
Fターム[4F207AR06]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 温度、熱量 (679)
Fターム[4F207AR06]に分類される特許
101 - 120 / 679
ポリオレフィン系樹脂フィルムの製造方法
【課題】
透明性と耐熱寸法安定性に優れた、表面保護に好適なポリオレフィン系樹脂フィルムの製造方法を提供する。
【解決手段】
溶融押出されたポリオレフィン系樹脂フィルムを30℃以下の表面温度の冷却ロールに接触させて冷却固化した後、80〜140℃の表面温度の加熱ロールに接触させて熱処理することを含むポリオレフィン系樹脂フィルムの製造方法において、前記加熱ロールの表面粗さが0.4μm以上1.8μm以下であることを特徴とする。本発明の方法で得られるフィルムは、転写痕、スティックスリップ痕がない。
(もっと読む)
ポリオレフィン系樹脂フィルムの製造方法
【課題】
透明性と耐熱寸法安定性に優れた、表面保護に好適なポリオレフィン系樹脂フィルムの製造方法を提供する。
【解決手段】
溶融押出されたポリオレフィン系樹脂フィルムを30℃以下の表面温度の冷却ロールに接触させて冷却固化した後、ニップロールを使用せずに80〜140℃の表面温度の加熱ロールに接触させて熱処理することを含むポリオレフィン系樹脂フィルムの製造方法において、前記加熱ロールのフィルムと接触する部分の材料の表面自由エネルギーが23mJ/m2以下であることを特徴とする。本発明の方法で得られたフィルムは、転写痕、スティックスリップ痕、流れ方向のスジがない。
(もっと読む)
光学シートの製造方法
【課題】 本発明は、低位相差の光学シートを製造することができる光学シートの製造方法を提供する。
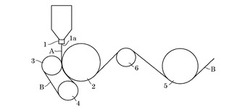
【解決手段】 本発明の光学シートの製造方法は、粘度平均分子量が13000〜18000であるポリカーボネート樹脂を押出して溶融状態のポリカーボネート樹脂シートAを60〜130℃に維持された成形ロール2と10〜80℃に維持された冷却ロール3との間に送り込んで冷却処理を行った後、ポリカーボネート樹脂シートAを成形ロール2上に載せた状態で搬送した後、ポリカーボネート樹脂シートをアニーリングロール5に供給してアニーリング処理を施す光学シートの製造方法であって、成形ロール2とアニーリングロール5との間にテンション測定ロール6を介在させて成形ロール2とテンション測定ロール6との間においてポリカーボネート樹脂シートAに加わる張力を20〜90N/mに調整する。
(もっと読む)
可塑化ポリエステルから製造されたフィルム

【課題】軟質で可撓性のフィルム又はシート(Tgが23℃未満)であって、フィルム又はシートの加工工程でのフィルム又はシートブロッキングやロールへの粘着を防止できる(Tmが120℃より高い)フィルム又はシートの製造。
【解決手段】約23℃未満のガラス転移温度及び約120℃超の融解温度を有するフィルム又はシートは、最初に、基材コポリエステルが最大結晶化速度を有する温度における2000分間のアニール後に約1%より大きい結晶化度を示し且つ約220℃未満の融解温度を有する基材コポリエステル約50〜約95重量%及び基材コポリエステルと共に使用するのに適した可塑剤約5〜約50重量%を含むポリエステル組成物を製造し、このポリエステル組成物はフィルム又はシートに成形し、そしてフィルム又はシートの成形の間又はその後に結晶化を誘起して、軟質で可撓性のフィルム又はシートを製造する。
(もっと読む)
樹脂成形品および樹脂成形品の製造方法
【課題】熱可塑性アクリル樹脂と紫外線吸収剤(UVA)とを含む樹脂組成物であって、ガラス転移温度の高さに基づく優れた耐熱性を有しながら、高温での成形時においても、発泡、ブリードアウトなどの発生が抑制され、UVAの蒸散による問題の発生を低減できる樹脂組成物からなる樹脂成形品を提供する。
【解決手段】110℃以上のガラス転移温度を有する熱可塑性樹脂組成物からなり、前記熱可塑性樹脂組成物が、熱可塑性アクリル樹脂と分子量が700以上の紫外線吸収剤とを含む樹脂成形品とする。紫外線吸収剤は、ヒドロキシフェニルトリアジン骨格を有することが好ましい。アクリル樹脂は、主鎖に環構造を有することが好ましく、環構造は、例えば、ラクトン環構造、無水グルタル酸構造、グルタルイミド構造、N−置換マレイミド構造および無水マレイン酸構造から選ばれる少なくとも1種である。
(もっと読む)
押出し加工物の製造方法および電線・ケーブル
【課題】例えば電線・ケーブル等の処分対象製品等から架橋ポリオレフィン組成物を分離してマテリアルリサイクルする。
【解決手段】電線・ケーブル1の被覆材3などに適用されている平均架橋度20%〜60%のシラン架橋型ポリオレフィン組成物に、少なくとも酸化防止剤(例えば、遊離基連鎖抑制作用を有する一次酸化防止剤と、過酸化物分解作用を有する二次酸化防止剤)を加え所定温度で混練して可塑化する。そして、その可塑化物を温度200℃〜400℃で押出し加工することにより、目的とする押出し加工物を得る。前記酸化防止剤は、遊離基連鎖停止作用を有する一次酸化防止剤や、過酸化物分解作用を有する二次酸化防止剤を利用(例えば、0.05〜5重量部配合)できる。
(もっと読む)
防錆フィルム
【課題】フィルム製膜時の発煙や臭気発生が抑制され、加工性に優れ、金属部品などの包装フィルムとしての強度を有し、且つ、包装後の初期段階より長期に渡り防錆効果を付与された防錆フィルムを提供する。
【解決手段】少なくとも1層以上の気化性防錆剤を含有する防錆樹脂層を有する防錆フィルムにおいて、前記気化性防錆剤は室温(20℃)で蒸気圧0.2Pa以上の速効性気化性防錆剤であり、且つ、前記防錆樹脂層は、ベース樹脂に前記速効性気化性防錆剤を混練した後、樹脂温度120〜140℃で溶融押し出し製膜されたものである。
(もっと読む)
未加硫ゴムの押出成形装置および押出成形方法
【課題】装置内を送給される未加硫のゴム材料を適正温度範囲内の加熱状態とすることにより、押出し成形されるリボン状ストリップなどの品質、ひいては、たとえばこれを用いて成型される生タイヤの品質の低下を有効に防止することができる未加硫ゴムの押出成形装置および押出成形方法を提供する。
【解決手段】内部にスクリュー2cを具えた押出機2の先端に、該押出機2から送給されたゴム材料5を定量押出しするギアポンプ3と、ギアポンプ3から押出されたゴム材料5に所要の横断面形状を付与する成形手段4とを取付けてなる未加硫ゴムの押出成形装置1であって、押出機2のスクリュー2cとギアポンプ3との間で、ゴム材料5が流動する内部通路に、温度センサ6を配置するとともに、該温度センサ6からの、ゴム材料5の温度信号に基き、押出機2のスクリュー2cの回転駆動速度を変化させる速度制御手段を設けてなる。
(もっと読む)
ポリフェニレンエーテル樹脂組成物の製造方法
【課題】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを二軸押出機に供給して加熱溶融混練するプロセスにおいて、スクリュー短径部分に滞留し、残留する、半溶融状態又は溶融状態のポリフェニレンエーテル固着物の発生を抑制する。
【解決手段】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを、二軸押出機に供給して加熱溶融混練するプロセスにおいて、溶融した前記(a)以外の熱可塑性樹脂の搬送領域に、(a)パウダー状ポリフェニレンエーテルを、二軸押出機のサイドから強制サイドフィーダーを用いて供給し、当該供給する部分の押出機のスクリュー構成を特定し、かつ、当該押出機のバレル設定温度を特定し、前記(a)パウダー状ポリフェニレンエーテルがパウダー状の固体状態で、前記溶融状態にある(a)以外の熱可塑性樹脂と混合するようにする。
(もっと読む)
発泡ゴム成形体及びその製造方法
【課題】ゴム弾性の低下、及び圧縮永久歪みの発生を抑制することのできる発泡ゴム成形体及びその製造方法を提供する。
【解決手段】自動車ドアの周縁に取着される発泡ゴム成形体としてのドアウエザストリップは、EPDMを主成分とし、発泡剤としてマイクロカプセルを使用した発泡形態のスポンジゴムにより形成されている。スポンジゴムの内部にはマイクロカプセルの膨張により気泡空間50が多数形成される。また、各気泡空間50の内部には、発泡剤として用いられたマイクロカプセルの殻52が球体形状を維持しないで残存している。殻52はその全体が気泡空間50の内面50aとは完全に密着せずに、気泡空間50の剛性を低下させている。
(もっと読む)
ポリグリコール酸系樹脂チューブの製造方法
【課題】破断伸度およびその維持率が高いポリグリコール酸系樹脂チューブ、ならびに引張荷重や引張強さ、ヤング率を高水準でバランスよく有するポリグリコール酸系樹脂チューブを提供する。
【解決手段】溶融状態のポリグリコール酸系樹脂をチューブ状に成形しながら吐出する吐出工程と、前記吐出工程で得られたポリグリコール酸系樹脂チューブ4を、吐出後3秒以内に30℃以下に冷却する冷却工程とを含み、必要に応じて、前記冷却工程で得られたポリグリコール酸系樹脂チューブ4に所定の条件で延伸処理を施す延伸工程をさらに含むことを特徴とする。
(もっと読む)
熱可塑性樹脂組成物、その成形体、及び成型方法
【課題】溶融強度が高く優れた成形加工性を有する樹脂組成物、及び該組成物を成形して得られる優れた外観を有する成形体を提供する。
【解決手段】熱可塑性組成物は、重量平均分子量が1万以上、100万未満の高分子(A)100重量部、重量平均分子量が100万以上、1000万未満であり、その分子中に10〜1000個のカルボキシル基を有する高分子(B1)0.5〜15重量部、重量平均分子量が100万以上、500万未満であり、その分子中に1〜2個の水酸基を有する高分子(B2)0.5〜15重量部、及び縮合剤(C)0.1〜5重量部を含む。
(もっと読む)
樹脂シートの製造装置及び製造方法
【課題】様々な熱可塑性樹脂を用いて表面に微細な凹凸を確実に形成することを可能とする樹脂シートの製造装置を得る。
【解決手段】金属からなる温度調節ロール4と、温度調節ロール4と隔てられた回転ロール7と、外周面に、樹脂シート表面に形成すべき凹凸に対応した形状の凹凸が形成されており、かつ温度調節ロール4と回転ロール7との間に掛け渡された無端金属帯状体8と、前記温度調節ロール4に無端金属帯状体8及び熱可塑性樹脂よりなる熱可塑性樹脂シート3を圧接する圧着ロール5とを備え、熱可塑性樹脂シート3を無端金属帯状体8の外周面に点Bで接触させ、温度調節ロール4が回転している内に熱可塑性樹脂シート3の一方面に凹凸を付与する製造装置1であって、無端金属帯状体8の点Bに向かう搬送方向と、温度調節ロール4の中心Oと点Bとを結ぶ直線Aとのなす角度θが60度以上、90度未満となるように無端金属帯状体8が点Bに向かって搬送される、樹脂シートの製造装置1。
(もっと読む)
積層フィルム
【課題】ラミネート工程等の煩雑な工程を必要とせずに、電圧印加時に十分な大きさの変位を生じる積層フィルムを提供すること。
【解決手段】ポリL−乳酸を主たる成分とする層A、およびポリD−乳酸を主たる成分とする層Bを有する積層フィルムを、共押出法により得る。
(もっと読む)
光学シートの製造方法
【課題】 本発明は、表面に直線状の配列パターンの精度に優れた光学シートの製造方法を提供する。
【解決手段】 本発明の光学シートの製造方法は、押出機1から押出される溶融状態の熱可塑性樹脂シートAを成形ロール2と冷却ロール3との間に送り込んでこれらの両ロール2、3により挟圧して冷却しながら、上記熱可塑性樹脂シートAの一面に直線状の配列パターンを形成した後、上記熱可塑性樹脂シートAを上記成形ロール2の周面温度に載せた状態で搬送し、上記成形ロール2の後方に配設されたアニールロール4に供給してアニーリング処理を施す光学シートの製造方法であって、上記成形ロール2と上記アニールロール4との間の上記熱可塑性樹脂シートAの張力がシート断面積1cm2当り150〜250Nであることを特徴とする。
(もっと読む)
高せん断装置および高せん断方法
【課題】高せん断時に急速な温度変化に迅速に応答して高分子材料を冷却させ、効率よくナノレベルに分散及び混合する。
【解決手段】高せん断装置は、加熱筒21内に設けた内部帰還型スクリュー23を高速回転させることで高分子材料を高せん断する。加熱筒21内の高分子材料の温度を低下させる冷却流路35A、35Bの管路に冷却バルブを設け、内部帰還型スクリューを駆動する駆動モータ24のトルクをトルクセンサー44で検出する。トルクに応じて冷却温度設定手段45で冷却バルブの開度を調整して冷却媒体の流量を制御する。遅延タイマーによって最大トルクに対応する冷却バルブの最大開度を遅延時間の間、保持することで、冷却媒体の流量を最大にして高分子材料の温度の冷却能力を高くして高分子材料の温度を急速に低下させる。
(もっと読む)
発泡ポリウレタンの処理方法及び発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンを加熱し、せん断力を加えて加圧し、発泡ポリウレタンの圧縮をすることにより減容する工程を有し、発泡ポリウレタンの密度を増加させる。スクリュー押出機を使用することが望ましい。
(もっと読む)
成形機の自動昇温制御方法
【課題】バレル部のマスター区間(マスターゾーン)とスレーブ区間(スレーブゾーン)がそれぞれ最終目標温度に到達する昇温完了までの時間を短縮することができる成形機の自動昇温制御方法を提供する。
【解決手段】複数の加熱ゾーンCH1、CH2を同時に昇温する際に各加熱ゾーンに仮の目標温度HV1、HV2を設定して昇温させ、仮の目標温度に到達した時点で複数の加熱ゾーンの中からマスターゾーンを選択して、マスターゾーン以外の加熱ゾーンをスレーブゾーンとして、仮の目標温度到達以降で最終の目標温度SV1、SV2までの昇温では、マスターゾーンの昇温到達度合いに基づきスレーブゾーンを昇温制御する。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料1を、前記熱可塑性樹脂が溶融している状態で一対のロール2の間に供給する工程と、前記一対のロール2で前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロール2に供給される材料1が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
熱可塑性樹脂組成物の脱気を行う方法、押出成形物の製造方法
【課題】成形体にしたときに、成形体にシルバーストリークを発生することがない熱可塑性樹脂組成物を得ることができ、かつ、押出機に備えられたベントポートから熱可塑性樹脂組成物の脱気を行ったときに、シリンダーからベントポートへ、またはベントポートの近辺へ、溶融した熱可塑性樹脂組成物が吸い込まれることを抑制することができる熱可塑性樹脂組成物の脱気を行う方法を提供する。
【解決手段】押出機に備えられたシリンダー5内を移送される熱可塑性樹脂組成物の脱気を行う方法であって、シリンダー5における、内壁面の温度を熱可塑性樹脂組成物に含まれる熱可塑性樹脂の融点未満の温度とした領域に、溶融した熱可塑性樹脂組成物を送り込む工程と、減圧することによって、上記領域に送り込んだ熱可塑性樹脂組成物の脱気を上記領域で行う工程と、を含む、方法である。
(もっと読む)
101 - 120 / 679
[ Back to top ]