
Fターム[4F207AR14]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 流量、容積 (139)
Fターム[4F207AR14]に分類される特許
61 - 80 / 139
ポリアセタール樹脂成形体の製造方法
【課題】フィッシュアイなどの異物が少なく、押出成形性、製品外観性などに優れたポリアセタール樹脂成形体を提供する。
【解決手段】金属繊維又は粉体からなる、絶対ろ過精度が50μm以下である焼結フィルターを、ブレーカープレートに設置してろ過することにより、フィッシュアイの個数を低減したポリアセタール樹脂を使用する。
(もっと読む)
反応性樹脂発泡体の製造方法並びに装置
【課題】従来のメカニカルフロス法で発泡体シートを製造する場合、トラバースやドクターナイフを用いて塗布するため、反応遅延せざるを得なかった。また不活性ガスを大量に投入して高気泡化、低密度化した場合、塗布液が流動性を失い、ドクターナイフ塗布のため、表面平滑な製品が得られなかった。
【解決手段】本発明はメカニカルフロス用撹拌機を経た反応性気泡化原料を特定条件のコートハンガー形ダイに導入し、ドクターナイフを使用せずに製品幅のダイ吐出口から直接シート状基材に連続して押し出し塗布して表面平滑な製品を得る。
(もっと読む)
空洞含有熱収縮性ポリエステル系フィルム
【課題】光線カット性、好ましい白色外観を有し、見掛け密度が水より小さく、フィルム厚み方向の空洞の大きさのバラツキが小さい空洞含有熱収縮性ポリエステル系フィルムを提供すること。
【解決手段】少なくとも2層からなる多層熱収縮性ポリエステル系フィルムであって、下記(1)〜(3)の要件を満たす空洞含有熱収縮性ポリエステル系フィルム。
(1)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(2)空洞含有熱収縮性ポリエステル系フィルムを任意の位置で幅方向に切断した断面における空洞の高さの平均値が2.3μm以上であること
(3)空洞含有熱収縮性ポリエステル系フィルムを任意の位置で幅方向に切断した断面における空洞の高さの比が3以下であること
(もっと読む)
帯電防止性多層シートの製造方法

【課題】押出シート成形による透明性に優れ表面平滑性を有する帯電防止性能を有する多層シート、さらには帯電防止性能を有すると共に光拡散性を有する多層シートを提供する。
【解決手段】コア層(A)と、帯電防止層(B)と、多層シート表面の片面又は両面に位置する被覆層(C)で構成される帯電防止性多層シートの製造方法であって、前記(A)〜(C)層の各樹脂層形成用溶融物をダイ10に導入し、下記式(1)で表される前記ダイのリップ部分11の平行ランド部のせん断量を0.1〜170として、ダイ10から共押出する。 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物ペレットの製造方法
【課題】繊維状フィラー含有熱可塑性樹脂組成物を溶融・混練し、ストランド方式によって樹脂ペレットを製造する際に発生する、ストランドからの繊維状フィラーの毛羽立ちを抑制することができる方法を提供する。
【解決手段】繊維状フィラーを含有する熱可塑性樹脂を溶融・混練し、口金孔8の内径Dが3〜6mmであって、口金孔8の長さLと内径Dの比L/DがL/D=4〜8である口金から、口金孔一つにおける単位面積当たりの流量qがq=35〜70(g/min・m2・個)で口金から押し出してストランドを形成する。該ストランドを、カットして熱可塑性樹脂組成物ペレットを製造する。
(もっと読む)
フィードブロック及びシート又はフィルムの製造方法
【課題】本発明は、フィードブロックの合流部における樹脂境界の乱れを軽減し、シート及びフィルムの形状不良及び不均一な厚みを殆ど生じさせないフィードブロック、及びシート又はフィルムの製造方法を提供することを目的とした。
【解決手段】押出成形機21とダイ2との間を繋ぐフィードブロック1であって、内部には主流路5と副流路6,7が設けられ、その主流路5と副流路6,7が合流する合流部8において、主流路5が複数に分割され、フィードブロック1の樹脂の流れ方向下流側で、分割された主流路5が再び合流する構成とする。
(もっと読む)
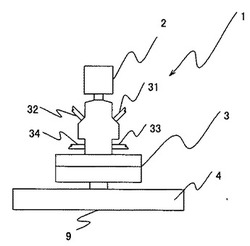
ノルボルネン系樹脂フィルムの製造方法、ノルボルネン系樹脂フィルム、偏光版、液晶表示板用光学補償フィルム及び反射防止フィルム
【課題】熱酸化劣化の防止とダイスジのレベリングができるノルボルネン系樹脂フィルムを提供する
【解決手段】
ノルボルネン系樹脂を押出機14で溶融押し出しし、ダイ16からフィルム状樹脂12A吐出する。ダイ16の吐出口に向けて供給管32,34から不活性ガス、例えば窒素を供給することで、ダイ16の吐出口周辺の酸素濃度を10%以下とする。
(もっと読む)
フラットダイ、シート製造方法
【課題】シート端部が製品として採用される中央部位とは異なる溶融樹脂とすることができるフラットダイを提供する。
【解決手段】フラットダイであって、メイン層となる溶融樹脂が注入されるメイン層注入口20と、サブ層となる溶融樹脂が注入されるサブ層注入口とサブ層となる溶融樹脂を流出するサブ層流出口とを備えるプラグ1と、自己の側面にプラグ1を挿入可能とし、メイン層注入口20から注入される溶融樹脂とサブ層流出口から流出される溶融樹脂とを外部に流出するマニホールド部30とを備えた。
(もっと読む)
ゴム部材の押出供給方法および装置
【課題】ゴム部材の断面形状を変化させることなく、バッファ部での貯留量を抑制しつつ、後工程の要求速度に応じて、押出したゴム部材を連続させて供給できるゴム部材の押出供給方法および装置を提供する。
【解決手段】後工程の成形ドラム13への供給速度に応じてゴム部材Rの断面形状を一定に保つことができるヘッド圧力Pと引出しロール8の引出し速度Vとの組み合わせを予め制御装置11に入力しておき、押出機2から押出したゴム部材Rのバッファ部9での貯留量をセンサ10a、10b、10cで検知して、この検知信号に基づいて制御装置11が、予め入力したヘッド圧力Pと引出し速度Vとの組み合わせの設定になるように制御して、過不足なくゴム部材Rを後工程に供給する。
(もっと読む)
液晶表示装置、アクリルフィルムおよびその製造方法
【課題】斜めから覗いた時に黒表示の色ずれが少なく、特に温度変化を与えた時に顕著に現れる黒表示の色ずれが少ないIPS方式の液晶表示装置を提供する。
【解決手段】Reの測定角依存性が0.001〜0.16であるアクリルフィルムを設けたことを特徴とするIPS方式の液晶表示装置(ここで、Reはアクリルフィルムの面内方向の複屈折を表し、Reの測定角依存性は、前記アクリルフィルムの両面のそれぞれについて測定した下記式で表されるαの平均値を表す)。 (もっと読む)
(もっと読む)
スクリュー
【課題】本発明は、発泡ガスを均一にし、効率的に高発泡倍率の熱可塑性発泡樹脂成形品を成形できる射出成形用スクリューを提供することを目的とした。
【解決手段】樹脂が溶融状態である領域(計量部MZ)が少なくとも1条以上のフライト7で構成されるスクリュー1であって、フライト7は溝8を構成し、溝8の深さh及び/又は幅wが変化し、その変化に伴って溝8の断面積が樹脂の進行方向に沿って拡縮を繰り返し、且つ幅wの狭幅部27が樹脂の進行方向に一定長さ以上維持される構成とする。
(もっと読む)
偏肉樹脂シートの製造方法および製造装置
【課題】成形時の幅方向の厚さ分布が大きい樹脂シートを製造した際に、反りや歪みのない樹脂シートの製造方法及び製造装置を提供する。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程112と、押し出した樹脂シート14を型ローラ16とニップローラ18とでニップして偏肉成形しながら冷却して固化する成形冷却工程と、型ローラ16から剥離した樹脂シートを徐冷する徐冷工程116と、を備え、成形冷却工程112及び徐冷工程116前の少なくとも一方において、樹脂シート14の幅方向の温度分布が均一となるように、噴霧ノズル30が設けられた液体噴霧手段で液体を吹き付けて樹脂シートを冷却する噴霧冷却工程を有するようにする。
(もっと読む)
偏肉調整型エアーリング
【課題】 インフレーションフィルム製造装置において、冷却風の流れを分断することなく且つ、時間の経過においても円周方向で冷却風の温度を最適に制御することができ、偏肉や物性等に優れた合成樹脂フィルムを製造することができる偏肉調整型エアーリングを提供する。
【解決手段】 インフレーションフィルム製造装置1のダイ2上に設置されたエアーリング4の冷却風流路内に冷却風の流れに直交するように、多数の円弧板12を所定の間隙をもってリング状に配設すると同時に該間隙に断熱材12aを充填し該多数の円弧板12同士をリング状に一体化すると共に、前記各円弧板12内に偏肉調整用の電気加熱ロッド9を埋設した。
(もっと読む)
光学用樹脂フィルムの製造方法および光学フィルム
【課題】環状オレフィン系樹脂の溶融押出工程において、ゲルの発生を抑制し、高品質のフィルムを製造することができる光学用樹脂フィルムの製造方法および該製造方法により得られた光学フィルムを提供することを目的とする。
【解決手段】環状オレフィン系樹脂をスクリュー押出機にて加熱溶融し、成形ダイからフィルム状に吐出する溶融製膜方法を用いた光学用樹脂フィルムの製造方法において、
前記スクリュー押出機の出口圧力が0.1MPa〜7.0MPaであることを特徴とする光学用樹脂フィルムの製造方法および該製造方法により得られた光学フィルムである。
(もっと読む)
混練度調整装置
【課題】スロットバーの軸部と軸受との間に設けたパッキン部材をパッキン押えで押圧して隙間をなくし、大気の吸い込みによる製品の酸化を防止した混練度調整装置を提供する。
【解決手段】混練度調整装置であって、シリンダ1内の各スクリュの軸方向と直交する方向に設けた一対のスロットバー4の軸部5をシリンダ1に設けた軸受2cで軸支し、各軸受2a〜2dと軸部5間に設けたパッキン部材30をパッキン押え41で押圧し、ねじ体42によってパッキン押え41の押圧状態を調節する構成である。
(もっと読む)
ダイオリフィス調節装置および流量制御装置を有する生分解性材料用押出し成形ダイ
【課題】生分解性材料を押出し成形するための押出し成形ダイを提供すること。
【解決手段】生分解性材料を押出し成形するための押出し成形ダイであって、この押出し成形ダイは、以下を備える:マンドレル(30);マンドレルの近くに配置された外部部材(40);このマンドレルとこの外部部材との間の押出し成形オリフィス(5);この押出し成形オリフィスの少なくとも1個の規定部材と連絡している部材であって、ここで、この部材は、この外部部材とこのマンドレルとの間で相対運動を生じることができ、ここで、この相対運動は、この押出し成形オリフィスを通る生分解性材料の押出し方向を横切る成分を有する;流量制御装置であって、この流量制御装置は、この押出し成形ダイを通る生分解性材料の流れを制御する;および位置決め装置であって、この位置決め装置は、この外部部材およびこのマンドレルを互いに対して位置決めする。
(もっと読む)
ストランド成形方法及び成形装置
【課題】装置構成の簡素化を図ったとしてもペレットの品質を十分に確保することが可能なストランド成形方法及び成形装置を提供する。
【解決手段】常温の窒素ガスを加熱装置にて高温状態にするとともに、風量調節装置を通過させると、風量と温度とが調節された高温の窒素ガスになる。そして、これを一対のガス噴霧器5に送った後に、ダイス1の各穴3に向けて噴霧する。この方法でダイス1の各穴3の周辺を高温の窒素ガスで充満させ、メヤニ23の酸化による変色を防止しつつ各穴3からストランド2を押し出し成形する。穴3の周辺に高温の窒素ガスが充満していることから、メヤニ23は酸化することなく、また、メヤニ23は固化することもない。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
トレッドの製造装置及び方法
本発明は、タイヤのトレッドの製造装置であって、トレッドは、高さhの複数の凸状異形要素を有し、凸状異形要素の半径方向外面は、タイヤが路面上を動いているときに地面に接触するようになっており、製造装置は、受入れ面(S)を形成するベースバンド(MB)を保持するのに適した回転保持体と、出口チャネルが半径方向に且つ受入れ面(S)に実質的に垂直に差し向けられた複数の押出しノズルを有する押出しダイ(1)と、各々が1つ又は2つ以上の別々の押出しノズルに開口した少なくとも2つの混合物供給手段と、押出しダイを受入れ面(S)に対して位置決めすると共に動かす手段とを有する。 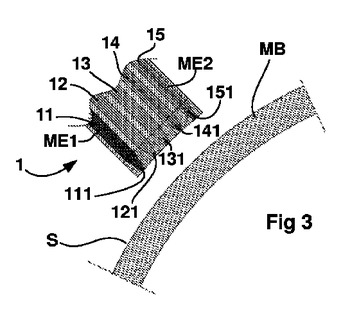 (もっと読む)
(もっと読む)
混練度調整機構、押出機、連続混練機、並びに混練度調整方法
【課題】 材料の混練度を精度良く調整する。
【解決手段】バレル3内に回転自在に挿通された混練スクリュ4で材料Mを上流側から下流側に向けて連続的に送りながら混練する処理装置2に対して、材料Mを上流側に押し戻すことで混練部10での滞留を促す押戻し部11と、押戻し部11の外周面に対向する対向面15を有し且つ押戻し部11に対して対向面15が近接離反することで材料Mの混練度を調整する混練度調整部材12とを具備する混練度調整機構1を設ける。
(もっと読む)
61 - 80 / 139
[ Back to top ]