
Fターム[4F207KW26]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 機械的処理 (326) | 変形、形状調整 (148)
Fターム[4F207KW26]に分類される特許
21 - 40 / 148
光学フィルムの製造方法
【課題】本発明は、アクリル樹脂を含有する光学フィルムの矯正時および剥離時の平面性不良を防止し、横段故障、位相差ムラ、縦スジ故障のない光学フィルムを得ることのできる製造方法を提供することを目的とする。
【解決手段】アクリル樹脂と、それ以外の少なくとも1種の樹脂、および少なくも1本の炭素数5〜20の炭素鎖と連結基とを有し分子量が150〜1000である化合物とを含有する樹脂混合物を、溶融押出の後、弾性タッチロールと冷却ロールとで挟圧する工程を有する光学フィルムの製造方法であって、前記冷却ロールの表面温度Tr1が、
Tg<Tr1≦Tg+40℃
を満たすことを特徴とする光学フィルムの製造方法。
(もっと読む)
光学補償フィルムとその製造方法
【課題】液晶表示装置に備え長時間使用した場合でも、屈折率楕円体の光学軸の傾斜角度、面内のリターデーション値等の光学特性の変化が殆どなく、表示ムラが発生しにくい光学補償フィルムを提供する。また、その製造方法を提供する。
【解決手段】傾斜配向処理を施された光学補償フィルムの製造方法であって、(1)溶融押出し製膜法により製造されたウェブに剪断力をかける圧延処理ゾーンを搬送する工程において、二つのローラを一対としたニップローラを用いてウェブに圧延処理を施す際の当該ニップローラの周速比を特定範囲内とし、かつ、(2)前記工程を経て製膜された原反フィルムを搬送方向に温度勾配を持たせたゾーンを搬送する工程において、当該温度勾配を特定範囲内とすること、により傾斜配向処理を施すことを特徴とする光学補償フィルムの製造方法。
(もっと読む)
複合押出成形品及びその製造方法
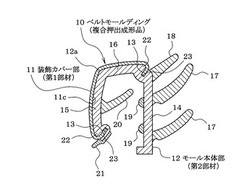
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の長手方向の一方の端末を所定の長さだけ切断してモール本体部12の長さを装飾カバー部11の長さよりも短くすることで、装飾カバー部11の端末にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
生地押出装置

【課題】生地押出装置から押し出される生地の搬送過多もしくは搬送過少を未然に防止し、均一な径や長さの棒状成形物、均一な大きさの球状成形物等を得るようにする。
【解決手段】駆動モータ5の回転駆動によりスクリューコンベア6a,6bが回転することで生地Pを混練しながら押出供給するようにした生地押出装置2を形成する。該生地押出装置2には、生地Pの押出速度を検出し、それによって所定の押出速度になるように駆動モータ5の回転数を制御する押出速度制御機構3を備える。押出速度制御機構3は、検出された生地Pの押出速度を信号化してから駆動モータ5にフィードバックして当該駆動モータ5の回転数を制御可能にする。押出速度制御機構3は、押し出た生地Pが載って摩擦回転する搬送ローラ10a,10bに取り付けたエンコーダ11と、パルストランスデューサ12と、駆動モータ5に接続したインバータ13とによって構成する。
(もっと読む)
グラスランおよびその製造方法
【課題】断面略チャンネル状のベース部の材料として比較的安価な熱可塑性樹脂を用いてコストダウンを図りつつ、ドアサッシュ部への組付作業性を改善したグラスランを提供する。
【解決手段】断面略チャンネル状のベース部4をポリプロピレンの発泡体によって形成する一方、そのベース部4から突設されたシールリップ5をオレフィン系熱可塑性エラストマーによって形成する。このように、ベース部4の材料として比較的安価なポリプロピレンを採用しつつも、そのポリプロピレンを発泡体とすることで湾曲容易性を具備させてドアサッシュ部への組付作業性を向上させる。
(もっと読む)
燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、およびその製造のための方法
この発明は、燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、特に燻煙および/または空気乾燥されたソーセージもしくは肉製品用のソーセージケーシングであって、このポリマーベースの食品フィルムは、(共)押出フィルムブロー成形工場で、ブローヘッドのノズルに供給されトリプルバブルプロセスで二軸延伸で(共)押出されたプラスチックにより、均質の溶融プラスチック材料から製造され、均質の溶融プラスチック材料は、PETまたはさまざまなPETの混合物と、PVOHおよび/またはPEBAとでできたプラスチック混合物から作られる。この方法はさらに、食品フィルムの製造のための方法に関する。 (もっと読む)
断熱材の製造方法及び製造装置
【課題】植物性材料を主原料とし、これを水蒸気圧で発泡させて製造する発泡成形体において、建築用断熱材として利用可能な成形体の製造を可能にする。
【解決手段】紙・澱粉・ポリオレフィン系樹脂の混合物を主原料とし、これを押出機の押出口に取り付けた多数の開孔を有するダイ装置から押し出すと同時に発泡させて多数のストランドを形成し、このストランド群をサイジング装置を通過させて、水蒸気の放散を妨げない程度の空隙を保つように一体化させて発泡成形体と成した後、第1圧縮装置によりサイジング装置の開口部を基準としてその70〜90%となるように圧縮し、さらに第2圧縮装置により基準値の45〜65%となるように圧縮する。これにより、厚みが大きく且つ低熱伝導率の発泡成形体が得られる。
(もっと読む)
フィルム、フィルムの製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、傾斜軸と直交方向に伸張する筋が少ないフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂を含み、傾斜構造を有し、傾斜軸と直交方向に伸張する筋が3本/3cm以下であることを特徴とするフィルム。
(もっと読む)
グラスランおよびその製造方法
【課題】二次的不具合をもたらすことなしに軽量化を可能としたグラスランを提供する。
【解決手段】断面チャンネル状の基部4のほか、アウタリップ5,インナリップ6およびカバーリップ7を備えていて、基部4に中空状の芯材8を埋設して、その芯材8を表皮材9で被覆してある。芯材8は、長手方向に直交する断面においては相互に独立している複数の空隙部10をその断面における芯材8の周長方向に隔壁11を隔てて並設してなる中空部を有している。芯材8はポリプロピレン等のオレフィン系熱可塑性樹脂で形成され、アウタリップ5やインナリップ6を含む表皮材9はオレフィン系熱可塑性エラストマー(TPO)で形成されている。
(もっと読む)
ローラの製造方法及びローラ
【課題】少ない研磨量でも高い外径精度及び振れ精度を有する弾性層を形成することのできるローラの製造方法、並びに、高い外径精度及び振れ精度を有する弾性層を備えたローラを提供すること。
【解決手段】ストレートヘッドダイを備えた押出機を用いて、軸体胴部とその両端部に形成されたジャーナル部6、7とを有する軸体2の外周にゴム組成物を押出成形して弾性層を形成するローラの製造方法であって、軸体2を一列に配置したときに隣接するジャーナル部6、7間を支持すると共にジャーナル部6、7間で形成される凹部空間を閉塞するコマ部材9を介装して、複数の軸体2を一列に連接し、連接された複数の軸体2を前記押出機のヘッド内に移送して、軸体2の外周に前記ゴム組成物を押出成形することを特徴とするローラの製造方法、並びに、このローラの製造方法によって製造されたローラ。
(もっと読む)
ジッパ付き包装袋の製造方法
【課題】閉口操作時における嵌合状態の感知を可能にする上でその製造工程の増加を抑えてジッパの形状やサイズに関わる自由度を拡張させたジッパ付き包装袋の製造方法を提供する。
【解決手段】互いに嵌合可能な一対の凸部である雌型嵌合部及び雄型嵌合部を有するジッパが包装袋の開口部に設けられたジッパ付き包装袋の製造方法であって、雄型テープ体を構成する基体及び嵌合片を押し出し成形する際に、雄型連結部24bの頭頂部から基体に相当する部分の表面に向かう切断面CSを同雄型連結部24bに形成して雄型成形体24を延伸することにより雄型連結部24bが延伸方向において断続的となる間隙である非嵌合空間14Sに形成した。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板及び表示装置
【課題】支持体より流延膜であるフィルムを剥離した後、フィルム幅方向に収縮することを抑制し、フィルム表面の傷やシワ状の膜厚ムラを無くし、ヘイズ値やクロスニコル透過率を低減した、光学特性の良好な光学フィルムの製造方法及び該製造方法を用いて製造した光学フィルム、該光学フィルムを用いた偏光板、表示装置を提供することを目的としている。
【解決手段】支持体上に流延膜を形成する工程から、該支持体から流延膜を剥離する工程までの間に、流延膜の幅方向両端部に凹形状もしくは凸形状、あるいはその両方の形状の変形をつける工程を有することを特徴とする光学フィルムの製造方法。
(もっと読む)
熱可塑性樹脂シートの製造装置、製造方法及びそれにより得られた熱可塑性樹脂シート
【課題】残留位相差が小さく優れた光学特性を有し、しかも表面平滑性が高く、液晶表示素子などに用いられる光学シートとして好適な熱可塑性樹脂シート、その製造装置およびその製造方法を提供する。
【解決手段】製造装置1にベルト15及び第三の冷却ロール13間に加わる線圧を制御するニップ圧力制御手段と、第三の冷却ロール13の周面131の温度を制御するロール温度制御手段と、ベルト15の温度を制御するベルト温度制御手段と、を設けた。そのため、ロール温度制御手段が周面131の温度を制御しつつ、ベルト温度制御手段がベルト15の温度を制御し、さらに、ニップ圧力制御手段がベルト15および第三の冷却ロール13間の線圧も制御するので、残留位相差および表面粗さが小さく、表面平滑性が高いシートが安定的に得られる。
(もっと読む)
ゴム部材の製造装置及び製造方法
【課題】押出成型して搬送するゴム部材の形状を調整可能にし、製造するゴム部材の形状精度を向上させる。
【解決手段】押出機10により押出成型したゴム部材Bを、第1及び第2のコンベヤ20、30により順次搬送しつつ、第2のコンベヤ30上で、ゴム部材Bの形状を形状測定手段60により測定して制御装置40に出力する。制御装置40により、ゴム部材Bの測定形状と目標形状とを比較し、その差に応じて、第1のコンベヤ20の回転駆動軸21に設けられた拡縮径機構を作動させ、回転駆動軸21を拡径又は縮径させる。これにより、コンベヤ20、30間の相対搬送速度比を変更し、その間のゴム部材Bに圧縮力又は引張力を作用させて変形させ、ゴム部材Bの形状を制御して調整する。
(もっと読む)
位相差フィルムの製造方法
【課題】厚み、Re、Rthが幅方向で均一な長尺の位相差フィルムを製造する。
【解決手段】テンタ部12は、搬送方向Z1の上流側から順に、予熱エリア36、延伸エリア37、緩和エリア38、冷却エリア39とされている。予熱エリア36では、フィルム20の耳部20aから幅方向Z2の中央に向かうに従い温度が高くなるように、フィルム20を加熱する。これにより、延伸エリア37におけるフィルム20の幅方向Z2での応力が幅方向で一定になる。耳部20aと中央との温度差は2℃以上20℃以下の範囲とする。延伸エリア37では、予熱エリア36で得られた幅方向Z2における温度分布を保持しながらフィルム20を拡幅する。
(もっと読む)
偏肉樹脂シートの製造方法
【課題】反りの発生を低減した偏肉樹脂シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をシート状に押し出す押出工程100と、押し出した溶融樹脂シート14aを型ローラ16とニップローラ18で挟み、型ローラ16表面の加工形状を溶融樹脂シート14aに転写し、冷却固化するシート成形工程112と、引取ローラ24で樹脂シート14を引き取って搬送する搬送工程115と、を有し、搬送工程115では、樹脂シート14の最厚部の表面温度がTg以下になる前に、樹脂シート14の剥離ローラ20に接していた側から加熱装置22cで加熱して、樹脂シート14における幅方向の厚み分布の最薄部の表面温度を最厚部の表面温度より高くし、樹脂シート14が切断されるまで幅方向の表面温度分布が30℃以内になるように徐冷することを特徴とする偏肉樹脂シートの製造方法である。
(もっと読む)
熱可塑性樹脂組成物、その製造方法、熱可塑性樹脂フィルム、その製造方法、偏光板および液晶表示装置
【課題】フィルムの接触角偏差が小さく、偏光板に使用した際に貼り合せ不良の発生し難い熱可塑性フィルムおよびその製造方法を提供する。該フィルムの製造方法の原料として用いることに適した、熱可塑性樹脂組成物およびその製造方法を提供する。さらに、該フィルムを用いた偏光板および液晶表示装置を提供する。
【解決手段】ニーディングディスクが設置されているスクリューを少なくとも2本有しており、且つ、前記ニーディングディスクの上流においてスクリュー長の35〜80%の長さに渡る領域が210〜310℃の範囲内の温度に維持されている多軸押出機に、ガラス転移温度が180℃以下である熱可塑性樹脂と添加剤とを含む組成物を供給し、スクリューの回転により前記組成物をスクリュー全長に渡って搬送する工程を含むことを特徴とする熱可塑性樹脂組成物の製造方法。
(もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
ゴム部材の成形装置及び成形方法
【課題】口金から押し出したゴムを圧延してから積層してゴム部材を成形する際に、圧延したゴムに幅方向の変動やうねりが発生するのを防止する。
【解決手段】押出機10の口金11から押し出したリボン状ゴムGを、ローラヘッド30により圧延して伸張させた後、下ローラ31により支持体2へ積層してゴム部材を成形する。口金11の開口部を、圧延後のリボン状ゴムGの幅と同じ開口幅を有し、リボン状ゴムGの圧延後の厚さに圧延時の伸張率を乗算した厚さのリボン状ゴムGを押し出す開口形状に形成する。この口金11の開口部から押し出したリボン状ゴムGを、ローラヘッド30により、幅を維持して圧延して厚さを変化させ、その状態でリボン状ゴムGを伸張させて支持体2へ積層する。
(もっと読む)
ノルボルネン系樹脂フィルムの製造方法、ノルボルネン系樹脂フィルム、偏光版、液晶表示板用光学補償フィルム及び反射防止フィルム
【課題】熱酸化劣化の防止とダイスジのレベリングができるノルボルネン系樹脂フィルムを提供する
【解決手段】
ノルボルネン系樹脂を押出機14で溶融押し出しし、ダイ16からフィルム状樹脂12A吐出する。ダイ16の吐出口に向けて供給管32,34から不活性ガス、例えば窒素を供給することで、ダイ16の吐出口周辺の酸素濃度を10%以下とする。
(もっと読む)
21 - 40 / 148
[ Back to top ]