
Fターム[4F207AR14]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 流量、容積 (139)
Fターム[4F207AR14]に分類される特許
101 - 120 / 139
毛細管状流路を備えた押出し材

本発明は、押出し処理可能材料であってそれを通る複数の毛細管状流路を有する押出し処理可能材料、および、そのような材料を製造するための装置および方法を提供する。毛細管は、気体、液体または他の相によって占有されてもよい。材料は高い空隙率を有する異方性発泡体であってもよい。方法および装置は、押出し物がダイを出るときに押出し物を急冷することを含む。 (もっと読む)
光学フィルムの製造装置

【課題】 液晶表示装置(LCD)あるいは有機EL(エレクトロルミネッセンス)ディスプレー等の各種の表示装置に用いられる偏光板用保護フィルム、より詳しくは、輝度向上機能付き偏光板用保護フィルム、輝度向上機能と偏光板保護機能が一体化されたフィルムを少なくとも片面に備えた偏光板、及びそれを用いた液晶表示装置の作製に使用する光学フィルムの製造装置を提供する。
【解決手段】 熱可塑性樹脂と、有機溶媒と、不定形粒子とを含むドープを、流延ダイのマニホールド部およびスリット部を通って支持体上に流延して、溶液流延製膜法により光学フィルムを製造する装置は、流延ダイのマニホールド部入口の断面積に対し、マニホールド部の任意箇所での断面積が、マニホールド部の全長にわたってマニホールド部入口の断面積の0.1%〜300%である。
(もっと読む)
押出セルロース高分子組成物およびそれを製造するシステム
本発明は、オリフィスで構成されたセル状木材プラスチック複合材料を製作する装置に関し、これは、材料の均一な流れが移行型板に到達するように、押出機(12)のアダプタから、移行型板(30)に複合材料を供給する。さらに、本装置は、材料の流れを流束抑制型板(60)に誘導し、材料の等量が流束抑制型板の全ての領域に確実に供給されるようにする移行型板;材料の流れに十分な抵抗を提供し、流束抑制型板との関係で上流側において、材料の部分の溶融圧力を高める流束抑制型板であって、多数の適当な寸法形状のストリームに流れを分割することにより、この抑制により生じる温度上昇を制御する流束抑制型板;流束抑制型板からの分離ストリーム流を、材料の単一のストリーム流に溶解する圧縮型板(70)であって、材料内でセルの不十分な形成が抑制されるレベルに、溶融圧力を維持する圧縮型板;完全に膨脹した材料が、所望のプロファイルに近い形状となるように、材料を定形するように構成された定形型板(80)であって、多数の均一セルが形成されるように、セルの形成および膨脹の速度を制御する定形型板;を有する。 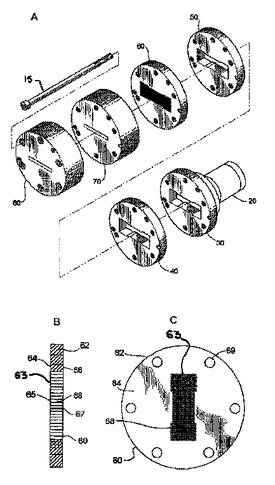 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物ペレットの製造方法
【課題】 押出機のベント部を外部から加熱する以外の方法で、ベント内部で脱揮成分が結露あるいは昇華することを抑制し、品質の優れたペレットを得ることができる熱可塑性樹脂組成物ペレットの製造方法を提供する。【解決手段】 ベント機構を有する押出機を用いて、ベント部を使用しながら、熱可塑性樹脂と添加剤、又は熱可塑性樹脂と無機充填材と添加剤とを溶融混練してダイスから吐出する熱可塑性樹脂組成物ペレットの製造方法において、押出機のベント部に不活性ガスを流通し、ベント部より排気口に向かって常時随伴気流を発生させる。 (もっと読む)
フィルムおよびフィルムの製造方法
【課題】エチレン系重合体を成形してなる耐候性に優れたフィルムおよび該フィルムの製造方法を提供すること。
【解決手段】エチレンに基づく単量体単位と炭素原子数3〜20のα−オレフィンに基づく単量体単位とを有するエチレン系重合体を成形してなるフィルムであって、該フィルムの分子量分布[Mw/Mn]bと該フィルムを250時間サンシャインカーボンアーク灯処理した後のフィルムの分子量分布[Mw/Mn]aとが、下記式(1)の関係を充足するフィルム。
0.6 < [Mw/Mn]a/[Mw/Mn]b < 1.2 式(1)
(もっと読む)
押出成形方法と押出成形装置
【課題】押出成形機の立ち上げ/立ち下げの際に排出される溶融樹脂の総量を極力抑えること。また、非生産時に押出成形機を停止させないで連続運転することにより、溶融樹脂の焦げ付きを防止すること。
【解決手段】押出成形装置1は、フィーダ4の吐出速度、スクリュー7の回転速度、ギアポンプ12の回転速度及び圧力計15の圧力が入力される制御装置17を設け、生産時には、ギアポンプ12の回転速度を設定値に固定し、フィーダ4の吐出速度とスクリュー7の回転速度により圧力計15の圧力を調整することにより生産運転状態を維持し、非生産時には溶融樹脂が樹脂劣化しない範囲域でフィーダ4の吐出速度を設定値に固定し、ギアポンプ12の回転速度により圧力計15の圧力を調整することにより待機運転状態を維持し、各々の運転状態を安定化する。
(もっと読む)
合成樹脂シートの製造装置
【課題】 透明な部分と失透した部分とよりなる2種の合成樹脂を交互に縦縞状に配列した熱可塑性合成樹脂シートを得ること。
【解決手段】
断面形状が雨滴形の縦長の空洞を有し、この空洞内を複数の仕切板21〜29で仕切られたTダイス本体1と、上記複数の仕切板21〜29相互の間隔を調整する手段36〜39、46〜49と、上記複数の各仕切板の両側の空洞内に2種の溶融合成樹脂を交互に圧入するサブマニホールド14a、14bと、Tダイス本体1の下部から縦縞状に交互に配列して平板状に排出された2種の溶融合成樹脂を冷却しながらシートに成型する冷却ロール5とを具備し、平板状に排出された上記2種の溶融合成樹脂の接合部の断面形状を、一方の合成樹脂が他方の合成樹脂に入り組んで互いに噛み合った形状とするために、上記仕切板21〜29に縦方向の2条の屈曲部2を形成したものである。
(もっと読む)
ポリグリコール酸樹脂インフレーションフィルムの製造方法
【課題】簡単な装置構成の空冷インフレーション法により、ガスバリア性が有意に向上したポリグリコール酸樹脂フィルムの安定製造を可能にする。
【解決手段】温度270℃、剪断速度122s−1における溶融粘度(V)が300〜2000Pa・sのポリグリコール酸樹脂を、下記式(1)を満たす樹脂温度(T℃)で環状ダイから押出して、空気で冷却しつつインフレーション成形することを特徴とする空冷インフレーション法によるポリグリコール酸樹脂フィルムの製造方法:
[数1]
212exp(0.0004・V)<T<220exp(0.0001・V)(式1)。
(もっと読む)
押出成形体及びその形成方法、並びに光ファイバケーブル
【課題】高滑性、耐摩耗性及び難燃性に優れたオレフィン系樹脂の押出成形体とその製造方法を提供する。
【解決手段】オレフィン系樹脂に結晶径3〜10μmのタルク11を添加し、当該タルク11を添加したオレフィン系樹脂混合物を押出成形により形成することにより、押出成形の際にベース樹脂であるオレフィン系樹脂の表面側へタルク11が誘引されて成形体であるケーブル外被1表面に鱗片状に配列されることとなり、表面を鱗片状に覆うタルク11により表面硬度を高くして高滑性(低摩擦性)及び耐摩耗性を向上できる。
(もっと読む)
重合体組成物の押出装置及び方法
【課題】フィラーを高充填しても、高品質の熱可塑性樹脂組成物を連続、且つ安定して押し出すことができる重合体組成物の押出装置及び方法を提供する。
【解決手段】シリンダー1と、シリンダー1内に配設されたスクリュー2とを備え、シリンダー1の先端部9にダイス10が接続されてなる押出装置であって、シリンダー1内で溶融している重合体組成物原料を、スクリュー2を回転させることにより発生する押出し圧力で、ダイス10から連続的に押し出す重合体組成物の押出装置において、重合体組成物が、フィラーを35質量%以上含有する熱可塑性樹脂組成物であり、且つシリンダー1の空間率[{(スクリュー先端部を配置した場合の空間容積)/(スクリュー先端部がない場合の空間容積)}×100]が90〜98%である。
(もっと読む)
多層フィルム・シートの製造方法、多層フィルム・シート製造用合流装置及び多層フィルム・シート製造装置
【課題】各層の偏肉が少なく、層の均一性が良好となり、また層構成に対する自由度の高い多層フィルム・シートの製造方法及び製造装置の提供。
【解決手段】第1の押出機から樹脂流を合流装置に供給し、合流装置内で円柱状の第1樹脂流を形成するとともに、別の1つ以上の押出機から1種又はそれ以上の積層用樹脂流を合流装置に供給し、この合流装置内で前記積層用樹脂流を、前記第1樹脂流を囲むように配置したそれぞれの環状マニホールドを経て、前記第1樹脂流に合流させて、同心円状の環状積層流とし、この環状積層流を直接又は平坦に潰した後で合流装置出口側に設けられたTダイに導いて、該Tダイからフィルム又はシート状に押し出して多層フィルム・シートを得ることを特徴とする多層フィルム・シートの製造方法。
(もっと読む)
熱可塑性樹脂フィルム及びその製造方法
【課題】ポリシングローラ法による残留歪みの発生を抑制し、厚み変動やスジ故障が発生することを防止することで、高い光学特性のフィルムを得る。
【解決手段】熱可塑性樹脂を溶融してダイ24からシート状に押し出し、シートを算術平均高さRaが100nm以下の表面性で、少なくとも一方のロールが金属製の弾性ロール26によって構成された一対のローラ26、28で挟むことにより冷却固化して製膜する熱可塑性フィルム12の製造方法であって、ダイ24のリップクリアランスdを、0.2〜1.0mmの範囲に設定するとともに、ダイ押出口24Cでの単位面積当りの樹脂流量を1時間当り0.1〜1.5kg/mm2 の範囲に設定する。
(もっと読む)
物性が向上したポリエチレンフィルム
【課題】従来のメタロセン触媒で製造された線状低密度ポリエチレン(mLLDPE)よりも加工が容易であるポリエチレンから製造される、高い縦方向引裂強さ(MD引裂強さ)及び(又は)高い横断方向引裂強さ(TD引裂強さ)及び(又は)高い落槍耐衝撃性(ダーツ)を有するポリエチレンフィルムを提供する。
【解決手段】置換ハフニウム遷移金属メタロセン触媒系を利用する気相プロセスで製造される線状低密度ポリエチレン(LLDPE)よりなり、≧0.9のMD引裂強さ対TD引裂強さの比(両引裂強さともASTM D−1922により決定して)、≧350g/ミル(8,890g/μ)のMD引裂強さ、≧500g/ミル(12,700g/μ)の落槍衝撃強さ(ASTM D−1709により決定して)及び≧70%のMD収縮率を有し、該フィルム特性は≧12ポンド/時/inダイ円周(16.00Kg/時/cmダイ円周)の押出量のときに達成可能であるポリオレフィンフィルム。
(もっと読む)
押出成形用金型
【課題】合成樹脂製円筒管の押出成形において、スジの発生を抑制することができる押出成形用金型。
【解決手段】内型11と外型12とによって円筒状の樹脂流路13が確保され、この樹脂流路13には、螺旋領域14、連通領域15、および、平行領域16が設定されてなり、溶融樹脂を供給して、押し出すことで円筒管が連続的に成形されるように構成された押出成形金型1Bにおいて、平行領域16の外型内周面12aおよび内型外周面11aにおける溶融樹脂の次式(1)で表される剪断速度γwが300s-1以下とされたことを特徴とする。 (もっと読む)
(もっと読む)
高分子化合物の処理方法
【課題】ポリマーを劣化させずに超臨界流体による化学変化のみをポリマに与えて目的とする処理を的確に行えるポリマーの処理方法を提供する。
【解決手段】高分子化合物と、該高分子化合物と化学反応させるための液体または気体または超臨界流体の薬剤を押出機1を用いて混合し、該高分子と薬剤を反応容器100で反応させて高分子処理物を生成する際に、押出機1で、高分子化合物に加えるせん断速度γ(s-1)と吐出量V(kg/s)の比γ/Vが100000kg-1以下の条件で混練するようにしたものである。
(もっと読む)
セルロース系樹脂フィルム及びその製造方法
【課題】異物故障の発生の少ない、光学用途として優れた高品質のセルロース系樹脂フィルムの製造方法を提供する。
【解決手段】ホッパー44から供給されたセルロース系樹脂を押出機22で溶融し、溶融樹脂を押出機22からダイ24に供給し、ダイ24からシート状に溶融樹脂を押し出して冷却固化することによりセルロース系樹脂フィルムを製膜するセルロース系樹脂フィルムの製造方法において、シートの30μm以上の異物が30個/m2 以下であり、且つ、5μm以上の異物が100個/m2 以下であるようにする。
(もっと読む)
連続式混練機または押出機の生産速度を増加させる方法
ポリマーの固形供給原料を分割することで、配合または押出しの速度を増加させることができる。追加の固体ポリマーの溶融は、第一混練段階から入ってくる溶融物からの過剰エンタルピーで有意に補われる。樹脂のレオロジーおよび溶融特性によるが、速度増加は、同じローター速度で単一供給を使用した場合に比べ、約55〜約100%までの速度増加を実現した。最終結果は、全体的SEI(ポリマーへの比エネルギー)の低下、よって溶融温度の低下である。 (もっと読む)
プラスチックおよび複合材料の多色物品を成形するための色変化制御方法
多色成形物品において無秩序な色変化を与える方法。この方法は、着色剤の混合をほぼ防止する所定の順序および手法により、成形物品に関連した体積の非整数倍に関連した所定の比で、成形装置に個々の着色剤を供給する工程を含む。  (もっと読む)
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】耐熱性および耐衝撃性に優れ、かつその成形品や、繊維又はフィルム化する場合に特異な粘弾特性を示す熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(A)および反応性官能基を有する樹脂(B)を含む熱可塑性樹脂組成物(I)または熱可塑性樹脂(A)、該熱可塑性樹脂(A)と異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を含む熱可塑性樹脂組成物(II)の製造方法であって、スクリュー長さLとスクリュー直径D0の比L/D0が、50以上である二軸押出機を用い、該二軸押出機に原料樹脂を供給してから押出すまでの滞留時間を1分〜30分、押出量をスクリュー回転1rpm当たり0.01kg/h以上の条件で溶融混練する熱可塑性樹脂組成物の製造方法である。
(もっと読む)
ポリエチレン管
管組成物であって、該組成物の重量に対して80〜99重量%の高密度ポリエチレン及び該組成物の重量に対して1〜20重量%の充填剤を含み;該ポリエチレンは0.940〜0.980g/cm3の密度及び2〜18dg/分のI21を有し;該管組成物は、次の関係:
Tm≦230−3.3(I21)
を満足する溶融温度Tmで押し出され、ここで、該組成物は、1.38kg/hr/rpmを越える比押出量でも押し出されて管を形成することを特徴とする、管組成物を提供する。また、(a)5〜50重量%の充填剤と、95〜50重量%の低密度ポリエチレンと、0〜3重量%の1種以上の安定剤とを含む充填剤組成物を準備し、該充填剤組成物と、0.940〜0.980g/cm3の密度及び2〜18dg/分のI21を有する高密度ポリエチレンとを165℃〜185℃の目標落下温度にまで溶融ブレンドして管組成物を形成させ、ここで、該管組成物が該管組成物の重量に対して1〜20重量%の充填剤を含むように溶融ブレンドするものとし、そして該管組成物を押し出して管を形成させることを含む管の形成方法も提供する。
(もっと読む)
101 - 120 / 139
[ Back to top ]