取るための位置に配置された少なくとも1つの下流ロールであって外表面粗さ≧5.0sを有する下流ロール、を含む。微多孔膜を製造するための方法も提供する。 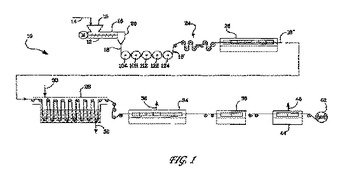 (もっと読む)
(もっと読む)
液晶表示装置、アクリルフィルムおよびその製造方法
【課題】斜めから覗いた時に黒表示の色ずれが少なく、特に温度変化を与えた時に顕著に現れる黒表示の色ずれが少ないIPS方式の液晶表示装置を提供する。
【解決手段】Reの測定角依存性が0.001〜0.16であるアクリルフィルムを設けたことを特徴とするIPS方式の液晶表示装置(ここで、Reはアクリルフィルムの面内方向の複屈折を表し、Reの測定角依存性は、前記アクリルフィルムの両面のそれぞれについて測定した下記式で表されるαの平均値を表す)。 (もっと読む)
(もっと読む)
アクリルフィルムおよびその製造方法、並びに、偏光板、光学補償フィルム、反射防止フィルムおよび液晶表示装置
【課題】膜厚が薄く、ダイライン、表面粗さおよびフィルムシワが良好なアクリルフィルムおよびその製造方法を提供する。さらに、これを用いた光もれが起き難い偏光板、光学補償フィルム、反射防止フィルム、およびこれらを用いた液晶表示装置を提供する。
【解決手段】ガラス転移温度(Tg)が100℃以上のアクリル系樹脂を含有し、膜厚が20〜60μmであり、ダイラインの高さ及び深さが50nm以下であり、表面粗さ(Ra)が0.005μm〜0.2μm以下であり、かつシワ高さが5mm以下であることを特徴とするアクリルフィルム。
(もっと読む)
チューブ成形用ロール式引取り装置
【課題】チューブ成型用ロール式引取り装置は、減速機構として遊星歯車を使用しているため、バックラッシュが必然的に発生する。チューブの押出成形は、チューブの引取り速度の変動が良品と不良品とを左右するため、さらなる引取り速度の精度向上が可能なチューブ成型用ロール式引取り装置を提供する。
【解決手段】押出機から押し出された成形材料を金型12内でチューブ状に成形し、このチューブ状に成形された材料11を駆動回転する引取りロール18により連続的に引き取るチューブ成型用ロール式引取り装置17は、引取りロール18の駆動機構が遊星ローラー式減速機を有する。
(もっと読む)
樹脂シートの製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】溶融樹脂を型ローラ44とニップローラ46でニップしてシート状に成形した樹脂シートAの表裏面に保護フィルム52をラミネートした状態でアニール処理して成形時の残留歪みを除去する際に、保護フィルム52として粘着力が0.05〜0.3N/25mmの弱粘着層を有するものを用いる。
(もっと読む)
弾性ローラの製造方法
【課題】段付き芯金上にゴム組成物をクロスヘッド押し出し機により積層する際に、ゴム組成物の端部からの剥離を抑制し、形状精度に優れた弾性ローラを製造する方法を提供する。
【解決手段】本発明に係る弾性ローラの製造方法は、クロスヘッドを用いて段付き芯金の全長さにわたってゴム組成物を押し出した後、第2の円筒部を取り囲むゴム組成物の層を、第1の円筒部から離れた位置において、ゴム組成物の層の外側から把持部材を用いて把持し、ゴム組成物の層を第2の円筒部の周面に接触させる工程を有し、この工程は、ゴム組成物の層を第2の円筒部の周面に接触させた位置よりも第1の円筒部に近い側において、第2の円筒部を取り囲むゴム組成物の層が把持部材によるゴム組成物の把持に伴って外側に拡がることを規制しつつ行う。
(もっと読む)
光反射シート
【課題】高い光反射率を確保しつつ、低コストで容易に成形することができる光反射シートを提供する。
【解決手段】ISO1133の条件に従って測定して得られる230℃でのメルトフローレート(MFR)が10以下であるポリプロピレン樹脂及び無機フィラーを含有する成形材料を押出成形によって成形してなる光反射シートに関する。無機フィラーとして酸化チタンを成形材料全量に対して4〜15質量%含有する。酸化チタン以外の無機フィラーを成形材料全量に対して12〜30質量%含有する。
(もっと読む)
101 - 120 / 172
[ Back to top ]