
Fターム[4F207KW26]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 機械的処理 (326) | 変形、形状調整 (148)
Fターム[4F207KW26]に分類される特許
101 - 120 / 148
自動車用ウェザーストリップの製造方法
【課題】 自動車等のドアー、トランク及びウィンド等の車体開口部を開閉するパネルに装着する一部を変形する変形ウェザーストリップの製造方法である。
【解決手段】 走行する合成樹脂芯材7は、第2金型ダイスの内部で第2押出し成形機によって合成樹脂芯材の内外周囲に被覆層8,9を成形すると共に、一体に中空シール部4を成形し、その後、第2水槽に設けた押圧金具12の押圧成形によって所定区間が縦長中空シール部を形成することを特徴としている。
(もっと読む)
制御された反りを有する熱可塑性樹脂シートの製造方法
【課題】制御された反りを有する熱可塑性樹脂シートを効率よく簡便に製造する方法を提供すること。
【解決手段】本発明の製造方法は、熱可塑性樹脂シートを押出成形するにあたり、押し出されたシートの温度が該シートを構成する熱可塑性樹脂のガラス転移温度(Tg)付近となる位置で、該シートに機械的に制御された反りを与えることを特徴とする。本発明の製造方法において、好ましくは、前記シートが前記位置で上下1組の反り制御ロール間を通過するようにし、該反り制御ロールの形状を選択することにより、および/または、該反り制御ロールを平坦なシートが得られる高さから上側または下側に配置することにより、前記シートに機械的に制御された反りを与える。
(もっと読む)
優れた衝撃強度及び剥離特性を有するキャリアテープ
ポリプロピレン、ポリスチレン及びスチレン−ブタジエンコポリマーを含む高分子材料を用いることにより製造されたキャリアテープを開示する。キャリアテープは優れた衝撃強度、優れた寸法安定性及び低表面エネルギーを有し、従って輸送される機材を容易に脱離することが可能になる。 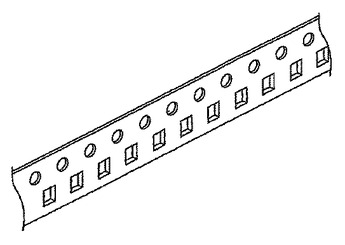 (もっと読む)
(もっと読む)
キャスター用タイヤ部の製造方法及びそのタイヤ部

【課題】 安価でコスト削減が容易にできる簡易な製法と床、絨毯など傷つけること無く自由方向に良く動き、耐摩耗性及びクッション性の良い、掃除器などのキャスター用の二層構造のタイヤ部を得ること。
【解決手段】 熱可塑性エラストマーで外層を薄肉の硬質層と内層を厚肉の弾力層として二層構造を一体的に筒のローラー状に押し出し成型する行程と、キャスター用のタイヤ部に対応したコーナーアール状の窪みを所定間隔で所要数できるように該筒のローラー状本体の窪みに対応した金型により加熱変形させる行程と、該加熱変形させた筒のローラー状本体の窪み部分より輪切り切断して個々を切り離しして製造する方法とその製造方法による、硬質層と弾力層の二層構造のタイヤ部としている。
(もっと読む)
コード入りゴムテープの製造装置及びその製造方法
【課題】コード間隔およびテープ幅を安価かつ正確に変換することができるコード入りゴムテープの製造装置および製造方法を提供する。
【解決手段】配列形成された複数のダイス孔8からそれぞれゴム被覆コード5を送り出すゴム被覆ヘッド3と、ゴム被覆ヘッド3からゴム被覆コード5を配列した状態でゴム被覆コード群10として引き出す引取ローラ6とを備えたコード入りゴムテープの製造装置であって、ゴム被覆ヘッド3と引取ローラ6との間に、ゴム被覆コード群10を挟んでねじる傾斜ローラ7を設置し、傾斜ローラ7は、該ローラ回転軸13がゴム被覆コード群10の引出方向Cに対して直交するように設置し、傾斜ローラ7を、ゴム被覆コード5の配列方向Dに対して傾斜可能とする。
(もっと読む)
熱収縮性ポリエステル系フィルム
【課題】収縮仕上がり性、ボトルとの密着性、ミシン目開封性の全てが優れるラベルに適した熱収縮性ポリエステル系フィルムを提供する。
【解決手段】トリメチレンテレフタレートユニットを主として含むポリエステル樹脂成分Aと、エチレンテレフタレートユニットとネオペンチルテレフタレートユニットとを主として含むポリエステル樹脂成分Bとを、それぞれ別々の押出機A1およびB1に投入して溶融し、溶融状態のまま樹脂成分Aおよび樹脂成分Bをスタティックミキサに投入した後に、T−ダイから押出し、冷却して形成した未延伸シートを少なくとも一軸に延伸することにより得られる熱収縮性ポリエステル系フィルム。
(もっと読む)
発泡ローラの製造方法
【課題】 低硬度で、高耐久性の発泡ローラを簡単に得ることができる発泡ローラの製造方法を提供する。
【解決手段】 芯金1とその周囲の円筒状の発泡体2で構成される発泡ローラ3の製造方法において、発泡体2は、未加硫未発泡原材料組成物5と未反応物質4を混合し、混練、成形、発泡加硫、研削工程を経て作成され、発泡体2のセル径<未反応物質4の外径である。
(もっと読む)
ウェザーストリップの製造方法
【目的】 自動車のドアー、トランクパネル等の車体の開口周縁のフランジのコーナー部の所定の区間の中空シール部に対して変形中空シール部を形成する製造方法に関するものである。
【構成】 第1押出し成形機より第1金型ダイスによって成形された合成樹脂芯材の外周全体に被覆層と、中空シール部を形成し、その後、第2金型ダイスを通過後の軟化状態の時に変形治具の左右の作動によりコーナー部の所定区間の位置で、該中空シール部を変形治具によって、変形中空シール部を成形した後に冷却して成形することを特徴としている。
(もっと読む)
トリム等の押出し成形品の成形方法
【課題】自動車のドアー、トランク等の車体開口部のフランジ等に保持する合成樹脂芯材を有する押出し成形品であって、フランジを挟持する可変保持片を変形できるようにした押出し成形方法を提供する。
【解決手段】押出し成形品は、第1押出し成形機16より第1金型ダイス17によってU字条に押出しされた合成樹脂芯材2は、走行しながら、第1冷却水槽18及び押し出しローラー19を通り、該合成樹脂芯材2の外周に切込部を設ける切除機15を進行した後に、第2押出し成形機20と第2金型ダイス21により内外周に被覆層を設ける。内周被覆層には、相対応する第1固定保持片と、可変保持片とを成形し、その後、第2金型ダイス21の通過後の軟化状態の時に可変治具13の作動により、冷却しながら該可変保持片を上方に押圧して隙間を大きくするように変形保持片を形成する。
(もっと読む)
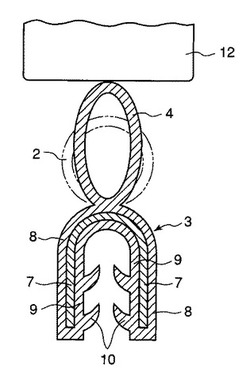
ウェザーストリップの製造方法
【課題】熱可塑性樹脂が配合されてなるゴム配合物により形成された有芯ゴム部を変形させる工程を備える場合であっても、経時に伴う長さ収縮を抑制することができるウェザーストリップの製造方法を提供すること。
【解決手段】押出機内での加熱で融解可能な熱可塑性樹脂をベースゴムに配合してなるゴム配合物により形成され、芯材4が埋設された取付基部2を有するゴム押出品10を押出成形し、そのゴム押出品10を加熱処理して加硫し、ゴム押出品10の温度を40℃以上に保持した状態で、取付基部2に外力を加えて変形させる。
(もっと読む)
トリム等の押出し成形品の製造方法
【目的】 自動車のドアー、トランク等の車体開口部のフランジ等を保持する芯材を有するトリム、ウエザーストリップ等の所定区間に可変化粧リップを形成する押出し成形品の製造法に関するものである。
【構成】 第1押出し成形機及び第1金型ダイスによって成形された合成樹脂芯材の外周に化粧リップを設けた被覆層を形成し、その後、第2金型ダイスを通過後の軟化状態の時に可変治具の左右の作動により所定のコーナー部の位置で、該化粧リップを側面に押圧折曲して狭い隙間部の可変化粧リップを形成した後に冷却成形することを特徴としている。
(もっと読む)
異形鋼棒の防錆加工方法
【課題】
異形鋼棒に付着強度を損なうことなく防錆被覆を施すことができる異形鋼棒の防錆加工方法の提供。
【解決手段】
異形鋼棒1の外周表面を被覆処理する異形鋼棒の防錆加工方法において、異形鋼棒1を被覆用合成樹脂成形機に通し、異形鋼棒の外周表面に熱可塑性樹脂による被覆を施した後、被覆された異形鋼棒1を送り出しつつ、被覆された異形鋼棒の外周側に配置された整形部材12により被覆異形鋼棒の外形を整形する。
(もっと読む)
合成樹脂芯材の押出し成形品の成型方法
【目的】 自動車のドアー、トランク、ウインド等の車体の開口部に挟持保持するために使用する芯体を増設した押出し成形品に関するものである。
【構成】 第1押出し成形機と第1金型ダイスによって断面略U字条に押出し成形された合成樹脂芯材は、冷却後に打ち抜き機によって側辺に各種の切込部が形成される。その後、合成樹脂芯材の周囲に第2押出し成形機によって被覆体を熱融着した後に、該被覆体の内側に固定突起片と相対する広い隙間部を設けて変形保持片を形成する。その後、第2金型ダイスの内部を走行後に該変形保持片が軟化状態の時に治具によって該変形保持片を該固定突起片に向って折曲して狭い隙間部を形成するように下向または上向に折曲した後、冷却成形するものである。また、該治具の装設設置を適宜変更することを特徴としている。
(もっと読む)
セルロースアシレートフィルム及び延伸セルロースアシレートフィルム、並びにその製造方法及び装置
【課題】セルロースアシレートフィルムを延伸する場合に、延伸倍率を大きくしても破断しにくく、且つ所望のレターデーション(Re)に制御し易いセルロースアシレートフィルムを溶融製膜法で製造できる。
【解決手段】押出機11で溶融した溶融樹脂を、ダイ12から回転する冷却ドラム14上にシート状に吐出して冷却固化してセルロースアシレートフィルムの製膜をする。この製膜において、セルロースアシレートフィルム16の長手方向を遅相軸としたときのレターデーション(Re)をRe測定手段15で測定し、測定したレターデーションが−10〜80nmの範囲になるように、ダイ12出口における溶融樹脂の温度を制御する。
(もっと読む)
少なくとも1つのエチレン−ビニルアルコール−共重合体(EVOH)から成るフィルム層を備え同時押出成形された多層保護フィルム、その製造方法及びその使用方法
同時押出成形される多層初期フィルムの同時延伸により145℃以下の温度で製造され、エチレン−ビニルアルコール共重合体のエチレン濃度40モル%以下であり、エチレン−ビニルアルコール共重合体層の厚さが少なくとも5μm以下、特に2μm以下であり、23℃で相対湿度75%での酸素透過性(OTR;ASTM-3985)値が10cm3/m2dbar、好ましくは5cm3/m2dbarより良好に保持され、エチレン−ビニルアルコール共重合体(EVOH)をベースとする同時押出成形された少なくとも1つの機能層又は保護層を備える二軸方向性のポリプロピレンフィルム(PPフィルム)の形態の二軸方向性ポリオレフィンフィルムをベースとする多層フィルムの形態を有する包装用、特に食料品及び嗜好品包装用の保護フィルム。 (もっと読む)
中空湾曲押出品の製造方法、およびその成形装置
【課題】 エクストルダーの揺動ダイから押し出される中空管状の成形物に簡易かつ正確に必要な湾曲形状を付与でき、しかも押し出された中空湾曲成形物が引取りの際に不用意に変形しない画期的な中空湾曲押出品の製造方法と成形装置を提供する。
【解決手段】 エクストルダーにおける揺動ダイの押出口から成形材料を中空部を有する管状成形物として連続的に押し出すに際し、この管状成形物の管内壁を形成すべきマンドレルの押出側先端に位置する円弧側面に沿って前記揺動ダイの押出口を任意の角度方向へ横振りさせることにより当該管状成形物の押出方向を変向せしめ、こうして押し出されてくる管状成形物を前記横振り変向された揺動ダイの押出方向へ引き取り湾曲させる。
(もっと読む)
多孔質ポリエチレンフィルムの製造方法
【課題】透明性と透湿性の両性質を兼ね備え、外観不良を生じない多結晶ポリエチレンフィルムの製造方法を提供する。
【解決手段】ポリエチレン系樹脂30〜50質量%、無機充填剤70〜50質量%を含有する組成物をインフレーション法により製膜し、得られた未延伸フィルムを、フィルムの流れ方向に延伸する多孔質ポリエチレンフィルムの製造方法であって、未延伸フィルムを製膜する際に、フロストラインの高さHをダイス径Lの0.5倍〜4倍とし、かつ、得られた未延伸フィルムを、フィルムの流れ方向に1.1〜1.6倍の延伸倍率で延伸することを特徴とする多孔質ポリエチレンフィルムの製造方法である。
(もっと読む)
セルロースエステルフィルム、セルロースエステルフィルムの製造方法、偏光板及び液晶表示装置
【課題】 本発明の目的は、優れた環境適性を有し、更に平面性、カール性、寸法安定性、鹸化処理適性の高い溶融製膜されたセルロースエステルフィルム、セルロースエステルフィルムの製造方法、該セルロースエステルフィルムを用いた偏光板及び液晶表示装置を提供することにある。
【解決手段】 少なくとも1層の基層とそれを挟む2層の表層とを有し、かつすべての層がセルロースエステルを含有する溶融製膜されたセルロースエステルフィルムであって、該表層を構成するセルロースエステルを用いて製膜したフィルムの純水との接触角θ1が、該基層を構成するセルロースエステルを用いて製膜したフィルムの純水との接触角θ2より小さいことを特徴とするセルロースエステルフィルム。
(もっと読む)
エスカレータの移動手すりおよびその製造方法
エスカレータ(20)は移動手すりアッセンブリ(30)を含み、これは同時に押し出し成形される複数のポリマ材料(34,36)を有する移動手すり(32)を含む。1つの実施例では、最外部(34)が乗客側の掴み面(38)を形成する。1つの実施例は、移動手すり断面の中央付近に、押し出された軟質で安価なポリマを含有させることにより、コストを削減し重量を低減させる。開示された実施例はポリマ材料(34,36)の選択された一方の材料から成る内側部分に歯付き駆動面(40)を含む。1つの実施例では、駆動面(40)および掴み面(38)は同一のポリマ材料を含む。 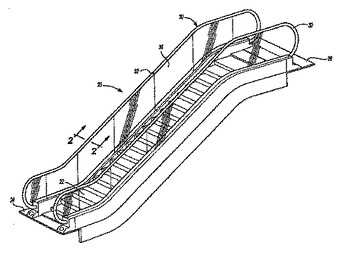 (もっと読む)
(もっと読む)
高圧ストランド用ダイ
【課題】発泡体成形物品の製造において、高い押出機背圧にも耐えることができる一体型樹脂押出末端プレートを提供する
【解決手段】末端プレートが第一のポリマーメルト受入れ用の主表面及び、第一の主表面から間隔をあけた位置でそれにほぼ平行である第二のポリマーメルト排出用の主表面をもち、第一及び第二の主表面が、アーチ状に湾曲した部分を取り囲む周囲のフランジ部分内に位置しており、アーチ状に湾曲した部分のそれぞれの主表面が末端プレートから間隔をあけた位置の半径中心から引かれた曲率半径をもち、アーチ状に湾曲したポリマーメルトの複数の開口部をもち、そのそれぞれが第一及び第二の主表面の両方と流体連通している一体型樹脂押出用末端プレート。
(もっと読む)
101 - 120 / 148
[ Back to top ]