
Fターム[4F208AA21]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | 不飽和カルボン酸系(カルボン酸金属塩、アクリルアミド、アクリロニトリル) (82) | メタクリル酸、アクリル酸エステル系樹脂 (64)
Fターム[4F208AA21]に分類される特許
41 - 60 / 64
成形体及びブロー容器、並びにブロー容器の製造方法
【課題】単層で耐擦傷性とガスバリア性に優れる容器を開発すること。
【解決手段】第1の樹脂成分、第1の可塑剤および第1のアルカリ金属イオンを含有する第1の樹脂組成物から形成される第1の層と、熱可塑性樹脂から形成される基材層とが積層されてなる一次成形体を、二次成形して得られる成形体であり、以下の条件(1)および(2)を満たす成形体。
(1)前記第1の樹脂成分が水酸基とカルボキシル基とを含み、水酸基:カルボキシル基=30:70〜95:5(個数比)である
(2)第1の可塑剤が分子内の連続する2個以上の炭素原子のそれぞれに水酸基が少なくとも1個ずつ結合しており、分子量が200〜4000である
(もっと読む)
熱成形品の製造方法
【課題】保護フィルム付き熱可塑性樹脂板の熱成形において、保護フィルムのしわや剥がれを防止して、保護フィルム付きの熱成形品を有利に製造する。
【解決手段】保護フィルムとして、温度190℃、荷重2.16kgにおけるメルトマスフローレートが1g/10分以下である樹脂材料からなるものを使用する。この保護フィルムは、熱可塑性樹脂板に対し、200℃に加熱した後の剥離強度が0.4N/25mm以上になるように貼合されている。この保護フィルム付き樹脂板を熱成形することにより、熱成形品を製造する。
(もっと読む)
フィルムインサート成形法による装飾プラスチックグレージングアセンブリ
本発明は、フィルムインサート成形(FIM)法によって製造される自動車用グレージングアセンブリを提供する。グレージングアセンブリは、インクが熱成形及び射出成形の全ての作業の間、均一な不透明度及び安定性を示し、また複雑な3−D形状に成形できるように、ポリエステル及びポリカーボネート樹脂のブレンドを含むインク組成物を有する透明プラスチック基材を備える。インク組成物を含むグレージングアセンブリは、さらに、ピンホール及びマイクロクラックのような表面欠陥を免れている。 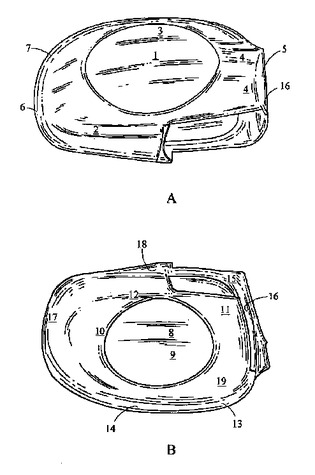 (もっと読む)
(もっと読む)
絞り成形用積層体及びそれを用いた絞り成形容器
【課題】高湿度雰囲気下においても優れたガスバリア性を有する絞り成形容器を成形することができ、しかも絞り成形前において長期間にわたり保存することが可能な絞り成形用積層体を提供する。
【解決手段】未延伸の支持体と、前記支持体の少なくとも片面にアンカーコート層を介して積層されたガスバリア層前駆体と、前記ガスバリア層前駆体の表面に配置された熱可塑性樹脂からなる層とを備える絞り成形用積層体であって、前記ガスバリア層前駆体が、ポリカルボン酸系重合体及び可塑剤の混合物からなる層(A)と、多価金属化合物及びバインダ樹脂の混合物からなる層(B)と、イオン化制御樹脂からなり、層の厚みが0.01〜1μmである層(C)とを備えており、前記層(A)と前記層(B)とが前記層(C)を介して積層されていることを特徴とする絞り成形用積層体。
(もっと読む)
加飾性多層共押出成形体
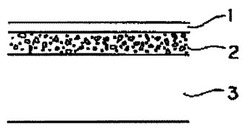
【課題】断面形状が特定方向において異なったり、曲線部を有したり、長尺であったりしても、低コストで簡便に製造可能で、深みのある模様をムラなく有し、加飾性を備えた合成樹脂曲げ加工板を提供すること。
【解決手段】熱可塑性合成樹脂からなる基材層(3)、熱可塑性合成樹脂からなる模様付き加飾層(2)、および透明または半透明合成樹脂からなる厚み250〜900μmの表面層(1)の少なくとも3層からなる多層共押出成形体が金型で加熱加圧成形されてなることを特徴とする合成樹脂曲げ加工板。
(もっと読む)
加飾成形品およびその製造方法

【課題】 貼着工程において成形品本体がつぶれて部分的な変形が生じず、成形品本体の外観性にすぐれた加飾成形品およびそのような加飾成形品を得ることができる製造方法を提供する。
【解決手段】 加飾成形品1は、加飾シートを成形品本体の少なくとも意匠面となる外表面に一体に接着することにより形成されたものである。成形品本体は非晶性の熱可塑性樹脂により分割金型を用いて立体形状に形成されている。加飾シートは成形品本体を構成する熱可塑性樹脂よりもビカット軟化点(ASTM−D1525)が低い非晶性の熱可塑性樹脂により構成されている。加飾シートはアクリル樹脂(PMMA)、非晶性コポリエステル樹脂(PETG)、塩化ビニル樹脂(PVC)からなる群より選ばれる少なくとも1つの熱可塑性樹脂からなる。
(もっと読む)
アクリル樹脂シートの加熱方法及びアクリル樹脂成形品の製造方法
【課題】肉厚のアクリル樹脂シートを短時間で均一な温度に加熱することのできる加熱方法及びこの加熱方法を採用した、歪がなく外観の良好なアクリル樹脂成形品の生産性の良い製造方法を提供する。
【解決手段】赤外線照射によるアクリル樹脂シートの加熱方法において、ピーク波長が0.8μm以上1.9μm以下の範囲にある近赤外線照射を行うことを特徴とするアクリル樹脂シートの加熱方法。
(もっと読む)
ラミネート製品
平面状の前駆体を湾曲させて得られる自己支持性の湾曲ラミネート製品であり、平面状の前駆体は、熱可塑性ポリエステル樹脂により互いに間をおいて配置され、互いに接着されている、二枚のアクリル熱可塑性樹脂シート、または、アクリル熱可塑性樹脂を含む複数のシートである自己支持ラミネートであり、前記湾曲には、ラミネートまたはその構成層を実質的に劣化させることなく該湾曲を維持するに十分な加熱を伴う、湾曲ラミネート製品。 (もっと読む)
熱成形用艶消しアクリル樹脂フィルム状物、熱成形用艶消しアクリル樹脂フィルム状物の製造方法、および、この熱成形用艶消しアクリル樹脂フィルム状物を含む積層体
【課題】 意匠性、取扱性が良好であり、インサート成形等を施し、深絞り形状の成形品に成形した場合でも、艶消し層に割れが発生しない、かつ車輌用途に用いることができる耐擦傷性、表面硬度、耐熱性、耐薬品性、耐熱黄変性、耐指紋付着性および艶消し性を有する熱成形用艶消しアクリル樹脂フィルムを提供する。
【解決手段】 アクリル樹脂フィルム基体と、該アクリル樹脂フィルム基体の一方の面上に最外層として設けられた、艶消し剤、含シリコーン化合物および/または含フッ素化合物、および硬化性バインダー樹脂を含有する厚さ0.1〜5μmの艶消し層と、からなる熱成形用艶消しアクリル樹脂フィルム。
(もっと読む)
銀色の外観を有する発泡壁容器
微孔質発泡ポリマーと微孔質発泡体セル中に含まれた非反応性ガスとで構成された容器で、銀色の外観を有する。この容器の製造方法は、壁部内に非反応性ガスが閉じ込められたポリマー予備成形物を射出成形し、ポリマーの軟化温度より低い温度に予備成形物を冷却し、ポリマーの軟化温度より高い温度に前記予備成形物を再加熱し、予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含有させた微孔質発泡ポリマーで構成される容器を製造する。 (もっと読む)
熱成形用積層シート、成形体、及び加飾成形体
【課題】 熱成形後も光沢値の高い鏡面状金属光沢を持ち、積層された層間での剥離が起こりにくい熱成形用積層シート及びその成形体を提供する。
【解決手段】 1)熱可塑性樹脂フィルム層と、2)反応率75%〜85%の範囲で反応させた硬化性樹脂層と、3)金属蒸着層または、金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層と、4)支持基材樹脂層、とがこの順に積層された熱成形用積層シート、該熱成形用積層シートを熱成形することにより得られる成形体、及び、該成形体に樹脂を一体成形して得られる加飾成形体。
(もっと読む)
熱成形用艶消しアクリル樹脂フィルム状物、熱成形用艶消しアクリル樹脂フィルム状物の製造方法、および、この熱成形用艶消しアクリル樹脂フィルム状物を含む積層体
【課題】 従来にはない意匠性を発現し、取り扱い性が良好であり、インサート成形またはインモールド成形を施し、深絞り形状に成形した場合でも、艶消し層に割れが発生せず、車輌用部材の加飾フィルムに必要とされる耐擦傷性、表面硬度、耐薬品性、耐熱性、艶消し性、および耐熱黄変色性を有する熱成形用艶消しアクリル樹脂フィルム、およびこれらを基材に積層した積層体を提供すること。
【解決手段】 アクリル樹脂フィルム基体の面上に、艶消し剤とバインダー樹脂を含有する塗料を塗工し、最外層に艶消し層を形成した熱成形用艶消しアクリル樹脂フィルムであって、艶消し層側の動摩擦係数が0.23以下である艶消しアクリル樹脂フィルムを用いる。
(もっと読む)
多層容器および製造方法
ブロー成形プラスチック容器(10)は、少なくとも3つの連続的な層A、B、およびCを有する多層側壁(12)を含む。層AおよびCは、同一のプラスチック組成物のものであり、層Bと異なる組成物のものである。本開示の例示的実施形態では、(1)層AおよびCは、環状オレフィンポリマー、環状オレフィンコポリマー、アクリロニトリル、およびそれらの混合物からなる群より選択される組成物のものであり、層Bは、環状オレフィンポリマー、環状オレフィンコポリマー、ポリカーボネート、およびそれらの混合物からなる群より選択される組成物のものであり、(2)層AおよびCは、ポリカーボネート、アクリロニトリル、およびそれらの混合物からなる群より選択される組成物のものであり、層Bは、ナイロン、ポリカーボネート、およびそれらの混合物からなる群より選択される組成物のものであり、(3)層AおよびCは、アクリロニトリル組成物のものであり、層Bは、エチレンビニルアルコールのものである。 (もっと読む)
熱成形用積層シートの成形方法及び成形体
【課題】 熱成形可能な光沢値の高い鏡面状金属光沢を持つ成形用積層シートの本来の高い光沢値を保持し、かつ成形により成形用積層シートが型再現性良く成形する成形方法及びその成形体を提供すること。
【解決手段】
1)熱可塑性樹脂フィルム層と
2)金属蒸着層または、金属薄膜細片と結着樹脂を含有し金属調の光沢を有する高輝性インキ層を有する装飾層と
3)支持基材樹脂層
とを有する熱成形用積層シートを(T1−20)℃〜(T2+35)℃の成形温度で成形することを特徴とする熱成形用積層シートの成形方法。但し、T1は熱可塑性樹脂フィルム層の軟化温度と支持基材樹脂層の軟化温度の高い方の温度であり、T2は熱可塑性樹脂フィルム層の軟化温度と支持基材樹脂層の軟化温度の低い方の温度である。
(もっと読む)
プレス加工機およびそれを用いたひだ付きカップ製造方法
【課題】 ひだ付きカップ側面が開くことなく、かつ溶融や詰まりを起こさずに効率よくひだ付きカップを製造できる方法と、その方法の実施に用いるプレス加工機とを提供する。
【解決手段】 図1に示す通り、本発明のプレス加工機は、雌型3の下方にひだ付きカップ半成形品保持部材9が取り付けられている。このプレス加工機を用いた製造方法では、ひだ付きカップ半成形品の保持数を前記従来技術と比較して多くできるため、その分プレス加工機内におけるひだ付きカップ半成形品保持時間を長くできる。結果として、押出部によりひだ付きカップ半成形品を雌型縦孔内で押さえつける時間が短くて済み、従来技術と比較してきわめて高い製造効率が得られる。また、ひだ付きカップ製造時の加熱温度を低めにしても効率よく製造することができるため、特に熱による溶融や変質を起こしやすい生分解性プラスチック製ひだ付きカップの製造に役立つ。
(もっと読む)
複合成形品及びその製造方法
【課題】 高強度で、断熱性に優れた、さらに外観の凸凹が少ない複合成形品とその製造方法を提供する。
【解決手段】 熱可塑性樹脂を発泡成形して発泡熱可塑性樹脂からなるコア材20を形成し、熱可塑性樹脂を真空成形して非発泡熱可塑性樹脂からなる中間材40を形成し、コア材20と中間材40を勘合させて、勘合体50を形成し、勘合体50を真空成形の型として、勘合体50の上に、熱可塑性樹脂を一体成形して、非発泡熱可塑性樹脂からなる表皮材6を形成する、複合成形品60の製造方法。
(もっと読む)
熱成形用積層シート、成形体、射出成形体及びその製造方法
【課題】−5℃以下の低温衝撃試験においても高い耐衝撃性を有する成形体及び射出成形体を得ることができる成形用積層シートの提供。
【解決手段】熱可塑性樹脂フィルム層1と、装飾層2と、支持基材樹脂層5とがこの順に積層された成形用積層シートであって、支持基材樹脂層5が直鎖状低密度ポリエチレン層3を1層以上有することを特徴とする成形用積層シート。直鎖状低密度ポリエチレン層を形成する直鎖状低密度ポリエチレンの密度を0.900〜0.930g/cm2とすることが望ましい。該整形用積層シートを熱成形した成形体及び成形体の支持基材樹脂層5側に射出樹脂を充填して射出成形体を得ることができる。
(もっと読む)
熱可塑性樹脂プレス成形型物の製造方法
【課題】 生産性の低下を最小限にできるとともに、転写性に優れ、高品質外観を有する熱可塑性樹脂プレス成形型物が得られる成型方法を提供する。
【解決手段】 熱可塑性樹脂シートをプレス成型する際に、加熱時の金型温度(Th)をプレスする熱可塑性樹脂の熱変形温度より0℃〜100℃高くなるように設定し、冷却後の取出し時の金型温度(Tc)を熱可塑性樹脂の熱変形温度より0℃〜100℃低くなるように設定する(ただしTh>Tc)ことを特徴とする、
高品質外観を有する熱可塑性樹脂プレス成形型物の製造方法。
(もっと読む)
熱成形用艶消しアクリル樹脂フィルム、その製造方法、および積層体
【課題】 従来にはない意匠性を発現し、取り扱い性が良好であり、インサート成形またはインモールド成形を施し、深絞り形状に成形した場合でも、艶消し層に割れが発生せず、耐擦傷性、表面硬度、耐熱性、および艶消し性を有する熱成形用艶消しアクリル樹脂フィルム、その製造方法、熱成形用艶消しアクリル樹脂フィルムを基材に積層した積層体を提供する。
【解決手段】 アクリル樹脂フィルム基体と、該アクリル樹脂フィルム基体の一方の面上に最外層として設けられた、艶消し材およびバインダー樹脂を含有する、厚さ0.1〜5μmの艶消し層とを有する熱成形用艶消しアクリル樹脂フィルムを用いる。該熱成形用艶消しアクリル樹脂フィルムは、艶消し層を印刷法またはコート法により形成することにより製造される。
(もっと読む)
プラスチック材料の加工方法及びその加工方法により形成された成形品並びに加工装置
【課題】微細でハイアスペクト比のパターンを忠実に形成することができ、さらに成形品の厚みを極めて均一にすることが可能なプラスチック材料の加工方法及びその加工方法により形成された成形品並びに加工装置を提供すること。
【解決手段】本発明に係るプラスチック材料の加工方法は、プラスチック材料6を軟化温度以上に加熱する加熱ステップと、加熱ステップにより軟化されたプラスチック材料6の表面に、開口4が形成された型枠部材2を密着させる型枠密着ステップと、型枠部材2の開口4を介して、軟化されたプラスチック材料6を空間に開放してプラスチック材料6の開放面6aを熱変形させる熱変形ステップと、熱変形ステップにより開放面が変形されたプラスチック材料6を硬化温度まで冷却させる冷却ステップとを有している。
(もっと読む)
41 - 60 / 64
[ Back to top ]