
Fターム[4F207KK76]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 押出された材料の熱的処理 (1,176) | 押出された材料の冷却 (1,156) | 冷却面等を有する部材を使用するもの (1,013) | サイジングダイ(←その取付け) (99)
Fターム[4F207KK76]の下位に属するFターム
ダイに密着させる手段を有するもの (16)
他の冷却手段を併用するもの (15)
Fターム[4F207KK76]に分類される特許
1 - 20 / 68
フォーミング金型
【課題】スリット内に付着物が堆積しにくく、成形品の外観不良を抑えることができ、生産性の向上を図ることができるフォーミング金型を提供することを目的とする。
【解決手段】押出機から金型を介して連続的に押し出された筒状の溶融樹脂体を成形するためのフォーミング金型であって、溶融樹脂体の押出し方向に沿って延在すると共に内側に溶融樹脂体が挿通される筒部11が備えられ、筒部11にスリット13が形成され、スリット13が筒部11の外側から内側に向かって漸次拡幅するようにスリット13の縁面が筒部11の内周面に対して傾斜している。
(もっと読む)
成形装置及び成形方法

【課題】押出装置からシート状に押し出した熱可塑性樹脂のドローダウンを抑制することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)に金型(32)の周囲に位置して当該金型に対して移動可能な型枠(33)を接触させ、熱可塑性樹脂(P)が型枠(33)に接触しながら下方に垂下するように型枠(33)を移動する。そして、金型(32)のキャビティ(116)に対向する熱可塑性樹脂(P)をキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する。
(もっと読む)
スチレン系樹脂押出発泡積層体及びその製造方法
【課題】 軽量性、圧縮強度、施工性、リサイクル性に優れたスチレン系樹脂押出発泡積層体を提供する。
【解決手段】スチレン系樹脂を加熱溶融させ、発泡剤を添加し、これを押出発泡してなるスチレン系樹脂発泡層の少なくとも片面に、厚みが0.015〜0.7mmである非発泡層が形成されてなるスチレン系発泡積層体であって、非発泡層の直下1mmにおける発泡倍率を1.5〜4倍に調整し、非発泡層を含む発泡積層体全体の発泡倍率を3〜10倍にすることにより、軽くて、圧縮強度に優れ、釘、木ネジ等による施工性に優れるスチレン系樹脂押出発泡積層体を得ることができる。
(もっと読む)
押出成形用乾燥装置
【課題】パルプ及び澱粉を主成分とし水分を含む成形材料を押出成形して良質な成形品を得ることができる押出成形用乾燥装置を提供すること。
【解決手段】パルプ及び澱粉を主成分とし水分を含む成形材料を、金型1を通過させて押出成形する際に用いる押出成形用乾燥装置であって、前記金型1の成形材料導出口2の近傍に設けられ、前記成形材料導出口2から導出された前記成形材料が通過する流路3を有し、また、この流路3を加熱する加熱部4が設けられ、更に、前記流路3には下流側程拡開する拡開部5が設けられている押出成形用乾燥装置。
(もっと読む)
パイプ用ポリマー組成物
【課題】少なくとも9.0MPaの設計応力を有すると共に、加工性、衝撃強さ、弾性率、急激な亀裂伝播、遅い亀裂成長に対する耐性にも優れたポリマーパイプを提供する。
【解決手段】遅い亀裂成長に対する耐性のあるカーボンブラックを1〜8重量%と、92〜99重量%のバイモーダルエチレンポリマーとからなる、0.15〜0.40g/10分の範囲のMFRおよび955〜965kg/m3の範囲の密度を有する特定のポリエチレン組成物を使用する。
(もっと読む)
樹脂発泡シートの製造方法、樹脂発泡シート、及び、押出設備の改修方法
【課題】樹脂発泡シートの厚みを均一化させ得る樹脂発泡シートの製造方法を提供する。
【解決手段】発泡剤を含んだ樹脂組成物を溶融混練するための押出機と、該押出機の先端部に装着されたサーキュラーダイ100と、該サーキュラーダイ100のダイスリット111から前記樹脂組成物が押し出されてなる筒状の発泡体FBを内面側から冷却するための冷却マンドレル200とが備えられ、該冷却マンドレル200によって冷却される前の発泡体FBに外側から風を吹き付けて該発泡体FBを外側から冷却する冷却機構がさらに備えられている樹脂発泡シートの製造方法であって、前記押出設備には、前記押出機側から前記冷却マンドレル200側への空気の流れを規制する規制部材がさらに備えられており、該規制部材によって前記押出機側の空気が前記風に誘引されることを抑制させつつ樹脂発泡シートを製造することを特徴とする樹脂発泡シートの製造方法。
(もっと読む)
押出成形品の製造方法
【課題】充填材が高充填された熱可塑性樹脂組成物を用いて成形体を成形するに当たり、小型の押出金型を設置した押出機の最大トルクの小さい押出機を用いても、表面平滑性に優れた押出成形品を高速で得る押出成形品の製造方法を提供する。
【解決手段】充填材高充填熱可塑性樹脂組成物を、押出金型平行部の長さが、対象成形体の最大クリアランスの20倍以下であり、同圧縮部の樹脂流路の絞り角が、押出機の押出方向に対して、15度未満の小型押出金型を用いて、押出機の最大トルクの小さい小型押出機から押出した後、多段冷却器を通して引き取りを行なうことで、表面平滑性に優れた押出成形品を高速で得る押出成形品の製造方法。
(もっと読む)
サイジング装置
【課題】サイジングダイ、水槽を短時間に交替できるサイジング装置とする。
【解決手段】装置本体3にテーブルを第1の位置と第2の位置とに押出ラインaと直交した横方向に移動自在に取り付け、このテーブルに2つのサイジングユニット6,6を前記横方向に隣り合って着脱自在に取り付け、前記テーブルが第1の位置のときには一方のサイジングユニット6が押出ラインaと合致し、かつ他方のサイジングユニット6が押出ラインaと外れ、前記テーブルが第2の位置のときには他方のサイジングユニット6が押出ラインaと合致し、かつ一方のサイジングユニット6が押出ラインaと外れるように構成したサイジング装置で、前記テーブルが第1の位置で押出作業しているときに他方のサイジングユニット6を交替用サイジングユニットとし、押出作業終了して休止しているときにテーブルを第2の位置に移動することでサイジングユニット6を交替でき、サイジングダイ6b、水槽6cを短時間に交替できる。
(もっと読む)
マンドレル、樹脂発泡シート製造装置及び樹脂発泡シートの製造方法、樹脂発泡シート
【課題】マンドレルを用いて樹脂発泡シートを形成するに際し、樹脂発泡シートに傷が発生するのを抑制すると共に、樹脂発泡シートに生じる応力ひずみを抑制するマンドレルを提供する。
【解決手段】樹脂発泡シートを作製するのに際してサーキュラーダイの押し出し方向前方に配置されるマンドレルであって、サーキュラーダイ側に配される端部には、前記筒状体が拡径される拡径領域が形成されており、該拡径領域には複数の微小突起Cによって凹凸構造が形成され、前記微小突起Cは、突出方向先端部に平面部C2及び/又は半径0.2mm以上の曲面部C1を備えると共に、隣接する微小突起C同士の突出方向先端間の距離LDが0.2〜2.0mmとなるように形成されている。
(もっと読む)
ウィンドウおよびドアシステムのための一体化された絶縁押出物と押出技術
一体化された絶縁体を有する押出プラスチックプロファイル材、そのような生成物を押出す方法、およびそのようなプラスチック押出物で作られた窓およびドア。プラスチック押出物は、実質的にIR透過性のアクリルキャップと顔料を含む、低熱蓄積性のキャップストックシステムを含む。一体化された絶縁体を有する押出プラスチックプロファイル材は公知のプラスチック押出技術を使用してリサイクル可能であり、公知の窓およびドア製造において十分に使用することができる。  (もっと読む)
(もっと読む)
複合樹脂パネル及びその製造方法
【課題】十分な遮光機能又は視界制御機能を発揮させ得るとともに表面模様の意匠性を高めることができる生産性に優れた複合樹脂パネルを提供する。
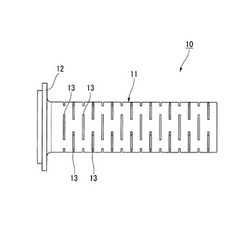
【解決手段】本複合樹脂パネル10は、着色透明又は無色透明の第1樹脂からなる基板11と、前記基板に設けられ、不透明又は着色透明の第2樹脂からなる帯板12と、を備え、前記帯板の端縁は前記基板の表面に露出している。前記基板には、該基板の平面に傾斜して互いに平行に複数の前記帯板が設けられていることが好ましい。
(もっと読む)
押出成形用高熱伝導性熱可塑性樹脂組成物
【課題】 熱伝導性に優れ、かつ押出成形時の成形品にフィラー浮きなどの外観不良が無く良外観を示す、押出成形用樹脂材料を提供すること。
【解決手段】 メソゲン基とスペーサーからなる単位の繰り返しよりなり、樹脂単体での熱伝導率が0.45W/(m・K)以上である特定構造の高熱伝導性熱可塑性樹脂を少なくとも含有する、押出成形用高熱伝導性熱可塑性樹脂組成物。
(もっと読む)
プラスチック製照明カバーの製造方法
【課題】 簡素な工程で、強度が高く、かつ、光源からの光を確実に拡散することができるプラスチック製照明カバーの製造方法を提供すること。
【解決手段】 熱可塑性樹脂材料を押出成形機によって略平板状に押し出して、略直線状の断面形状の本体部11およびこの本体部11の幅方向の両端部にはそれぞれ掛止凸部12・12を有するカバー部材1の基板Aを作製する一方、帯熱軟化状態の当該基板Aの本体部11の片面または両面に対して、凹凸パターンを型押し加工して、本体部11の表面に凹凸溝13を形成すると共に、当該基板Aが帯熱軟化状態にあるうちに、この基板Aを、略直線状の断面形状である賦形金型2の入口ダイ21に挿入していき、この賦形金型2のキャビティ内において、両壁面に挟まれる領域が直線状から逓次的に弯曲形状に変化していく壁面形状に沿って、挿入された本体部11を弯曲賦形せしめて、弯曲状の出口ダイ22から押し出す。
(もっと読む)
熱伝導性棒状樹脂成形体
【課題】熱伝導率が高く、熱伝導率の異方性が小さい、切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
【解決手段】熱可塑性樹脂100重量部と、黒鉛結晶の六角網面の厚み方向に由来する結晶子サイズ(Lc)が20nm以上の黒鉛化炭素材料を25〜230重量部とを少なくとも含む熱伝導樹脂組成物を固化押出成形することにより切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
(もっと読む)
断熱パネル複合材
キャビティを設けた押出し熱可塑性ポリマー発泡体を準備し、真空断熱パネルの全体がキャビティ内に入るように配置することにより、物品を調製する。 (もっと読む)
押出発泡成形用の成形材料及びその製造方法,並びに前記成形材料を使用して製造した木質発泡成形体,前記木質発泡成形体の製造方法並びに製造装置
【課題】高品質な木質発泡成形体を得ることのできる押出発泡成形用の成形材料を得ることにより,欠陥のない高品質な木質発泡成形体を効率的に生産する。
【解決手段】木粉と熱可塑性樹脂を主成分とし,分子量が300〜1000g/molのアルカンを1〜5wt%含む構成材料を,各構成成分が均一に分散された状態となるまで溶融混練した後に所定の粒径に造粒したペレットとして形成された成形材料を得る。次いで,この成形材料を発泡剤と共に押出成形装置によって所定の形状に押出成形して木質発泡成形体を得る。押出成形に際し,押出機12より押し出された成形生地25aを加圧された状態を維持しながら成形ダイ30の成形室31内に導入し,該成形ダイ30の成形室31に対する導入時に前記成形生地25aの圧力を開放して成形生地25aの発泡を生じさせることが好ましい。
(もっと読む)
グラスランおよびその製造方法
【課題】断面略チャンネル状のベース部の材料として比較的安価な熱可塑性樹脂を用いてコストダウンを図りつつ、ドアサッシュ部への組付作業性を改善したグラスランを提供する。
【解決手段】断面略チャンネル状のベース部4をポリプロピレンの発泡体によって形成する一方、そのベース部4から突設されたシールリップ5をオレフィン系熱可塑性エラストマーによって形成する。このように、ベース部4の材料として比較的安価なポリプロピレンを採用しつつも、そのポリプロピレンを発泡体とすることで湾曲容易性を具備させてドアサッシュ部への組付作業性を向上させる。
(もっと読む)
異形押出し成形加工用ポリエステル系樹脂組成物およびその成形品
【課題】 ポリエステル樹脂系の耐熱性向上、耐衝撃性向上、さらには見かけの溶融粘度向上効果を期待し、かつ異形押出し成形性を向上させる異形押出し成形加工用ポリエステル系樹脂組成物および成形品を提供する
【解決手段】 ポリカーボネート樹脂(I)、 ポリエステル樹脂(II)、 (X)20〜99重量%のビニル芳香族モノマー、(Y)1.0〜80重量%のヒドロキシアルキル(メタ)アクリレート、および(Z)0〜40重量%のアルキル(メタ)アクリレートからなる共重合体であり、ヒドロキシル基を1分子あたり2個以上含有する反応性化合物(III)、 を含むことを特徴とする異形押出し成形加工用ポリエステル系樹脂組成物および成形品。
(もっと読む)
シームレスベルトの製造方法
【課題】体積抵抗が均一で、且つ、表面の平滑な電子写真用の円筒状エンドレスベルトの製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトンと導電性無機フィラーとを含有する熱可塑性樹脂組成物から押出成形により中空円筒状チューブを取得し、該チューブの表面温度が該熱可塑性樹脂組成物の融点(Tm)−55℃以上の状態で引落率2.5以上50以下となるように該チューブを引き取って薄膜化し、該薄膜化チューブの表面温度がTm−55℃以上の状態で所定時間内にガラス転移温度(Tg)以下に冷却して薄膜化チューブを固化し、該固化させた薄膜化チューブを内型と外型とで挟圧した状態で所定の昇温速度でTgを超えTm未満の結晶化開始温度以下の温度に加熱することを特徴とする。
(もっと読む)
断熱材の製造方法及び製造装置
【課題】植物性材料を主原料とし、これを水蒸気圧で発泡させて製造する発泡成形体において、建築用断熱材として利用可能な成形体の製造を可能にする。
【解決手段】紙・澱粉・ポリオレフィン系樹脂の混合物を主原料とし、これを押出機の押出口に取り付けた多数の開孔を有するダイ装置から押し出すと同時に発泡させて多数のストランドを形成し、このストランド群をサイジング装置を通過させて、水蒸気の放散を妨げない程度の空隙を保つように一体化させて発泡成形体と成した後、第1圧縮装置によりサイジング装置の開口部を基準としてその70〜90%となるように圧縮し、さらに第2圧縮装置により基準値の45〜65%となるように圧縮する。これにより、厚みが大きく且つ低熱伝導率の発泡成形体が得られる。
(もっと読む)
1 - 20 / 68
[ Back to top ]