
Fターム[4F207KW26]の内容
プラスチック等の押出成形 (29,461) | 成形品の後処理・後加工 (830) | 機械的処理 (326) | 変形、形状調整 (148)
Fターム[4F207KW26]に分類される特許
41 - 60 / 148
微多孔膜を製造するための冷却ロールアセンブリおよび微多孔膜の製造方法
ポリオレフィン混合物を押出ダイを通して押し出すことにより形成した押出物から熱を逃がすためのアセンブリ。当該冷却ロールアセンブリは、押出物に接触し押出物を受け取る位置に配置された上流ロールであって外表面粗さ≦1.0sを有する上流ロール;および、押出物に接触し上流ロールから押出物を受け取るための位置に配置された少なくとも1つの下流ロールであって外表面粗さ≧5.0sを有する下流ロール、を含む。微多孔膜を製造するための方法も提供する。  (もっと読む)
(もっと読む)
重合体状配合物およびその使用方法
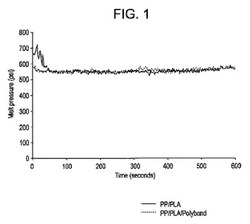
約10%〜約95%のヘイズおよび約50〜約125の45度光沢を有するポリ乳酸およびポリプロピレン配合物を含んでなるフィルム。ポリプロピレンおよびポリ乳酸を配合して重合体状配合物を製造し、重合体状配合物をフィルムに製造し、そしてフィルムを配向することを含んでなる配向フィルムの製造方法。ポリプロピレンおよびポリ乳酸を配合して重合体状配合物を製造し、重合体状配合物を型内に射出し、そして製品を製造することを含んでなる射出成型製品の製造方法。 (もっと読む)
液晶表示装置、アクリルフィルムおよびその製造方法
【課題】斜めから覗いた時に黒表示の色ずれが少なく、特に温度変化を与えた時に顕著に現れる黒表示の色ずれが少ないIPS方式の液晶表示装置を提供する。
【解決手段】Reの測定角依存性が0.001〜0.16であるアクリルフィルムを設けたことを特徴とするIPS方式の液晶表示装置(ここで、Reはアクリルフィルムの面内方向の複屈折を表し、Reの測定角依存性は、前記アクリルフィルムの両面のそれぞれについて測定した下記式で表されるαの平均値を表す)。 (もっと読む)
(もっと読む)
ポリアセタール樹脂製シートの製造方法
【課題】高剛性で且つ表面外観性と厚み均一性に優れるポリアセタール樹脂製シートの製造方法を提供する。
【解決手段】スリーブタッチ法によるポリアセタール樹脂製シートの製造方法であって、成形ローラの温度(T1)、成形ドラムの温度(T2)、及びエアギャップの長さ(A1)が、以下の式1〜3を満たすことを特徴とする方法。80℃≦T1≦ポリアセタール樹脂の結晶化開始温度(1)70℃≦T2≦ポリアセタール樹脂の結晶化開始温度(2)A1≦成形ローラの直径/2+15cm(3)
(もっと読む)
樹脂シートの製造方法

【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】溶融樹脂を型ローラ44とニップローラ46でニップしてシート状に成形した樹脂シートAの表裏面に保護フィルム52をラミネートした状態でアニール処理して成形時の残留歪みを除去する際に、保護フィルム52として粘着力が0.05〜0.3N/25mmの弱粘着層を有するものを用いる。
(もっと読む)
保護フィルム付樹脂シート、及びその製造方法
【課題】樹脂シートの表裏面に保護フィルムをラミネートした状態でアニール処理しても樹脂シートが変形することがない。
【解決手段】樹脂シートと、樹脂シートの表裏面に貼り付けられた保護フィルムとを備え、樹脂シートと保護フィルムとが、(1)|樹脂シートの熱膨張率−保護フィルムの熱膨張率|≦2×10−5/℃及び(2)保護フィルムの引張り弾性率/樹脂シートの引張り弾性率≦1/7を満たす保護フィルム付樹脂シート。
(もっと読む)
弾性ローラの製造方法
【課題】段付き芯金上にゴム組成物をクロスヘッド押し出し機により積層する際に、ゴム組成物の端部からの剥離を抑制し、形状精度に優れた弾性ローラを製造する方法を提供する。
【解決手段】本発明に係る弾性ローラの製造方法は、クロスヘッドを用いて段付き芯金の全長さにわたってゴム組成物を押し出した後、第2の円筒部を取り囲むゴム組成物の層を、第1の円筒部から離れた位置において、ゴム組成物の層の外側から把持部材を用いて把持し、ゴム組成物の層を第2の円筒部の周面に接触させる工程を有し、この工程は、ゴム組成物の層を第2の円筒部の周面に接触させた位置よりも第1の円筒部に近い側において、第2の円筒部を取り囲むゴム組成物の層が把持部材によるゴム組成物の把持に伴って外側に拡がることを規制しつつ行う。
(もっと読む)
エプロンシートによるキャップフィルムの幅変更装置
【課題】キャップフィルム製造において、製品幅を簡便に種々に変更させることを可能にし、樹脂や製品の歩留を向上させ、作業効率を向上させる方法を提供する。
【解決手段】真空成形によってプラスチックフィルム4に多数の窪み(キャップ)を形成させるキャップフィルム形成装置において、成形ロール1の外部において保持されており、その成形ロールの端部で吸引されている真空吸引孔群2を、成形ロールの外部より気密的に覆うエプロンシート11を有することを特徴とするキャップフィルムの幅変更装置。
(もっと読む)
シート・フィルム成形ロール及びシート・フィルム成形装置
【課題】キャスト式シート・フィルム成形やタッチロール式シート・フィルム成形に用いられるシート・フィルム成形ロールにおいて、ロール軸線方向中央領域とロール軸線方向端部領域とで、外筒の表面温度を異なる温度に個別に設定できるようにすること。
【解決手段】外筒11の内周面と内筒21の外周面と間に画定された環状の熱媒体通路41を仕切板42、43によってロール軸線方向中央領域44とその両側のロール軸線方向端部領域45、46とに区分し、それら各領域に熱媒体を個別に供給する。
(もっと読む)
光学シート、光学シートの製造方法、成形体ならびに成形体の製造方法
【課題】薄肉・大画面化が図られた導光板等の成形体への加工が容易で、光線透過率の高い光学シートおよびその製造方法、光学シートの表面に凹凸パターンを形成させてなる成形体および成形体の製造方法を提供すること。
【解決手段】(A)粘度平均分子量22000以下の芳香族ポリカーボネイト100質量部および(B)酸化防止剤0.01〜1質量部を含有し、青色系色素または顔料を含まない芳香族ポリカーボネイト樹脂組成物が押出機から押し出された後、ガラス転移温度以下で冷却された光学シートであって、該光学シートの厚み0.1〜1mmにおける全光線透過率が91%以上であることを特徴とする光学シートおよび前記芳香族ポリカーボネイト樹脂組成物をシート状に溶融押し出しする成形工程、溶融押し出しされたシート状成形体をガラス転移温度以下に急冷する冷却工程、および冷却されたシート状成形体を、50℃以上、前記芳香族ポリカーボネイト樹脂組成物のガラス転移温度以下で熱処理する熱処理工程からなることを特徴とする光学シートの製造方法、光学シートの表面に凹凸パターンを形成させてなる成形体、ならびに光学シートの表面に凹凸パターンを形成させることを特徴とする成形体の製造方法である。
(もっと読む)
光学フィルム、その製造方法、光学フィルムを用いた偏光板、及び表示装置
【課題】添加剤等のブリードアウトの発生を防ぎ、生産性を向上させ、剥離性のばらつきによるシワ、ツレの発生や、リタデーションのばらつきなど、品質の低下を招くことのない液晶表示装置(LCD)の偏光板用保護フィルム等に利用可能な光学フィルムの提供。
【解決手段】溶融流延製膜法による光学フィルムの製造方法は、流延冷却固化ゾーンAと、延伸ゾーンBと、巻取りゾーンCとを備え、流延膜(ウェブ)10を、雰囲気温度の異なるゾーンを順次通過させる際、雰囲気温度の異なるゾーン同士の間のゾーン間移行部21のうちのいずれか1つのゾーン間移行部、またはすべてのゾーン間移行部に、紫外線照射装置11および/または常圧プラズマ装置12を設置し、ゾーン間移行部を移行するウェブに、紫外線照射および/または常圧プラズマ照射による高エネルギー処理を施す。
(もっと読む)
長手状成形品の製造方法
【課題】長手状成形品の温度による収縮問題を解決する製造方法を提供する。
【解決手段】樹脂を押出し成形し、冷却した後、所定寸法にカットするようにした所定長
の長手状成形品の製造方法において、長手状成形品を冷却後に所定温度を加えてアニール
することにより長手状成形品を製造し、樹脂が管状に押出し成形されてチューブとして成
形されアニールは長手状成形品をカット後に行い、アニールは約60℃以上で約1時間以
上加熱し、アニールは炉中に投入することで加熱するようにした長手状成形品の製造方法
。
(もっと読む)
シクロオレフィン系樹脂フィルム及びその製造方法
【課題】ゲルの発生による光学特性の低下を抑制し、且つ、スリップ材を配合することなしで優れたハンドリング適正を付与することができるシクロオレフィン系樹脂フィルム及びその製造方法を提供する。
【解決手段】シクロオレフィン系樹脂フィルムに残留するゲルを、円形度が0.7以上である円相当径0.5μm以上3μm以下のサイズのゲルを50〜2000個/mm2含み、円形度が0.7以上である円相当径10μm以上のサイズのゲルが10個/mm2以下とする。
(もっと読む)
偏肉樹脂シートの製造方法
【課題】膜厚に偏りを有する偏肉樹脂シートの搬送時における弛みを防ぐとともにローラーからの剥離を防いで、偏肉樹脂シートを適切に搬送する手法を提供することを目的とする。
【解決手段】ダイ16から樹脂をシート状に吐出し、ダイ16から吐出されたシート状の樹脂を型ローラー20および成形ニップローラー18により挟圧することによって幅方向に関し膜厚に偏りがある偏肉樹脂シートSを成形し、型ローラー20から当該偏肉樹脂シートSを剥離ローラー22によって剥離する。型ローラー20のうち最大径を有する部分の周速度Vm1および剥離ローラー22の平均周速度Vaが、1.01≦Va/Vm1≦1.03を満たす。
(もっと読む)
偏肉樹脂シートおよび偏肉樹脂シートの製造方法
【課題】膜厚に偏りがある偏肉樹脂シートにおいて、経時的な反りを防ぎ、良好な品質の偏肉樹脂シートを製造する偏肉樹脂シートの製造方法を提供することを目的とする。
【解決手段】押出成形法により成形され、膜厚に偏りがあるポリメチルメタクリレート樹脂の偏肉樹脂シートにおいて、幅方向に関し、膜厚が最も大きい最膜厚部52と膜厚が最も小さい最膜薄部54との膜厚差は、0.5mm以上であって5mm以下であり、幅方向に関する複屈折量の差は、20nm以上であって110nm以下である。このような特性を有する偏肉樹脂シートSは、経時的な反りを効果的に低減することができる。
(もっと読む)
ポリカーボネート樹脂成形体の成形装置、成形方法及びポリカーボネート樹脂成形体
【課題】黄変が防止され、色相が良好なポリカーボネート樹脂成形体及びその製造方法を提供する。
【解決手段】ポリカーボネート樹脂組成物を押出成形してペレットとし、これを射出成形して透明ポリカーボネート樹脂成形体を製造する。成形機のスクリュ等に、酸化開始温度が700℃以上の皮膜を設ける。得られた透明ポリカーボネート樹脂成形体を、加熱してアニール処理してもよい。
(もっと読む)
ゴム押出成型方法及びゴム押出成型装置
【課題】押出機の生産量を低下させることなく、ゲージの変動を低減させるゴム押出成型方法及びゴム押出成型装置を提供する。
【解決手段】制御装置10のマイクロコンピュータは、ゲージ検出器9が検出したゲージの実測値が目標値よりも大きい(厚い)ときは、所定のタイミングで、第2のコンベアCV2の駆動速度を第1のコンベアCV1の駆動速度より上げて、その搬送速度差によりゴム部材8に引張力を作用させて当該厚い部分のゲージを薄くする処理を行う。ゲージ検出器9が検出したゲージの実測値が目標値よりも小さい(薄い)ときは、所定のタイミングで、第2のコンベアCV2の駆動速度を第1のコンベアCV1の速度より下げて、第2のコンベアCV2上に位置するゴム部材8に上記速度差に応じた圧縮力を作用させて当該薄い部分のゲージを厚くする処理を行う。
(もっと読む)
ポリアミド系積層二軸延伸フィルムおよびその製造方法
【課題】 酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、厚み斑が良好なポリアミド系積層二軸延伸フィルムを提供すること。
【解決手段】メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなる特定の小さい厚み斑範囲、ピンホール数範囲、酸素透過率範囲、特定の大きい剥離強度範囲を満たすポリアミド系積層二軸延伸フィルム。
(もっと読む)
タイヤの製造方法及び製造装置
【課題】タイヤ成型ドラム(コアドラム)に貼り付けた後のゴムの収縮量を低減させるタイヤの製造方法及び製造装置を提供する。
【解決手段】コアドラムの巻き取り速度V1と、ローラダイ12の引き出し速度V2の速度差をなくすことで、コアドラムとローラダイ12間でのゴムストリップ材に対するテンションをかけないようにする。また、巻き取り速度V1と引き出し速度V2を、押出速度V3よりも速くして、口金15とローラダイ12間のゴムストリップ材にテンションをかけて伸ばすことで、口金15から押し出されたゴムストリップ材の断面積をさらに小さくする。口金15からの押出速度V3は、従来の押出速度よりも大きいことから、上記引っ張り量は、V2/V3<V2/V3’となり、本実施形態における引っ張り量及び収縮量を低減することができる。
(もっと読む)
ストリップゴム連続成型設備及びストリップゴム連続成型方法
【課題】押し出し成型されたストリップゴムを回転支持体に巻き付けるに際して、できるだけ簡易な構成により、薄く幅広なストリップゴムを得ることが可能なストリップゴム連続成型設備を提供する。
【解決手段】成型用口金2から所定断面形状を有するストリップゴムSを押し出し成型するストリップゴム押出装置1と、このストリップゴム押出装置1から押し出されたストリップゴムSが巻き付けられる成形ドラム10と、成型用口金2と成形ドラム10の間に配置され、成型用口金2から押し出し成型されたストリップゴムSの表面に押し付けられるローラー20と、を備え、このローラーの表面に、ストリップゴムSの拡幅方向に引張力を作用させる溝20d,20eを形成し、これにより、ストリップゴムSの幅寸法を広げるように構成した。
(もっと読む)
41 - 60 / 148
[ Back to top ]