
Fターム[4F207AR06]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 温度、熱量 (679)
Fターム[4F207AR06]に分類される特許
61 - 80 / 679
スピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルム
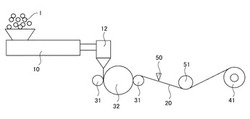
【課題】音響特性と厚さ精度に優れるスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムを提供する。
【解決手段】成形材料1を溶融押出成形機10に投入してダイス12からスピーカ振動板用フィルム20を押出成形し、この押出成形したスピーカ振動板用フィルム20を圧着ロール31と金属ロール32との間に挟んで冷却し、スピーカ振動板用フィルム20を巻取機40の巻取管41に順次巻取る製造方法であり、成形材料1を、ガラス転移点が200℃
以上のPEI樹脂にフッ素樹脂を添加することにより調製し、この成形材料1を一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内でスピーカ振動板用フィルムを押出成形する。
(もっと読む)
集光シートの製造方法

【課題】熱による寸法変化が小さい集光シートを得ることができる集光シートの製造方法を提供する。
【解決手段】本発明に係る集光シートの製造方法では、少なくとも一方の表面に、略平行に配列された複数の突条1cを有する集光シート1を得る。本発明に係る集光シートの製造方法では、賦型ロールを用いて、該賦型ロールの表面に溶融押出しされたシート状の熱可塑性樹脂を圧着させ、少なくとも一方の表面に、略平行に配列された複数の突条を有する延伸前集光シートを得る。その後、該延伸前集光シートを上記突条の長さ方向に延伸する。上記熱可塑性樹脂のガラス転移温度をTg(℃)としたとき、上記延伸時に、上記延伸前集光シートを、(Tg−5)℃以上、(Tg+20)℃以下の延伸温度で、かつ1倍を超え、3倍以下の延伸倍率で延伸する。
(もっと読む)
積層押出樹脂板の製造方法
【課題】外観が良好でタックマークを発生せず、さらに反り変形が抑制された積層押出樹脂板の製造方法を提供すること。
【解決手段】最も熱変形温度の高い樹脂と最も熱変形温度の低い樹脂とが、10℃以上の熱変形温度の差を有する2種以上の熱可塑性樹脂をそれぞれ押出機1、2で溶融混練して、ダイ3から共押出成形し、少なくとも3本の冷却ロール51、52、53で冷却して積層押出樹脂板6を得る押出樹脂板の製造方法であって、最も熱変形温度の高い樹脂以外の樹脂からなる層が最終冷却ロール53に接触するように、溶融樹脂を、最終冷却ロール53と最終冷却ロール53より1つ手前の冷却ロール52との間に挟み込み、冷却ロール間で圧着し成形して積層押出樹脂板6を得、ヒーター7によって、積層押出樹脂板6を構成する2種以上の熱可塑性樹脂の熱変形温度の中で最も高い熱変形温度以上で、積層押出樹脂板6の両面のうち少なくとも一方の面を加熱することを特徴とする積層押出樹脂板の製造方法。
(もっと読む)
押出樹脂板の製造方法
【課題】耐加熱反り性に優れる押出樹脂板の製造方法を提供することである。
【解決手段】溶融した熱可塑性樹脂3をダイ2から押出し、第1冷却ロール5と第2冷却ロール6との間に挟み込み、第2冷却ロール6に巻き掛けた後、第3冷却ロール7に巻き掛けることにより冷却して、押出樹脂板を製造する方法であって、第1冷却ロール5および第3冷却ロール7を、いずれも外周部に金属製薄膜を備えた弾性ロールにし、第2冷却ロール6を、金属ロールにするとともに、第2冷却ロール6の周速度(V2)と、第3冷却ロール7の周速度(V3)との周速度比(V3/V2)を、1未満にした。前記熱可塑性樹脂が、メタクリル系樹脂または芳香族ポリカーボネート樹脂であるのが好ましい。
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成された後、当該3層からなる樹脂シートを2本のロール間に挟んで製膜し、製膜後の樹脂シートを紙質基材上に積層してラミネートされ、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に転写型を精度よく転写することができ、しかも形状ロールにおけるトラレ現象の発生を防止することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】所定の組成を有する樹脂を加熱溶融状態でダイ59から連続的に押し出すことにより、表面76および裏面75を有する樹脂シート53を、表面76の樹脂組成が、熱可塑性樹脂100質量部および滑剤0.1〜2.0質量部を含むように形成する。次に、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。中間ロール64と下ロール65とで挟み込む際に、下ロール65に形成された凹版転写型69を樹脂シート53の表面76に転写する。
(もっと読む)
光学フィルムの製造方法、光学フィルムの製造装置、偏光板の製造方法、偏光板、液晶表示パネルおよび表示装置
【課題】光の進行方向を変化させ得る光学フィルムを安価に製造することができる製造方法を提供する。
【解決手段】製造方法は、フィルム材料90を作製する押し出し工程と、成型ロール84を用いてフィルム材料90を成型する成型工程とを備える。成型ロール84は、成型面84aを形成する表層部85c、中心部85a、断熱部85bを有している。成型ロール84の成型面84aがフィルム材料90と接触を開始する際に、フィルム材料90をなす熱可塑性樹脂のガラス転移点温度以上の温度となっているよう、成型ロール84の表層部85cがフィルム材料90との接触を開始する前に加熱される。
(もっと読む)
樹脂シートの製造装置及び樹脂シートの製造方法
【課題】樹脂シートの片面に、微細な複数の突条と複数の溝とを精度よく形成できる樹脂シートの製造装置を得る。
【解決手段】樹脂シートの製造装置1は、温度調節ロール4と、樹脂シート3の片面に形成される突条3aと溝3bとの形状に対応した溝6aと突条6bとを外周面に有する無端金属帯状体6と、温度調節ロール4の外周面及び無端金属帯状体6の内周面の少なくとも一方に設けられた低比透磁率層5と、樹脂シート3の片面に突条3aと溝3bとの形状を付与するための形状付与装置と、無端金属帯状体6を加熱するための電磁誘導加熱装置8とを備える。無端金属帯状体6の搬送方向に溝6aと突条6bとの長さ方向が延びるように、無端金属帯状体6が外周面に溝6aと突条6bとを有する。
(もっと読む)
熱可塑性樹脂フィルムの冷却装置および熱可塑性樹脂フィルムの製造方法
【課題】反冷却ドラム面の熱可塑性樹脂フィルムを冷却する冷却装置において、フィルム表面に凹凸を生じさせることによるフィルム厚みムラを発生させることなく、ヘイズに優れた厚物フィルムを高速で生産することができる生産性の高い冷却装置を用いたフィルム製造方法を提供する。
【解決手段】冷却ドラム上の反冷却ドラム面フィルムに、吹き付けノズルよりエアーを吹き付けて冷却を行う冷却装置において、反ドラム面のフィルム表面温度を測定し、
反冷却ドラム面に設置された複数ノズルからフィルムに向けて吹き付けるエアーの風速を任意に調整できる手段を有し、また、冷却ドラム出口に設置されたフィルム厚み測定器によりフィルム流れ方向の厚みムラを測定し、フィルム厚みムラの大きさにより風速を調整することが可能な冷却装置を用いたフィルム製造方法。
(もっと読む)
多層光学フィルム製造方法
【課題】同時押出しポリマー多層光学フィルムを製造する方法および装置を提供する。
【解決手段】多層光学フィルムを製造するための供給ブロックであって、(a)少なくとも第1流路32および第2流路34を含む勾配プレート30であって、該流路の少なくとも一方が、該流路に沿って第1部分から第2部分まで変化する断面領域を有する勾配プレート30と、(b)該第1流路32と連通する第1の複数の導管42と、該第2流路34と連通する第2の複数の導管44とを有する供給管プレート40であって、各々の導管が、該導管自体の個々のスロットダイ56に供給し、第1端部と第2端部とを有し、該導管の該第1端部が該流路と連通し、該導管の該第2端部が該スロットダイと連通する供給管プレートと、を含む供給ブロック。
(もっと読む)
粘着テープ
【課題】織布と樹脂フィルムの積層により形成される粘着テープであり、織布に煩雑な操作となるアンカー処理を行うことなく、織布と樹脂フィルムの剥離を防止することができる粘着テープであり、手切れ性に優れている粘着テープの提供。
【解決手段】ウーリー加工したポリエステル糸による織布を挟んで一方に高密度ポリエチレン及び低密度ポリエチレン層、他の一方に低密度ポリエチレンに、熱溶着樹脂を添加した層並びに低密度ポリエチレン層を、低温ラミネート形成法により積層体として形成し、その外側に粘着剤層を設けている粘着テープ。
(もっと読む)
押出樹脂板の製造方法
【課題】耐加熱反り性に優れる押出樹脂板の製造方法を提供することである。
【解決手段】熱可塑性樹脂層(A)の少なくとも片面に熱可塑性樹脂層(B)が積層された熱可塑性樹脂積層体を溶融状態でダイ2から押出し、第1冷却ロール5と第2冷却ロール6との間に挟み込み、第2冷却ロール6に巻き掛けた後、第3冷却ロール7に巻き掛けることにより冷却して、熱可塑性樹脂層(A)の少なくとも片面に熱可塑性樹脂層(B)が積層された押出樹脂板を製造する方法であって、第2冷却ロール6の周速度(V2)と、第3冷却ロール7の周速度(V3)との周速度比(V3/V2)を1.004以上にした。
(もっと読む)
ポリエステルフィルムの製造方法及び太陽電池部材用ポリエステルフィルム
【課題】極限粘度が高い原料樹脂を用いても、溶融押出時の熱分解と未溶融樹脂の発生を抑えつつ、高い耐加水分解性を有するポリエステルフィルムを高い生産性で製造する方法を提供する。
【解決手段】供給口12から極限粘度IVが0.7〜0.9である原料樹脂を供給し、二軸押出機出口14側の内壁がポリエステル樹脂の融点Tm(℃)以下の冷却部となるように制御しながらバレル内で加熱溶融して出口から押出した後、10〜20分の平均滞留時間を経て式(1)を満たす条件下で(Dはスクリュ径(mm)、Nはスクリュ回転数(rpm)、Qは押出量(kg/hr))フィルム状に溶融押出しを行うことにより、原料の末端COOH量AVmと溶融押出して成形されたフィルムの末端COOH量AVfとの差ΔAV=AVf−AVmが3eq/t以下のポリエステルフィルムを製造する。
6.0×10−6×D3≦Q/N≦1.1×10−5×D3 (1)
(もっと読む)
プロピレン系樹脂微孔フィルム及びその製造方法、並びにリチウムイオン電池用セパレータ及びリチウムイオン電池
【課題】 本発明は、リチウムイオンの透過性及び機械的強度に優れており高性能のリチウムイオン電池を構成することができ且つデンドライトや衝撃による正極と負極の短絡を防止することができるプロピレン系樹脂微孔フィルムを提供する。
【解決手段】 本発明のプロピレン系樹脂微孔フィルムは、プロピレン系樹脂フィルムを二軸延伸することによって微小孔部が形成されてなるプロピレン系樹脂微孔フィルムであって、上記プロピレン系樹脂は、分子量が5万以下の成分量が25〜60重量%で且つ分子量が70万以上の成分量が19〜30重量%であって重量平均分子量が35万〜50万であると共に溶融張力が1.1〜3.2gであり、更に、上記プロピレン系樹脂微孔フィルムの透気度が40〜400s/100mLで、気孔率が40〜70%で、微小孔部の開口端の最大長径が500nm以下であることを特徴とする。
(もっと読む)
キャリアテープの製造方法
【課題】PET樹脂を含有する樹脂成形品から電子部品用のキャリアテープを良好に製造できるキャリアテープの製造方法を提供する。
【解決手段】キャリアテープ1の製造方法は、ポリエチレンテレフタレート樹脂を主として含有する樹脂成形品を粉砕する工程と、粉砕した樹脂成形品に対して、メタクリル酸グリシジル又はその重合体を主成分とする改質剤を0.75〜1.5重量%加えて混合し、混合物を生成する工程と、混合物を溶融混練して溶融混練物を生成し、溶融混練物からペレットを作製する工程と、ペレットを溶融し、270〜280℃にて押出成形してフィルムを作製する工程と、フィルムを加工して電子部品用のキャリアテープを作製する工程と、を有する。
(もっと読む)
発泡フィルム
【課題】剛性ならびに発泡状態が良好で、表面の外観性、断熱性に優れた発泡フィルムを提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする発泡フィルム。
(もっと読む)
着色ポリ乳酸系樹脂発泡体、着色ポリ乳酸系樹脂発泡成形体および着色ポリ乳酸系樹脂発泡体の製造方法
【課題】発泡性、成形性に優れ、色むらの少ない着色ポリ乳酸系樹脂発泡体を提供することを課題とする。
【解決手段】メルトフローレート0.5〜15g/10分および軟化点60〜180℃の熱可塑性樹脂、ポリ乳酸系樹脂ならびに着色剤を含み、
前記着色剤を、前記熱可塑性樹脂と前記着色剤との合計量100重量部に対して3〜50重量部含むことを特徴とする着色ポリ乳酸系樹脂発泡体により課題を解決する。
(もっと読む)
フィルム製造装置および製造方法
【課題】ネックイン抑制効果と膜揺れ抑制効果に優れ、さらに、ネックインの抑制とトレードオフの関係にあるメヤニの抑制効果にも優れたフィルム製造装置および製造方法を提供する。
【解決手段】ダイ1の下端面1bに開設された出口1aから下方に押出された溶融樹脂flを該出口1aの下方に位置して回転する冷却ロール3で引取り、冷却ロール3で溶融樹脂flを冷却および固化してフィルムFLを製造するフィルム製造装置10であり、出口1aと冷却ロール3の間の空間Kに流体fdを提供する流体チャンバー5をさらに備え、流体チャンバー5は空間Kおよび冷却ロール3に対向する対向面を有しており、流体チャンバー5から提供された流体fdは、対向面に沿う流体流路をダイ1側に流れながら、空間K内に存在する溶融樹脂flが冷却ロール3の回転方向に変位して引取られようとするのを押し戻す方向に流体圧pを付与させるようになっている。
(もっと読む)
太陽電池封止材用エチレン−酢酸ビニル共重合体(EVA)シートの製造方法
【課題】シート幅や厚みをほぼ保持したまま熱収を低減できるアニール処理方法を提供すること。
【解決手段】溶融したエチレン−酢酸ビニル共重合体(EVA)をTダイ12より押し出しポリシングロール13cで冷却してシート3を成形し、入口から出口に至る領域の内少なくとも一部に加熱領域を有するダブルベルトプレス装置17を通過させ、該ダブルベルトプレス装置の前記加熱領域の下流側の領域または該ダブルベルトプレス装置を出た直後において前記シートを冷却した後巻き取ることを特徴とする太陽電池封止材用エチレン−酢酸ビニル共重合体シートの製造方法。
(もっと読む)
ポリ乳酸系樹脂シートおよびその製造方法
【課題】コスト、寸歩安定性に優れ、特にカッター用に適したポリ乳酸系樹脂シートおよびその製造方法を提供する。
【解決手段】(1)主としてポリ乳酸系樹脂からなる未延伸シートであって、80℃で1時間処理した際のシート反り返り量Rh(mm)が以下の条件を満たすことを特徴とするポリ乳酸系樹脂シート。Rh≦2(2)厚みが150μm以上であって、シートの一方の面の2次元中心線平均粗さをRa1(μm)、他方の面の2次元中心線平均粗さをRa2(μm)とした時に、以下の条件を満たすことを特徴とする前記(1)記載のポリ乳酸系樹脂シート。0.005≦|Ra1−Ra2|≦0.2(ただし、Ra1<Ra2となるようにRa1、Ra2の面を選択する。)
(もっと読む)
61 - 80 / 679
[ Back to top ]