
Fターム[4F207AR14]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 流量、容積 (139)
Fターム[4F207AR14]に分類される特許
41 - 60 / 139
押出成形金型、押出成形装置および医療用チューブ
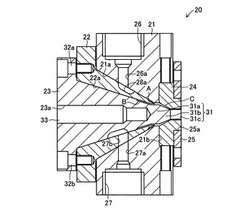
【課題】 一端側部分と他端側部分とが特性の異なる成形材料からなり、その移行部が外層と内層とからなる医療用チューブを成形する際に、異なる成形材料の容積比を滑らかに、かつ急激に変化させることのできる押出成形金型、押出成形装置および医療用チューブを提供すること。
【解決手段】 押出成形金型20を、外周側凹部21aが形成された角ボディー21と、外周側凹部21a内に設置され外周側凹部21aとの間に外周側流路Aを形成するとともに内周側凹部22aが形成された外側マンドレル22と、内周側凹部22a内に設置され内周側凹部22aとの間に内周側流路Bを形成する内側マンドレル23と、外周側流路Aと内周側流路Bとを合流させて医療用チューブ10を成形するチューブ形状形成部とで構成した。そして、外周側流路Aおよび内周側流路Bを、上流側から下流側にいくにしたがって順次分岐させた。
(もっと読む)
押出成形装置

【課題】成形材料の押出機から成形型への供給量を短時間にて且つ高精度にて調整することが可能であり、これにより押出機にギヤポンプ機構を設けることなく、成形品の成形精度を十分に高めることが可能な押出成形装置を提供する。
【解決手段】押出機10のシリンダ11の成形型1側の端部近傍にシリンダ内圧検出装置15が設けられている。外径制御装置3は、外径検出装置2による成形品Fの外径検出値と目標外径とを比較し、シリンダ内圧制御装置5は、この外径の比較結果に基づいて目標シリンダ内圧を設定し、シリンダ内圧検出装置15の検出値とこの目標シリンダ内圧とを比較し、回転数制御装置4は、このシートパッド内圧の比較結果に基づいてモータMの目標回転数を設定し、回転数検出装置14によるモータMの回転数検出値に基づき、該モータMの回転数が目標回転数となるように該モータMを制御する。
(もっと読む)
生地押出装置
【課題】生地押出装置から押し出される生地の搬送過多もしくは搬送過少を未然に防止し、均一な径や長さの棒状成形物、均一な大きさの球状成形物等を得るようにする。
【解決手段】駆動モータ5の回転駆動によりスクリューコンベア6a,6bが回転することで生地Pを混練しながら押出供給するようにした生地押出装置2を形成する。該生地押出装置2には、生地Pの押出速度を検出し、それによって所定の押出速度になるように駆動モータ5の回転数を制御する押出速度制御機構3を備える。押出速度制御機構3は、検出された生地Pの押出速度を信号化してから駆動モータ5にフィードバックして当該駆動モータ5の回転数を制御可能にする。押出速度制御機構3は、押し出た生地Pが載って摩擦回転する搬送ローラ10a,10bに取り付けたエンコーダ11と、パルストランスデューサ12と、駆動モータ5に接続したインバータ13とによって構成する。
(もっと読む)
ベントを備えた押出機のベントアップ検知方法および押出機
【課題】ベントを備えた押出機の、ベントアップの兆候を確実かつ早期に検知することができる、ベントアップの検知方法を提供する。
【解決手段】シリンダ(5)内に、第1の圧力センサ(12)を造粒装置(3)近傍に、第2の圧力センサ(13)をベント(10)と造粒装置(3)の間の所定の位置に、第3の圧力センサ(14)を造粒装置(3)寄りのベント(10)近傍に、それぞれ設ける。第1、2の圧力センサ(12、13)において測定される溶融樹脂の圧力から、ベント(10)近傍における溶融樹脂の圧力を予測して、ベントアップの兆候を検知する。第3のセンサ(14)において測定される溶融樹脂の圧力から、ベントアップの発生を検知する。
(もっと読む)
押出成形用金型と押出成形方法
【課題】樹脂積層体を構成する樹脂間の界面形状を大きく歪めることなく、また端部の樹脂層の幅を連続的に変更可能であり、異物等の混入の問題が少ない、リサイクル性や利便性に富んだ樹脂膜の押出成形を実施するための金型及び押出成形方法を提供する。
【解決手段】樹脂導入部31,32を金型10の同一端部側に設け、各樹脂導入部から供給される樹脂がマニホールド部12内で前記端部側からリップ開口部14側まで連続して流れ、各樹脂が樹脂の流れ方向に直交する方向に、樹脂毎の領域が形成されることを特徴とする押出成形用金型により、樹脂積層体を構成する樹脂間の界面形状を大きく歪めることなく、また端部の樹脂層の幅を連続的に変更可能であり、異物等の混入の問題が少ない、リサイクル性や利便性に富んだ樹脂フィルム又は樹脂シートの押出成形を提供する。
(もっと読む)
フィルターの洗浄方法
【課題】フィルター洗浄能力を上げ、この洗浄期間の短縮を図ることによって、従来並の洗浄期間でフィルム破断を起こさない、充分に清浄な再生フィルターとするためのフィルター洗浄方法を提供する。
【解決手段】ポリエステルフィルムの製造工程で使用する溶融ポリエステル組成物を濾過するためのフィルターを使用後に洗浄して再生するフィルター洗浄方法であって、水酸基を有する化合物の存在下で前記フィルターに付着しているポリエステル組成物を加熱分解した後、アルカリ洗浄剤からなる洗浄液を充填した洗浄浴槽で前記フィルターを超音波洗浄を併用しながら洗浄するフィルター洗浄方法とする。
(もっと読む)
フィルターの洗浄装置および洗浄方法
【課題】フィルター洗浄能力を上げ、この洗浄期間の短縮を図ることによって、従来並の洗浄期間でフィルム破断を起こさない、充分に清浄な再生フィルターとするためのフィルター洗浄方法を提供する。
【解決手段】フィルターの樹脂濾過方向とは逆方向に加温したアルカリ洗浄液を流しながら、フィルターを洗浄浴槽中で洗浄液に浸漬して超音波洗浄とアルカリ洗浄とを同時に行うフィルターの洗浄装置と洗浄方法とする。
(もっと読む)
ゴム押出成型装置
【課題】タイヤ構成部材の生産性を低下させることなく、押出ヘッドから押し出されるゴムのゲージ変動を抑制できるゴム押出成型装置の提供。
【解決手段】本発明に係るゴム押出成型装置10は、混練された原料ゴム50の供給口62が形成されるとともに、原料ゴム50が押し出される先細状の押出ヘッド30を有するシリンダ20と、シリンダ20内に設けられ、原料ゴム50を押出ヘッド30に向けて移動させるスクリュー40とを備え、シリンダ20内に設けられ、シリンダ20の容積を変化させる容積変化機構100を備え、容積変化機構100は、供給口62よりも押出ヘッド30寄りに位置し、スクリュー40の回転に応じてシリンダ20の容積を変化させる。
(もっと読む)
ダイ支持装置およびこれを備えた押出成形用ダイ
【課題】ダイ支持装置の下流に位置するダイ出口断面の流路幅方向における流量均一性を実現することができるダイ支持装置およびこれを備えた押出成形用ダイを提供する。
【解決手段】ダイ支持装置1は、押出機先端に装着可能であるとともに溶融樹脂を押し出し成形するための装置である。ダイ支持装置1は、流入口と流出口を含む流路4を有する。流入口には溶融樹脂が押出機から流入する。流入口から流入した溶融樹脂は流出口から流出する。流路4は、溶融樹脂の流れ方向に対して垂直な流路幅Wが流入口から流出口に向かって拡大するとともに、流れ方向に対して垂直な流路高さhが流入口から流出口に向かって縮小する。流路4の断面構造は、流路幅方向における中央部5での流路高さh3よりも流路幅方向における両端部6での流路高さh4の方が大きい。
(もっと読む)
コルゲートチューブおよびその製造方法
【課題】コルゲート部の柔軟性を損なうことなく、ストレート部の強度を向上させる。
【解決手段】チューブ10は、コルゲート部11、及びチューブ10の両端を構成する小径、大径ストレート部12、13を備える。大径ストレート部13の厚さT3は、小径ストレート部12の厚さT2以上である。コルゲート部11の厚さは、厚さT2未満である。チューブ10は、移動する成型型に熱可塑性樹脂を押し出し供給して成型する。このとき、コルゲート部11に対応する成型面に熱可塑性樹脂を供給するときの成型型の移動速度V1は、小径ストレート部12に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V2より速い。移動速度V2は、大径ストレート部13に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V3より速い。
(もっと読む)
樹脂材料評価用押出機
【課題】少量の樹脂材料を用いて、定量押出が可能で少量のサンプルで樹脂材料の流動特性やフィルム、シート、チューブなどの押出特性を同時に精度良く評価可能な樹脂材料評価用押出機を提供する。
【解決手段】供給口2、加熱混練部、加圧部及び吐出口を供えた樹脂材料評価用押出機であって、樹脂材料を供給する加圧部の先端から吐出口の間に設けたギアポンプ4、加圧部からギアポンプを通して溶融樹脂材料を押出機の加熱混練部へ循環する樹脂還流路7、ギアポンプの下流側に設けた、樹脂材料を押出機先端の金型へ押出す吐出口へ流すか又は、樹脂還流路へ流す流路切換え部並びに樹脂還流路に設けた少なくとも2つの圧力センサー3,5,8,9を含んでなる樹脂材料評価用押出機。
(もっと読む)
フィルムの製造方法、フィルム、偏光板、及び液晶表示板用フィルム
【課題】 フィルム厚みが薄いフィルムであっても、面内のレターデーションの発現を実現でき、また、光学的に傾斜したフィルムの製造方法およびそのフィルムを提供する。
【解決手段】
コア層となる第一の熱可塑性樹脂組成物12と、スキン層となる第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’をダイ16から溶融押出しし、溶融押出しされた溶融物12Aを、挟圧装置を構成するタッチロール28とキャスティングロール18により連続的に挟圧してフィルム状に成形する。タッチロール28とキャスティングロール18により溶融物12Aに加えられる圧力が20〜500MPaであり、第一の熱可塑性樹脂組成物12のTgが第二の熱可塑性樹脂組成物12’及び第三の熱可塑性樹脂組成物12’’のTgより0.5℃〜50℃低い。
(もっと読む)
押出成形材の製造方法及び製造装置
【課題】オリフィスの縁に付着した異物を効果的に除去して要求される品質や機能を実現する押出成形材の製造方法及び製造装置を提供する。
【解決手段】本製造方法は、押出成形型22の型面と押出成形材1の表面との間で空気の出入りが可能なスリット72,76が形成されるノズル装置40を用い、ノズル装置はノズル内周縁50,54と、スリットを形成する空気流路70,74と、スリットと連通すると共に該スリットから流入する空気を吸引して排出する吸引孔62を有する内部空間60とを備える。ポリマー材料の押出中に、内部空間に真空状態を発生させることによりオリフィスの縁30に付着する異物を剥ぎ取るのに十分な風力を有する空気流を発生させることができる。該空気流をオリフィスの縁に作用させることにより、オリフィスの縁に付着する異物を剥離して、吸引される空気と共に除去することを特徴とする。
(もっと読む)
金型内ラベルのためのポリオレフィンフィルム
キャストフィルムを含んでなる金型内ラベルならびにポリプロピレン樹脂及び核剤を含んでなるキャストフィルムの製造方法。ポリプロピレン樹脂は2dg/分〜10dg/分の溶融流量、1重量%より小さいキシレン可溶物含有率及び98%より高いメソペンタド分布を有する。 (もっと読む)
押出機の処理量制御方法及び装置
【課題】本発明は、貯蔵タンクから押出機に供給される溶融樹脂の供給量を可変制御し、造粒ペレットの品質の確保を行うことを目的とする。
【解決手段】合成樹脂原料が貯蔵タンク(9)からゲートバルブ(8)を介してシリンダ(2)の原料供給口(7)へ供給され、シリンダ(2)内で回転駆動されるスクリュ(3)により溶融混練され、シリンダ(2)の先端からダイス(11)を経て紐状に押出される時に、スクリュ(3)の回転数を調整して合成樹脂原料の混練状態を調整すると共に、ゲートバルブ(8)の開度を調整して貯蔵タンク(9)からシリンダ(2)内へ供給される合成樹脂原料の供給量を調整する方法と構成である。
(もっと読む)
合成樹脂製擬竹及びその生産方法
【課題】 断面円形にして長手方向所定間隔に竹節状微小隆起部を配置して擬竹としての剛性と胴縁への長手方向両端部に対する釘打ちによって割れやクラックの発生がなく且つ合成樹脂使用量を適正化した擬竹を提供する。
【解決手段】 熱可塑性合成樹脂製擬竹Aにあって、その単位長さ当りの標準重量を、擬竹Aの外径寸法との対比で、この外径寸法をミリメートル単位で表示したとき、その数値に対して4.4±0.5倍のグラム単位の数値による重量とし、合成樹脂使用量を該重量に設定して押出成形を行うようにする。外径寸法に応じて該倍率を順次漸増し又は段階的に増加することによって、擬竹Aの剛性と耐衝撃性を確保して、釘打ちによる割れやクラックを可及的確実に防止し且つ合成樹脂使用量を適正化した高品質の擬竹Aとすることができる。
(もっと読む)
押出設備の制御方法及びプログラム
【課題】容易に処理量を変更することができる押出設備の制御方法及びプログラムを提供する。
【解決手段】本発明の押出設備の制御方法は、シリンダに回転自在に内設されたスクリュを備えた二軸押出機と、シリンダ内に原料を供給するフィーダと、シリンダの先端に設けられたギヤポンプと、を有する押出設備の自動制御を行うための押出設備の制御方法において、シリンダ5〜8の温度を設定する運転準備工程と、フィーダ17による原料の処理量が、待機時処理量となるように、二軸押出機1、フィーダ17及びギヤポンプ15を駆動制御する待機運転工程と、フィーダ17による原料の処理量が、待機時処理量よりも多い処理量である生産時処理量となるように、二軸押出機1、フィーダ17及びギヤポンプ15を駆動制御する生産運転工程と、二軸押出機1、フィーダ17及びギヤポンプ15を停止する停止処理工程と、を含む。
(もっと読む)
複合構造用接着剤の押出し成形
【課題】労働コスト、プロセス時間を削減し、充填材を取り付ける前に予め製造する必要をなくすことが可能な接着充填材を成形する方法が必要である。
【解決手段】充填材を押し出すことによってプロセス時間と労働コストを削減する、充填材を製造する方法及び装置が提供されている。構造充填材は、流動性の充填材の材料を押出し、押出された充填材を複合構造部材の一つの上にセットし、複合部材を作製することによって、少なくとも第1及び第2複合部材の間の隙間に取り付けられる。
(もっと読む)
医療目的の押出コイルチューブを製造するための装置
【課題】リブのピッチを素早く変更可能である医療目的の押出コイルチューブを製造するための装置の提供。
【解決手段】押出コイルチューブTSを製造するための装置10は、スピンドル11から突出する回転軸12、リボンPT及びリブNRを押し出すための少なくとも1つの押出ヘッドを備える。各回転軸12は、互いに実質的に等距離にある一連の支持要素DSCに載せられるとともに主中心軸19によって支持されるそれぞれの可撓軸13につながれる。前記リボンPT及び前記リブNRは、並行して同時に押し出しされ、可撓軸13の外表面によって形成される理想表面上に巻き付けられる。リボンPTをコイル状に巻くことによって回転とともに形成されるチューブ状基本要素ETB上にリブNRが巻き付けられるピッチを変更するために、クランクMNによって操作される少なくとも2本の捻り棒BTを使用して、前記一連の支持要素DSCを所定の角度で回転させる。
(もっと読む)
動的架橋された熱可塑性エラストマーの製造方法
【課題】より良いブラックスペックレベルを有する動的架橋された熱可塑性エラストマーを製造すること。
【解決手段】本発明は、一緒に回転する二つのスクリューの押出機内で熱可塑性ポリオレフィン、架橋性ゴム及び硬化剤を同時に混合し、それにより架橋性ゴムが混合の間に硬化されることを含む動的架橋された熱可塑性エラストマーの製造方法に関する。押出機内での滞留時間が40秒間より短く、比エネルギー(Espec)/滞留時間の比が少なくとも24kW/kgであり、かつ滞留時間/(長さ/直径)の比が0.60秒より小さい。本発明は更に、該方法により得られ得る動的架橋された熱可塑性エラストマー、及び密封システム、建築物異形材及び押出用途において動的架橋された熱可塑性エラストマーを使用する方法に関する。
(もっと読む)
41 - 60 / 139
[ Back to top ]