
Fターム[4F208AD35]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,284) | 複数の挿入物等の使用 (48)
Fターム[4F208AD35]の下位に属するFターム
直列的に配列したもの (1)
Fターム[4F208AD35]に分類される特許
1 - 20 / 47
積層パネル及びその成形方法
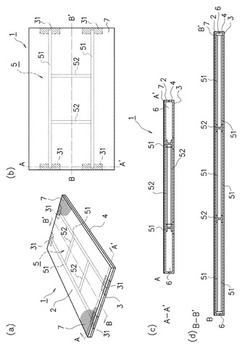
【課題】互いに異方向を向く補強材が所定の位置に精度良く配置され、効率的に強度を得ることが可能な積層パネルを提供する。
【解決手段】別部材と所定の当接面(31)で当接する積層パネル(1)であり、当接面(31)に架け渡されるように配置される第1の補強材(51)と第2の補強材(51)と、第1の補強材(51)と第2の補強材(51)との間に介在する第3の補強材(52)と、で構成する補強材ユニット(5)と、補強材ユニット(5)の上下面から補強材ユニット(5)を挟持する樹脂基材(2,3)と、を有することを特徴とする。
(もっと読む)
樹脂製サンドイッチ構造パネル材およびその製造方法

【課題】耐熱性、難燃性に優れる一方、軽量でありながら十分に保形性を確保することが可能な樹脂製サンドイッチ構造パネル材およびその製造方法を提供する。
【解決手段】互いに対向して配置されることにより内部に中空部を形成する、一対の難燃性または耐熱性発泡樹脂製芯材と、芯材それぞれの外表面に溶着された表皮材シート124A、124Bとを有し、一方の発泡樹脂製芯材は、その内表面に、他方の発泡樹脂製芯材に向かって突出する突起体を有し、突起体の対応する位置に、他方の発泡樹脂製芯材突起体と相補形状の開口部を有し、突起体の頂面は表皮材のシート124Bの内表面に溶着され、他方の発泡樹脂製芯材の突起体の頂面も一方の発泡樹脂製芯材の表皮材シート124Bの内表面に溶着される、樹脂製サンドイッチ構造パネル材100。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
フィルム加工工法
【課題】 従来技術では、部品組付の場合に、部品の柄毎にそれぞれを加飾後、その部品同士を組付しなければならず、作業効率が悪いという問題、成形工程が煩雑になってしまうという問題がある。
【解決手段】 複数の部材1、2の端部同士に所定寸法離間して間隙部5を形成して、表皮材3を前記複数の部材1、2に貼着した後、近接させることによって、前記複数の部材1、2の間隙部5に位置合わせして、前記表皮材3の境界部4を前記間隙部5に埋没させたフィルム加工工法。
(もっと読む)
中空成形品の製造装置および製造方法
【課題】簡単な構成であって、製品の製造サイクルタイムの短縮化が図れる中空成形品の製造装置および製造方法を提供する。
【解決手段】製造装置1は、一端側から順に、パリソンPを形成するパリソン形成ステーションS1と、内蔵部品2を備えたセンター型3の両側をパリソンPを挟んで一対の成形型4で閉じ、成形型4に転写したパリソンPに内蔵部品2を取り付ける内蔵部品取付ステーションS2と、成形型4を閉じて中空成形品を成形する成形ステーションS3と、成形型4から中空成形品を取り出し搬送する搬送ステーションS4と、が並設され、センター型3が内蔵部品取付ステーションS2において固定して設けられ、成形型4が内蔵部品取付ステーションS2と成形ステーションS3との間で往復動可能に設けられる。
(もっと読む)
中空容器における内蔵部品のクランプ構造およびクランプ方法
【課題】燃料タンク等の中空容器において、管路等の内蔵部品を中空容器に安定して固定できる中空容器における内蔵部品のクランプ構造を提供する。
【解決手段】一対の成形金型により型締め成形される中空容器において、一方の成形金型により成形される容器壁体の内面に取り付けられ、第1結合部3および第1クランプ部4を有する第1支持部材1と、他方の成形金型により成形される容器壁体の内面に取り付けられ、第2結合部5および第2クランプ部6を有する第2支持部材2と、を備え、第1結合部3と第2結合部5とが結合した状態で、内蔵部品7としてのチューブ7Aが第1クランプ部4と第2クランプ部6とによりクランプされるクランプ構造とした。
(もっと読む)
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
補強用リブを有する二重壁ブロー成形体及びその製造方法
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びる第1リブ3と、壁2から連続して壁1に向けて延びる第2リブ4(列4A,4B)からなる。第1リブ3と第2リブ4は共に複数列存在して平面視で互いに交差し、第1リブ3はその頂部が壁2の内側に溶着し、第2リブ4はその頂部が壁1の内側に溶着している。リブ3の内部に補強インサート7が一体的に包み込まれている。第2リブ4は第1リブ3との交差箇所において該第1リブ3により分断されている。
(もっと読む)
多層発泡体の製造方法
【課題】空気だまりが発生し難く、且つ、発泡倍率を向上させることが可能な多層発泡体の製造方法を提供する。
【解決手段】発泡層(102)の外面に非発泡層(101)を有する多層樹脂(200)を押し出し、その多層樹脂(200)の最内面同士を接着し、多層樹脂積層体(201)を形成する。そして、多層樹脂積層体(201)の最外面とキャビティ面(12a,12b)との間に隙間が空くように多層樹脂積層体(201)を金型(11a,11b)で挟み込み型締めし、多層樹脂積層体(201)をキャビティ面(12a,12b)に沿った形状に成形し、多層発泡体を成形する。
(もっと読む)
薄板樹脂製パネルおよびその製造方法
【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
成形工具の部材上で内部カバー組立体を製造する方法
第1の部品(4)と少なくとも1つの第2の部品(6)を備える、複数の部品を持つ車両用の内部カバー組立体(2)を製造する方法であって、
上記内部カバー組立体の上記部品(4、6)を設けること;
上記内部カバー組立体の上記第1の部品(4)を成形工具(24)の部材(26)に取付ける操作;
上記内部カバー組立体の上記少なくとも1つの第2の部品(6)を上記成形工具(24)に挿入すること;および
上記成形工具を作動することにより上記内部カバー組立体の第1および第2の部品(4、6)を接着することにより固定して、複数の部品を持つ上記内部カバー組立体(2)を得る操作、
を含む上記方法。
(もっと読む)
樹脂成形品の成形方法
【課題】金型間に垂下状に配置される溶融状態の非晶性熱可塑性樹脂製シートと表皮材とを一体化して非晶性熱可塑性樹脂製シートのダウンロード現象に起因する偏肉、破れ等の発生および非晶性熱可塑性樹脂製シートと表皮材との貼合歪みの発生を確実に防止することができる樹脂成形品の成形方法を提供する。
【解決手段】Tダイ3から押し出した溶融状態の熱可塑性樹脂シート13および表皮材18を一対のローラ6,6間で挟圧して貼合一体化して金型7,8間に配置する。金型8のキャビティ9はシボ模様等の外観意匠性の高い転写面を有している。金型8のキャビティ面から真空吸引するとともに、金型7,8内に圧力流体を導入して樹脂成形品の表皮層の表面が外観の良好な樹脂成形品を成形する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】溶融状態の熱可塑性樹脂製シートを二次成形に適した所望の厚み分布が実現可能な樹脂成形品の成形方法及び成形装置の提供。
【解決手段】熱可塑性樹脂を溶融混練する段階と、所定量貯留する段階と、間欠的に押し出す段階を有し、それにより、押出スリット34から溶融状態のシート状樹脂が下方に押し出され、ローラー30A,Bの回転駆動により下方へ送り出す段階と、ローラーにより送り出された溶融状態のシート状樹脂を下方に配置された金型32A,Bの側方に配置する段階と、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形する段階とを有し、外表面に凹凸状のシボを設けた前記一対のローラーへ供給される該シート状樹脂の厚みに係わらず、押圧しつつ、前記一対のローラーを回転駆動させる段階を有することを特徴とする樹脂成形品の成形方法。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 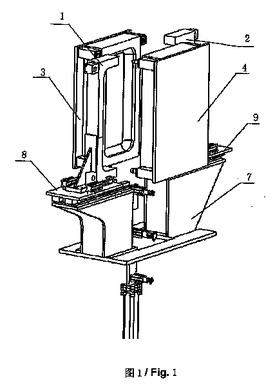 (もっと読む)
(もっと読む)
パネルの成形方法
【課題】
従来の方法ではマグネットの抜け跡が離型後のパネル面に穴となって残るし、エアシリンダや油圧シリンダ等を使用すれば穴は残らないが分割金型が非常に高価になるという点である。また、マグネット設定面側のパネルに表皮をインサートブロー成形するような場合、マグネットを設定するためには表皮を貫通しなければならず、意匠的に大きな制約を受けざるを得ないという点である。
【解決手段】
桁部全体の少なくとも2箇所以上で脚部が該桁部とT字状に交差する形態で一体に形成された、強磁性体を含有するリーンフォース材を、分割金型内キャビティー面に埋設されたマグネットの磁力により該分割金型内キャビティー面に吸着、保持させ、その後パリソンを型締めし、該パリソン内に圧縮空気を吹き込むことによって該リーンフォース材をインサートブロー成形すること、また上記パネルに表皮をインサートブロー成形することにより前記課題を解決した。
(もっと読む)
装飾シートサンドイッチ三層接着構成造形品の製造法
【課題】多層板製作時に投入した熱エネルギの残存分を利用してランプシェード等の成形処理時に消費されるエネルギ量の低減が図られるようにする。
【解決手段】加熱可能な平板状受け型9Aの上に所定の展開形状の輪郭を与えたプラスチックプレート4を載せ、その上面に接着剤層を挟んで装飾シート3を載せ、その装飾シートの上に接着剤層を挟んでプラスチックフィルム5を載せて三層積層体6とし、三層積層体6を加熱押圧して三層接着板7を成形する。そして、成形直後の軟化している三層接着板7の中心に予め設けておいた孔12を造形用受け型10Aの頂部中心に設けた突起10mに嵌め、接着剤の溶融熱を保有した状態の三層接着板7を造形用受け型10Aに位置決めして、その三層接着板に造形用押し型10Bを被せて加圧し、その三層接着板7を残存保有熱で変形させることによって造形品を製作する。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 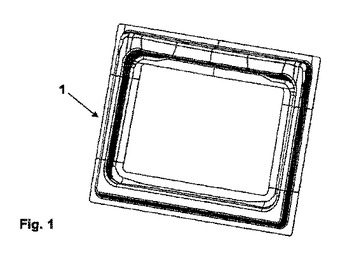 (もっと読む)
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
椅子用クッションの成形方法及び椅子
【課題】表皮と弾性フォームと基板で構成される椅子用クッションにおいて、基板を予め成形する必要がなく、全体の成形が容易で、約5〜25mm程度の厚さに成形できる椅子用クッションの成形方法及びその成形方法により製造されたクッションを備えた椅子を提供する。
【解決手段】表皮材5と弾性フォーム材6を接着する。この弾性フォーム材6の裏面に基板材7を接着する。得られた表皮材5と弾性フォーム材6と基板材7の貼り合わせ体8を、基板材7が軟化する温度まで加熱する。その後、この貼り合わせ体8を真空成形装置の型9にセットする。この型内に、真空作用を作用させ、貼り合わせ体を型内に引き込み、基板材7を基板4の形に賦形するとともに表皮2と弾性フォーム3と基板4が一体となった椅子用クッションを作る。
(もっと読む)
1 - 20 / 47
[ Back to top ]