
Fターム[4F207AR06]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 温度、熱量 (679)
Fターム[4F207AR06]に分類される特許
161 - 180 / 679
自動車内装用基材の製造方法
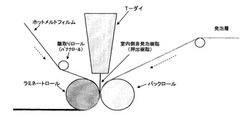
【課題】変性PPE系樹脂を基材とする発泡積層シートを用い、接着剤層であるホットメルトフィルムを熱溶融した非発泡層と同一ラインでかつ一括に積層することにより、生産性に優れ、かつ軽量で、しかも安定した品質と環境適合性を兼ね備えた自動車内装用基材の製造方法を提供する。
【解決手段】熱可塑性樹脂発泡積層シートの室内側面非発泡層に、ホットメルトフィルム接着剤を介して表皮材を積層してなる自動車内装用基材を製造するにあたり、押出機より押し出された溶融状態の非発泡層用熱可塑性樹脂を、発泡層とホットメルトフィルム接着剤との間に挟み込んで積層した後、ラミネートロールおよびバックロールにて圧着する工程において、ラミネートロールの表面温度を、ホットメルトフィルムの10%延伸時の引張強度が15N/50mm以上である温度に制御することにより、上記特性を有する自動車内装材用基材。
(もっと読む)
熱処理済み異型押出しフック

【課題】より狭いフックプロフィールを有するファスナーおよびより狭いフックプロフィールを与え、商業的に許容される製造速度で狭いフックプロフィールを形成することができるファスナーの形成方法を提供する。
【解決手段】ダイが離間したリッジまたはリブを形成するとき、ダイプレートによってフック部材の断面形状が形成され、一方、初期のフック部材の厚さは、それらの長さに沿って離間した位置でリッジを横方向に切断することにより形成されて、リッジの不連続切断部分が形成される。続いて、バッキング層の長手方向(機械方向におけるリッジの方向)の伸張によって、これらのリッジの切断部分が分離されて、次いで切断部分が離間したフック部材を形成する。次いで押出しフック部材または切断リブフック部材を熱処理すると、少なくともフックヘッド部分の厚さの少なくとも一部が5〜90パーセント、好ましくは30〜90パーセント収縮する。
(もっと読む)
スチレン系樹脂発泡シートの製造方法及びスチレン系樹脂発泡シート
【課題】シート成形等の成形加工におけるトラブルを回避させ得るスチレン系樹脂発泡シートの製造方法と、スチレン系樹脂発泡シートとの提供をする。
【解決手段】サーキュラ金型を用いてスチレン系樹脂組成物を発泡押出しし、該発泡押出しによって形成された筒状の発泡体を冷却マンドレルに沿わせて周方向に延伸するスチレン系樹脂発泡シートの製造方法であって、前記サーキュラ金型CDの外型ORの内周面と前記内型CLの外周面との傾斜角の差が1度以上、10度以下となるように形成されたサーキュラ金型CDを用いて、該サーキュラ金型の内型CLと外型ORとの温度差が35℃以下となるようにして発泡押出しを実施し、筒状の発泡体に内周側と外周側との両方から空冷を実施した後、前記吐出口の口径の3.1倍以上、4.5倍以下の外径を有している冷却マンドレルMDで空冷後の発泡体に周方向の延伸を実施スチレン系樹脂発泡シート1の製造方法。
(もっと読む)
フィルム、その製造方法、偏光板および液晶表示装置
【課題】Reを45nm以上発現させた薄膜フィルムを簡便かつ高い生産性で製造できるフィルムの製造方法を提供する。
【解決手段】熱可塑性樹脂を含有する溶融樹脂を供給手段から供給する供給工程と、挟圧装置を構成する第一挟圧面と第二挟圧面の間に供給された溶融物を通過させて連続的にフィルム状に成形する工程と、成形されたフィルムを搬送する工程と、を含むフィルムの製造方法であって、前記第一挟圧面と前記第二挟圧面により該溶融物を10〜150MPaの圧力で狭圧し、前記フィルムを10〜100m/分で搬送するフィルムの製造方法。
(もっと読む)
透明ポリプロピレン系シートの製造方法及び透明ポリプロピレン系シート
【課題】透明性を維持しつつ、引張特性、耐衝撃性、剛性を備え、かつ折り曲げ加工時の白化の少なさ等、透明シートとしての諸特性が良好で、更に成形時のメヤニの発生を防止でき、連続生産も可能な透明ポリプロピレン系シートおよびその製造方法を提供すること。
【解決手段】製造装置1は、原料を溶融混練してシート状に押し出す押出手段11と、溶融状態のシート状樹脂組成物20aを冷却してシート20(シート状物)とする第1の冷却手段12と、シート20を再加熱する予熱手段13と、シート状樹脂組成物20aを熱処理する熱処理手段14と、熱処理後のシート20の冷却を行う第2の冷却手段15とを備える。得られるシート21の原料は、ポリプロピレン樹脂(a)及びメタロセン系エチレン−α−オレフィン共重合体(b)とからなる。
(もっと読む)
光学用フィルムの製造方法
【課題】ダイラインやギアマーク等の厚みむらがなく均一な厚みであり、かつ微細な形状を有する光学用フィルムを安価で生産性よく製造する製造方法を提供する。
【解決手段】フィルム状に溶融押し出された熱可塑性樹脂10と、第1の離型フィルム12と、第2の離型フィルム14とを、冷却ロール2bと圧着ロール2aとの間で挟圧したのち、熱可塑性樹脂10から第1、第2の離型フィルム12、14を剥離することにより表面に光学的機能を奏する形状が形成された光学用フィルムFを得る。冷却ロール2b内部の2つの温度設定部は、回転せずに静止した状態で設けられ、冷却ロール2bの周方向に分割されそれぞれが独立して温度設定可能で冷却ロール2bの周面の領域を加温または冷却する。
(もっと読む)
多層フィルムの製造方法およびそれより形成されたソーラーパネルのバックシート
多層積層フィルムの製造方法であって:(a)フルオロポリマーフィルムを提供するステップと;(b)延伸ポリエステルフィルムを提供するステップと;(c)エチレンポリマーを提供するステップと;(d)270℃以上の温度における押出コーティング法によって、フルオロポリマー/エチレンコポリマー/延伸ポリエステルを含む多層積層フィルムを形成するステップとを含み、ステップ(c)のエチレンコポリマーが、エチレンと、アクリル酸C1−4アルキル、メタクリル酸C1−4アルキル、メタクリル酸、アクリル酸、メタクリル酸グリシジル、無水マレイン酸からなる群から選択される1種類以上のモノマーとのコポリマー、ならびにエチレンと、C4〜C8不飽和無水物、少なくとも2つのカルボン酸基を有するC4〜C8不飽和酸のモノエステル、少なくとも2つのカルボン酸基を有するC4〜C8不飽和酸のジエステルからなる群から選択されるコモノマーとの共重合単位のコポリマー、ならびにそのようなコポリマーの混合物であり、エチレンコポリマー中のエチレン含有率が60〜90重量%になり、好ましくは65〜85重量%になり、理想的には70〜80重量%になる、方法が本明細書において開示される。この方法によって製造された多層積層フィルム、およびこの多層積層フィルムを含むソーラーパネルも本明細書において開示される。 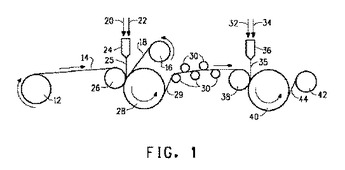 (もっと読む)
(もっと読む)
微細な凹凸形状を有する熱可塑性樹脂シートの製造方法、光学シート。
【課題】液晶フラットパネルディスプレイの光源ユニット部材において、高輝度で高輝度均整度を達成するために必須となる、微細で高度な寸法精度が求められる凹凸形状に賦型された光学シートの製造方法の提供。
【解決手段】熱可塑性樹脂を押出機のダイより連続的に溶融状態のシート状に押出し、第1ロール2と第2ロール3間で圧延した後、第3ロール4により表面に複数の微細な凹凸形状を賦型する凹凸パターン付熱可塑性樹脂シートの製造方法において、第1ロール、第2ロール、第3ロールの温度を、該熱可塑性樹脂のガラス転移温度(Tg)に対し、各々、Tg−50℃〜Tg+20℃、Tg+20℃〜Tg+60℃、Tg+30℃〜Tg+70℃に設定し、かつ、第2ロールの周速度V2とし、第3ロールの周速度V3としたとき、周速度V3を周速度V2の93%〜100%とする。
(もっと読む)
改善された断熱性能を備えた発泡性熱可塑性ナノコンポジットポリマー組成物
(a)1種以上の重合性モノマーを含むベースの重合によって生成されるポリマーマトリックスと、(b)このポリマーマトリックスに球状に取り込まれた、ポリマー(a)に対して1〜10質量%の発泡剤と、(c)ポリマー(a)に対して0.004〜15質量%の、150nm以下の厚さ(グラフェンシートに対して直角)、10μm以下の平均寸法(長さ、幅又は直径)及び>50m2/gの表面積を有するナノスケールグラフェンプレートを含む不透熱性充填材とを含む発泡性熱可塑性ポリマーをベースとした、ナノコンポジット組成物。 (もっと読む)
光学フィルムとその製造方法、偏光板、光学補償フィルムおよび液晶表示装置
【課題】 TNモードの液晶表示装置に使用した場合に十分な光学補償を実現できる、特殊な内部構造を有する光学フィルムおよびその製造方法の提供。
【解決手段】熱可塑性樹脂で構成され、フィルム面内の遅相軸方位とフィルム傾斜方位とが異なり、且つ、傾斜方位と厚み方向を面内に含む切片の複屈折の大きさが厚み方向で変化している光学フィルム。
(もっと読む)
プラスチック成形材料を着色するための方法及び装置
本発明は、水性リキッドカラーを用いた着色プラスチック成形材料の製造法であって、該水性リキッドカラーを溶融したプラスチック成形材料に添加する方法に関する。さらに本発明は、該方法を実施するための装置を記載する。 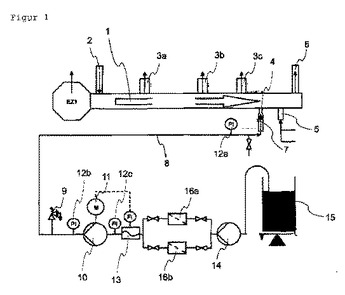 (もっと読む)
(もっと読む)
光学フィルムの製造方法
【課題】本発明は、アクリル樹脂を含有する光学フィルムの矯正時および剥離時の平面性不良を防止し、横段故障、位相差ムラ、縦スジ故障のない光学フィルムを得ることのできる製造方法を提供することを目的とする。
【解決手段】アクリル樹脂と、それ以外の少なくとも1種の樹脂、および少なくも1本の炭素数5〜20の炭素鎖と連結基とを有し分子量が150〜1000である化合物とを含有する樹脂混合物を、溶融押出の後、弾性タッチロールと冷却ロールとで挟圧する工程を有する光学フィルムの製造方法であって、前記冷却ロールの表面温度Tr1が、
Tg<Tr1≦Tg+40℃
を満たすことを特徴とする光学フィルムの製造方法。
(もっと読む)
樹脂シートの製造装置及び製造方法
【課題】様々な熱可塑性樹脂を用いて表面に微細な凹凸を確実に形成することを可能とする樹脂シートの製造装置を得る。
【解決手段】金属からなるロール本体4aを有する温度調節ロール4と、温度調節ロール4を駆動する駆動装置6と、外表面に樹脂シート表面に形成される凹凸に対応した形状の凹凸が形成されている無端金属帯状体4cと、温度調節ロール4の外周面及び無端金属帯状体4cの内周面の少なくとも一方に設けられており、無端金属帯状体4cよりも透磁率の低い素材4bと、透磁率の低い素材4bを介して無端金属帯状体4cを温度調節ロール4に接触させつつ温度調節ロール4が回転しているうちに、樹脂シート3を無端金属帯状体4cの外周面に接触させて熱可塑性樹脂シート3の一方面に凹凸を付与する装置と、無端金属帯状体4cを加熱するための電磁誘導加熱装置7とを備える、樹脂シートの製造装置1。
(もっと読む)
光学補償フィルムとその製造方法
【課題】液晶表示装置に備え長時間使用した場合でも、屈折率楕円体の光学軸の傾斜角度、面内のリターデーション値等の光学特性の変化が殆どなく、表示ムラが発生しにくい光学補償フィルムを提供する。また、その製造方法を提供する。
【解決手段】傾斜配向処理を施された光学補償フィルムの製造方法であって、(1)溶融押出し製膜法により製造されたウェブに剪断力をかける圧延処理ゾーンを搬送する工程において、二つのローラを一対としたニップローラを用いてウェブに圧延処理を施す際の当該ニップローラの周速比を特定範囲内とし、かつ、(2)前記工程を経て製膜された原反フィルムを搬送方向に温度勾配を持たせたゾーンを搬送する工程において、当該温度勾配を特定範囲内とすること、により傾斜配向処理を施すことを特徴とする光学補償フィルムの製造方法。
(もっと読む)
超音波発生装置を用いた立体模様シートおよびフィルムの製造方法、および製造装置
【課題】押出成形法において高い精度でパターンロールのパターンを転写させることのできるパターンシート製造方法及び製造装置を提供する。
【解決手段】本発明のパターンシート製造装置は、シート状溶融樹脂を吐出するTダイ13、パターンを転写するためのパターンロール14と押さえロール15と超音波ホーン16からなる成形機、成膜したパターンシートを搬送する複数のガイドロール17、そしてパターンシートを巻き取る巻取り機18からなる。
押さえロール15とパターンロール14で狭圧され固化した押出シートに超音波ホーン16から超音波振動を与え、パターンロール表面で押出シート表面に選択的溶融を生じさせると共に断続的押し込み力を作用させることで完全にパターンロール14のパターンを転写させる。
(もっと読む)
光学フィルムの製造方法、及び光学フィルム、偏光板、液晶表示板用光学補償フィルムおよび液晶表示装置
【課題】十分な大きさの傾斜構造を有し、面状が良好で、光学特性のMD方向ムラが小さい光学フィルムの提供。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形する工程を含む光学フィルムの製造方法であって、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くし、前記第一挟圧面と前記第二挟圧面との間の圧力を20MPa以上に制御し、前記第一挟圧面と前記第二挟圧面によって該フィルムに1m幅あたり3000〜30000Nのせん断応力を付与するように制御し、前記第一挟圧面および前記第二挟圧面をそれぞれ遊星タイプの減速機を介して連結される駆動モーターによって駆動させる光学フィルムの製造方法。
(もっと読む)
光学シート製造装置、光学シート、バックライトユニット及びディスプレイ装置、並びに光学シート製造方法
【課題】成形品に反りや撓みによる変形や損壊が生じることのない光学シート製造装置を提供する。
【解決手段】両面に微細凹凸形状を有して照明光路制御に用いられる光学シートを、押出成形によって連続的に製造する光学シート製造装置1において、加熱溶融させた樹脂Wをシート状に押し出して吐出する押出ダイ10と、該シート状の樹脂Wを挟み込んで両面に前記微細凹凸形状を成形する凹凸成形部30とを設け、押出ダイ10と凹凸成形部30との間に、押出ダイ10から押し出されたシート状の樹脂Wが所定時間かけて通過する内部応力緩和区間50を設け、さらに、内部応力緩和区間50を加熱する外部加温設備(加熱設備)51を設ける。
(もっと読む)
高せん断装置
【課題】非相溶性ポリマーブレンド系、ポリマー/フィラー系、さらにはポリマーブレンド/フィラー系の材料において、高せん断効率を向上させることで、ブレンド材の品質を高めるようにした。
【解決手段】固体状のポリカーボネートとアクリル樹脂とを8:2の樹脂混合比で混合した樹脂を可塑化して溶融させる可塑化ユニット10と、可塑化ユニット10で溶融した溶融樹脂M´が注入され、この注入された溶融樹脂M´に高せん断応力を与えるための内部帰還型スクリューを有する高せん断ユニット20とを備え、可塑化ユニット10から高せん断ユニット20へ注入される樹脂の温度がその樹脂の溶融温度(240℃)以下となる205〜240℃とした。
(もっと読む)
多層ポリプロピレンフィルムおよびこれの製造方法および使用方法
配向ポリプロピレンフィルムおよびメタロセン触媒使用ポリプロピレンフィルムを有する二層重合体フィルムの成形を行うことを包含する方法であって、前記メタロセン触媒使用ポリプロピレンフィルムが示すシール開始温度が80℃から130℃である方法。二軸配向ポリプロピレンフィルム、メタロセン触媒使用ポリプロピレンフィルムおよび基質を含有する積層品であって、前記メタロセン触媒使用ポリプロピレンフィルムが前記二軸配向ポリプロピレンフィルムと前記基質の間に位置する積層品。 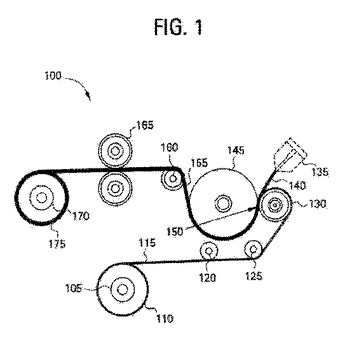 (もっと読む)
(もっと読む)
高せん断装置を用いた高せん断方法
【課題】高せん断時に材料の圧力波形などの挙動を安定させて材料を混練することで、高品質のブレンド材を製造することができる。
【解決手段】樹脂を可塑化して溶融するための可塑化ユニットにおいて、溶融樹脂M´を内部帰還型スクリュー23を備えた高せん断ユニット20の加熱筒21内に注入し、注入工程後に内部帰還型スクリュー23を中速回転により回転させて、加熱筒21内の溶融樹脂M´を所定時間だけ内部帰還型スクリュー23の送り側へ移送する工程と、移送工程の後、内部帰還型スクリュー23を高速回転させて溶融樹脂M´に高せん断応力を与えて混練するようにした。
(もっと読む)
161 - 180 / 679
[ Back to top ]