
Fターム[4F207AR14]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 流量、容積 (139)
Fターム[4F207AR14]に分類される特許
21 - 40 / 139
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
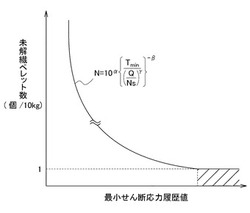
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、高い生産性を実現するため、短時間でモノフィラメントの集合体である、ガラスロービング、又はチョップドストランド等のガラス繊維束をモノフィラメントに解繊できる製造条件を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御して、製造条件を決定する。
(もっと読む)
電線の製造方法

【課題】効率的に電線を製造することが可能な電線の製造方法を提供する。
【解決手段】本発明の電線の製造方法は、定常線速V4の1/10以下の口出線速V2で一旦定速として線材1に樹脂を被覆させる口出制御処理と、電線Cの外径が目標外径に対して所定の小さな値となった時点で、外径制御を開始する外径制御開始処理と、線速Vを12〜30m/分2の上昇率で上昇させるとともに線速Vの上昇に追従させて押出流量Rを増加させ、定常線速V4の1/6〜1/3の下限線速V3で一旦定速として線材に樹脂を被覆させる下限制御処理と、電線Cの外径が目標外径に対して所定公差内に収まっていると判定した以降に製造される電線Cを良品として巻き取りボビン29に巻き取る良品巻き取り開始処理と、線速Vを24〜30m/分2の上昇率で上昇させるとともに線速Vの上昇に追従させて押出流量Rを増加させ、定常線速V4で線材に樹脂を被覆させる定常運転開始処理と、を順に行う。
(もっと読む)
熱可塑性樹脂の溶融押出成形用Tダイ及びエッジビード低減方法
【課題】 エッジビード現象を好適に抑制する
【解決手段】 熱可塑性樹脂の溶融押出成形用Tダイ15は、インナーディッケル13の下流側端面13aが、流路16の上流方向に曲折し始める位置をCxとし、インナーディッケル13の流路側端面13bが出口17の端部の方向に曲折し始める位置をCyとし、Cxから出口17の中心方向への延長線と、Cyから流路16の流れ方向Aへの延長線との交点をCとし、ロッド14の幅方向に垂直な流路側端面14aの上流側端部をCRとする場合、線分CCxの長さをLxとし、線分CCyの長さをLyとし、線分CxCRの長さをLRとし、線分CCx、線分CCy及び線分CxCyで囲まれる領域の面積をAとするとき、
A≦14.5(Lx+LR)―400
を満たすことを特徴とする。
(もっと読む)
高せん断装置および高せん断方法
【課題】高せん断時に急速な温度変化に迅速に応答して高分子材料を冷却させ、効率よくナノレベルに分散及び混合する。
【解決手段】高せん断装置は、加熱筒21内に設けた内部帰還型スクリュー23を高速回転させることで高分子材料を高せん断する。加熱筒21内の高分子材料の温度を低下させる冷却流路35A、35Bの管路に冷却バルブを設け、内部帰還型スクリューを駆動する駆動モータ24のトルクをトルクセンサー44で検出する。トルクに応じて冷却温度設定手段45で冷却バルブの開度を調整して冷却媒体の流量を制御する。遅延タイマーによって最大トルクに対応する冷却バルブの最大開度を遅延時間の間、保持することで、冷却媒体の流量を最大にして高分子材料の温度の冷却能力を高くして高分子材料の温度を急速に低下させる。
(もっと読む)
導電性ゴムローラ成形用のクロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくすることが可能な導電性ゴムローラ成形用のクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と、供給口50と、を備えた外ダイ22と、外ダイ穴57に配置され、芯金ガイド穴31と、マニホールド61と、を備えたマンドレル21と、外ダイ穴57における芯金ガイド穴31の下端開口部よりも下側に配置され、ダイス穴56を備えたダイス23と、を有し、マニホールド61に沿った流れ方向および軸方向に沿った流れ方向の各々に対して垂直な切断面における展開部流路51の断面積が、ダイス口54の断面積から芯金13の断面積を差し引いた押出し断面積の4.1倍以上6.9倍以下であり、展開部流路51の長さが、供給口50の上端部における外ダイ穴57の口径の0.5倍以上1倍以下である。
(もっと読む)
光ケーブル用スペーサ、その製造方法、および製造装置
【課題】要求される強度等の機械的性能と表面平滑性等の品質を維持(又は向上)しつつ、スペーサの原材料コストを低下させた光ケーブル用スペーサ、その製造方法、製造装置を提供すること。
【解決手段】中央に抗張力線を配し、この抗張力線の周囲に複数の光ファイバテープ心線が収納される複数本の矩形状又はU字状の収納溝を備えたポリエチレン製のスペーサ本体を押出成形してなる光ケーブル用スペーサであって、該収納溝が内層を形成する本体樹脂と表面層を形成する表面層樹脂により、底部および両側面が内層および表面層の二層一体に成形されており、該表面層は、厚み30〜100μm、かつ、平均表面粗さRaが収納溝底部で0.5μm以下、収納溝側面で1.0μm以下である、ことを特徴とする光ケーブル用スペーサである。
(もっと読む)
フィルムキャパシタ用フィルム及びその製造方法
【課題】 スジ、シワ、ダイラインの発生が抑制され、耐熱性、耐電圧性、摺動性等に優れたフィルムキャパシタ用フィルム及びその製造方法を提供する。
【解決手段】 フィルムキャパシタ用フィルムは、ポリエーテルイミド樹脂の100質量部に対しフッ素樹脂を1.0〜30.0質量部の範囲に添加してなる樹脂組成物を100質量部として、この樹脂組成物にカルボン酸とジアミンを反応させて製造するアマイド系ワックスを0.05〜2.0質量部の範囲に添加してなる樹脂組成物から構成される。
(もっと読む)
帯状ゴムの製造方法
【課題】口金を交換しても短時間でまっすぐに帯状ゴムを押し出すことが可能な断面三角形状の帯状ゴムの製造方法を提供することを目的とする。
【解決手段】2台の押出機から押し出された未加硫ゴムをプレフォームダイのゴム流路6で合流させて口金5に送り込み、口金5の開口5aから帯状に押し出す断面三角形状の帯状ゴムの製造方法であって、ゴム流路6の入口において、境界8をはさんで先端側と基端側とからそれぞれ未加硫ゴム4をゴム流路6に導入するようにし、口金5の開口5aからゴム流路6を見たときに、境界8で区分される開口5aの先端側面積と基端側面積との比率が所定の面積比率になるように設定した上で、ゴム流路入口から供給する未加硫ゴム4の質量流量を、基端側よりも先端側の方が大きくなるように前記面積比率とは別の所定の質量流量比率で各押出機から押し出すことを特徴とする。
(もっと読む)
ビード部材の製造装置及び製造方法
【課題】ビード部材を製造するときに、ビードコアの外周に貼り付けるビードフィラの先端部と後端部を正確かつ滑らかに接合する。
【解決手段】ビードコアCを周方向に回転させて、ビードコアCの外周に向けて押出機10からゴムを押し出す。押出機10のゴムの押出先端部に設けた口金20の成形部31により、押し出されたゴムをビードフィラ形状に成形して回転するビードコアCの外周に貼り付け、ビードコアCの外周に対するビードフィラの成形終了に合わせて押出機10によるゴムの押し出しを停止させる。口金20の成形部31につながる案内部32により、回転するビードコアCに貼り付けたビードフィラの先端部を成形部31へ案内してビードフィラの後端部に接合させる。
(もっと読む)
複層押出成形装置
【課題】フィードブロック方式の複層押出成形装置として、樹脂同士の流動特性の差や層同士の厚み差が大きい共押出しに適用した場合でも、各層の幅方向の厚みが均一な複層フィルムを確実に安定的に製出し得るものを提供する。
【解決手段】フィードブロック2Aは、単層Tダイ1の押出流路10に直線的に連通する偏平な主流路21と、主流路21に対して同幅で斜めに合流する偏平な副流路22とを備え、主流路21と副流路22との合流部20に、主流路21に対して副流路22側から出退動作して主流路1の流路断面積を厚み方向に拡縮する主流路チョークバー3と、副流路22に対して出退動作して副流路2の流路断面積を厚み方向に拡縮する副流路チョークバー4とが設けられ、主流路チョークバー3と副流路チョークバー4とが共に同一の分割パターンで幅方向に3以上に分割構成され、各チョーク分割片31,41を個別に出退動作させるチョーク操作手段5を有する。
(もっと読む)
ガス中のパーティクル量測定装置及び測定方法
【課題】清浄な環境が要求されるクリーン領域から排出されるガスのパーティクル量をモニタリングし、そこで製造される製品の適正な品質管理を行うのに有用なパーティクル量測定装置及び測定方法を提供すること。
【解決手段】本発明のパーティクル量測定装置は、監視対象ガスを移送するガス管L31と、パーティクル量が既知又は検出限界以下であるエジェクタ供給用ガスを移送するガス管L33と、これらのガス管の先端がそれぞれ接続されており、エジェクタ供給用ガスの流れによって監視対象ガスを吸引するエジェクタ33と、エジェクタ33に吸引される監視対象ガスの流量を測定する流量計QLと、エジェクタ33に供給されるエジェクタ供給用ガスの流量を測定する流量計QHと、エジェクタ33から排出される混合ガス中のパーティクル量を測定するパーティクルカウンタ35とを備える。
(もっと読む)
粘性体成形装置及び粘性体成形方法
【課題】外壁材の係合形状のような比較的複雑な形状の形成も含めて一度の成形工程で成形可能とし、成形品の生産性を高める。
【解決手段】粘土を口金10を通して押出すことにより成形品を形成する成形装置であって、口金10の押出通路を横切るように切刃14a,15aを設け、該切刃は押出通路を複数に分割するように口金に固定され、且つ切刃は、押出される粘土の中心部の押出形状に比べて粘土の流動抵抗が大きくなるような複雑な押出形状とされるとともに、切刃の部分を含め成形品全体として粘土の流動抵抗が均一となるように、押出方向の寸法が口金のそれに比べて短くされている。複雑な押出形状を含む成形品を形成する場合でも、流動抵抗を成形品全体として均一としているため、複雑な押出形状部分を含めて成形品は全体として同じ速度で押出され、成形品表面のひび割れやささくれを防止でき、後加工を必要としない。
(もっと読む)
熱可塑性樹脂フィルムの製造方法
【課題】新たに大がかりな設備・装置を設けたり、フィルムの幅方向に物性斑・厚み斑を生じさせたりすることなく、ネックインを抑制できるとともに、Tダイの両端部の製膜を安定化してリップ巾を有効に利用できる、低コストな熱可塑性フィルムの製造方法を提供する。
【解決手段】Tダイ法により熱可塑性樹脂フィルムを製造する方法において、Tダイ10の幅方向における両端部11Aのリップ開度Ltと、前記両端部11A以外の中央部11Bの平均リップ開度Lcとが式(1):Lc/2≦Lt<Lcを満足し、かつ、前記両端部11Aから吐出された溶融樹脂の温度Tt[℃]と、前記中央部11Bから吐出された溶融樹脂の平均温度Tc[℃]とが式(2):Tc−5<Tt<Tc+5を満足するように調整する。
(もっと読む)
溶融樹脂整流用ユニット
【課題】押出成形装置の流路内における溶融樹脂の滞留を十分に解消すること。
【解決手段】本発明に係る溶融樹脂整流用ユニット20は、押出成形装置の流路に設けられるものであって、濾材15を保持する第1の面S1からその裏面である第2の面S2に向けて貫通する複数の貫通孔12Bを有するブレーカープレート10Bと、ブレーカープレート10Bの第2の面S2と当接する第3の面S3に形成された溝23A及び第3の面S3からその裏面である第4の面S4に向けて貫通する排出孔28を有する整流プレート21Aとを備える。溝23Aはブレーカープレート10Bの貫通孔12Bの開口13に対向する位置に設けられており、当該溝23Aとブレーカープレート10Bの第2の面S2とによって構成される滞留防止用流路25が排出孔28と連通している。
(もっと読む)
複層フィルム及び位相差フィルム並びにそれらの製造方法
【課題】位相差ムラを抑制した高品質の位相差フィルムを製造できる複層フィルム、位相差ムラを抑制した高品質の位相差フィルム、並びにそれらの製造方法を提供する。
【解決手段】コア層と、前記コア層の両面にそれぞれ配置されるスキン層とを備え、溶融樹脂を溶融押出しすることにより成形された複層フィルムであって、前記コア層と前記スキン層との界面における幅300μm以上1000μm以下且つ高さ10nm以上1000nm以下の線状凹凸の本数が、前記複層フィルムの幅1400mm当たり2本以下である、複層フィルム;それを延伸してなる位相差フィルム;並びにそれらの製造方法。
(もっと読む)
フィルムキャパシタ用フィルムの製造方法及びフィルムキャパシタ用フィルム
【課題】 スジやシワ及びダイラインの発生が抑制された耐熱性、耐電圧性、摺動性等に優れたフィルムキャパシタ用フィルムを容易かつ確実に製造可能なフィルムキャパシタ用フィルムの製造方法を提供する。
【解決手段】 押出機による溶融樹脂の押し出し開始時に、Tダイス7のリップ部7aからポリエーテルイミド樹脂単体を溶融押し出ししてポリエーテルイミド樹脂単体のフィルムを成形後、前記ポリエーテルイミド樹脂とフッ素樹脂を含む樹脂組成物に切替えて前記Tダイスから継続して当該樹脂組成物のフィルムを押出成形すると、Tダイス7のリップ部7aの流路面にポリエーテルイミド樹脂単体の極薄の皮膜8aによって被覆された状態で、中心部に、この皮膜8aと親和性があるポリエーテルイミド樹脂とフッ素樹脂を含む樹脂組成物層8bが形成される。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置
【課題】複合合成樹脂生成装置に形成される成形品において生じる糸状の筋を防止する複合合成樹脂生成装置を提供する。
【解決手段】外側環状流路11の溶融樹脂Aを連続的に流出し、中間環状流路12の中間環状流出口12b及び内側環状流路14の内側環状流出口14bからの溶融樹脂B,Cの流出を中断し又はその後に、内側環状流出口14bに囲繞されている付加流出口9bを通して溶融樹脂を流出せしめ、内側環状流出口14bからの溶融樹脂Cの流出を開始する前に、付加流出口9bからの溶融樹脂の流出を停止するようにした。
(もっと読む)
ポリスチレン系樹脂板状発泡シートとその製造方法及びディスプレイパネル
【課題】インクジェット印刷によって表面に直接印刷することができ、UVインクだけでなく水性インクも使用できる汎用性に優れたポリスチレン系樹脂板状発泡シートの提供。
【解決手段】ポリスチレン系樹脂を円筒状に押出発泡させ、押出直後の円筒の外表面を冷却したのち、冷却した円筒を押しつぶし、2層に重ね合わせて融着させる融着法によって製造され、表皮層を備えた、全体の密度が0.05〜0.12g/cm3で厚さ3〜10mmの板状又はシート状のポリスチレン系樹脂板状発泡シートであって、該シート表面の算術平均粗さRaが5〜15μmの範囲内であり、表面から深さ250μmまでの範囲に存在する気泡の押出流れ方向の平均気泡径MD、前記押出流れ方向と垂直方向の平均気泡径TD、厚さ方向の平均気泡径VDが、4<MD/VD<10、3<TD/VD<8の関係を満たすことを特徴とするポリスチレン系樹脂板状発泡シート。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】 ダイの吐出ノズル先端部における目やにの堆積を効果的に抑制することが可能な熱可塑性樹脂の押出成形方法を提供する。
【解決手段】 溶融した熱可塑性樹脂組成物が押し出される吐出ノズル12の先端部近傍に気体流出口11から気体を吹き付けながら、吐出ノズルあたり14kg/時以上、40kg/時以下の吐出量で熱可塑性樹脂組成物を押し出すことにより、吐出ノズル先端部近傍の、押し出された熱可塑性樹脂組成物がバラス効果によって膨張している部分で気体の流れを変化させるようにする。
(もっと読む)
流動性材料を塗布する方法
【課題】製造物の部品に溶融流動性材料を塗布する方法を開示する。
【解決手段】本件に開示される方法および装置は、適切な流動性材料の作成,流動性材料が塗布される方法に対する制御,流動性材料の塗布前の製品処理などに関する。さらに、本装置および方法は、自動車,航空宇宙および海洋輸送手段における表面と部品とに流動性材料を塗布するのに特に適する。
(もっと読む)
21 - 40 / 139
[ Back to top ]