
Fターム[4F208AG10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 管状体(←配管パイプ) (145) | 波形管(←ひだ付き管) (44)
Fターム[4F208AG10]に分類される特許
1 - 20 / 44
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
ジョイントブーツの製造方法

【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
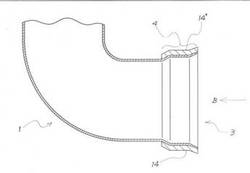
合成樹脂製壜体
【課題】 本発明は、内部の減圧化に伴う胴部の減容変形のし易さを劣化させることなく要求される表示を十分に施すと共に、減容姿勢を自己保持可能とすることにより、壜体に表示を適正に設けると共に、安定した減容変形を得ることを目的とする。
【解決手段】 薄肉にブロー成形された合成樹脂製壜体1において、胴部5と肩部6と底部7により前後に伸縮可能な蛇腹筒状の本体部4を構成することにより、大きなかつ円滑な減容変形を可能とし、本体部4の前壁14さらには後壁14に表示15を好適に施す。
(もっと読む)
蛇腹成形品
【課題】柔軟性、リサイクル性、高温下での耐熱性及び耐油性に優れる蛇腹成形品を提供する。
【解決手段】(A)アクリルゴム、(B)熱可塑性ポリエステル樹脂、(C)オレフィン系重合体セグメントとビニル系共重合体セグメントとからなり、一方のセグメントが他方のセグメントにより形成されるマトリックス相中に分散相を形成しているグラフト共重合体又はその前駆体、(D)可塑剤、及び(E)アクリル系高分子加工助剤からなる熱可塑性エラストマー組成物より成形されてなる蛇腹成形品。
(もっと読む)
ダクトおよびその製造方法
【課題】ダクトの湾曲部分の通風性能を向上する。
【解決手段】ダクト10は、管状部14と曲げ変形可能な可変部16とを有し、該可変部16を曲げて湾曲部分11を形成するようになっている。可変部16は、支点部17が管状部14の外面と揃えて形成されると共に、残りの部分が、管状部14の外面より突出して周方向に延在する頂部18で繋がる対向する傾斜壁20,22で形成されている。可変部16は、支点部17を支点として対向する傾斜壁20,22を互いに近接するように折り畳んで湾曲部分11を形成している。
(もっと読む)
エアクリーナホース
【課題】従来に比べて肉厚を薄くできるエアクリーナホースの提供。
【解決手段】(1)ハード材11とソフト材12の2種類の材料を用いたエクスチェンジブロー成形にて成形されるエアクリーナホース10であって、ハード材11のみで構成される単層構造の硬質部20と、硬質部20とはエアクリーナホース10の軸方向の異なる位置にありハード材11で構成される層とソフト材12で構成される層の2層構造とされた軟質部30と、を有するエアクリーナホース10。(2)軟質部30の、ハード材11で構成される層は、ソフト材12で構成される層の外側にある。
(もっと読む)
空調ダクトとその組付け方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成されるダクトは、その吹出し口部(雌端部)の外面の形状は成形金型によって規制することができるが内面の形状はまったく規制することができず、気温、湿度、風速等の成形環境や、パリソン肉厚、樹脂温等の成形条件によって内面寸法が大きく変わるので相手部品(雄端部)の外面とのクリアランスが一定せず、組付けガタを完全になくすことはできないという点である。
【解決手段】
吹出し口部に圧縮変形受容部を設け、該圧縮変形受容部付き吹出し口部の押し広げられた反発力で相手部品が空調ダクトにしっかりと締め付けられるようにすることにより前記課題を解決した。
(もっと読む)
ジョイントブーツの製造方法
【課題】蛇腹部の肉厚を精度良く安定して成形する。
【解決手段】大径側取付部3に対応する第1部分61と、小径側取付部4に対応する第2部分62と、両者を連結する非蛇腹状の筒状をなす第3部分63と、を備えたパリソン6を熱可塑性樹脂で成形し、第3部分63からブロー成形により蛇腹部5を成形する際に、第3部分63の内側に第1の気圧をかけて、当該第3部分をブロー外型の山成形部91の各頂点93には達しないが、谷成形部92には押し付けて谷部66を持つ蛇腹状に予備成形し、次いで、第1の気圧よりも高い第2の気圧をかけることにより、予備成形された蛇腹状の第3部分をブロー外型の型面90全体に押し付けて製品形状をなす蛇腹部5に成形する。
(もっと読む)
成形体及び製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される通気管に手作業にて孔を明けるために該通気管の外面に硬質樹脂製等の打抜き台をあてがい、市販の筒形ポンチを該通気管の内面に位置決めして後、該筒形ポンチに外力を加えて穿孔するに際して、ブロー成形の金型が規定できるのは成形物の外面だけであるという制約上、該内面に位置決め用のマークをつけることはできないという点である。
【解決手段】
該通気管の内面に円錐形状もしくは円錐台形状もしくは多角錐形状もしくは多角錐台形状のポンチ位置決め用突部を形成し、該突部に筒形ポンチの筒状刃を同心状にあてがい、該ポンチに外力を加えて該通気管を穿孔することにより前記課題を解決した。
(もっと読む)
中空樹脂成形品の製造装置
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
滑らかな表面を有する溶融押出成形物品
本発明は、高押出成形速度での溶融押出成形プロセスによって、従来技術の組成物から製造された物品より高品質で滑らかな表面外観を示す物品を製造するためのコポリエステルエラストマー組成物の分野に関する。  (もっと読む)
(もっと読む)
管継手の製造方法及び管継手
【課題】不良品の発生を抑制して品質の高い管継手が得られるようにすることを目的とする管継手の製造方法及び管継手を提供する。
【解決手段】芯型21の外周側を水膨張シート13により被覆する水膨張シート被覆工程と、その水膨張シート被覆工程により被覆された水膨張シート13の外周側を、樹脂シート15,151,167または樹脂筒体16により被覆する樹脂材被覆工程と、上記各被覆工程により積層された水膨張シート13と樹脂シート15,151,167または樹脂筒体16を、これらよりも外周側に配置された第2可動型29で型締めして一体化する型締め工程とを備える。
(もっと読む)
樹脂製の筒状部品の製造方法
【課題】比較的良好な寸法精度が得られるインジェクションブロー成形法を利用して、両端が開口した形状の樹脂製の筒状部品を製造する方法を提案すること。
【解決手段】両端が開口している筒状プリフォーム11を熱可塑性樹脂から射出成形により製造する。筒状プリフォーム11の第1端部12に第1把持具22を取り付けて開口2aを封鎖し、他方の第2端部13には第2把持具23を取り付け、この状態で円筒部16を加熱する。加熱後に筒状プリフォーム11を型開き状態の延伸ブロー成形型30にセットし、第2端部13の側から低圧のブローエアーを供給しながら第1端部12の側を軸線方向に引張ることにより延伸する。延伸後に左右の成形型36、37を閉じて二軸延伸ブロー成形を行って両端が開口した細長い筒状部品1を成形する。
(もっと読む)
スプレー容器のポンプハウジングの製造方法
【課題】細長い吸引チューブであってもポンプハウジングに一体化された単一部品として製造可能なスプレー容器のポンプハウジングの製造方法を提案すること。
【解決手段】スプレー容器1のポンプハウジング6の射出成形時に、同時に、吸引チューブ形成用のプリフォーム11を一体形成しておき(射出成形工程ST1)、プリフォーム11を加熱し(加熱工程ST2)、当該プリフォーム11を所定の延伸率で延伸することにより(延伸工程ST3)、細長い吸引チューブ8を射出成形品のポンプハウジング6に一体形成している。別個に射出成形した吸引チューブをポンプハウジングに差し込み固定する作業が不要となり、吸引チューブがポンプハウジングの吸引口から外れるという不具合も発生しない。射出成形に比べて、強度および耐久性の高い吸引チューブを成形でき、長さ、形状の異なる吸引チューブを簡単に成形できる。
(もっと読む)
熱可塑性樹脂製容器の製造方法及び製造装置並びに当該製造方法及び当該製造装置で製造された容器
本発明は熱可塑性樹脂製容器(13)の製造方法に関する。押し出し成形されたプラスチックチューブ(3)は金型に導入される。可動金型部(5、7、9)は、金型開放位置に移動する。容器の本体部(18)の移行部及び容器の底を成形する金型部(7)が閉じられる。容器の底は溶着される。チューブ(3)に作用する圧力勾配によってチューブ(3)は膨らんで金型部(5、7、9)の内壁に押し付けられる。成形された容器(13)を金型から取り出すために金型部は金型開放位置に移動する。容器の底は、容器の本体部(18)を軸方向に延長させるボウル状底部(19)の形をとる。容器の本体部(18)内に突き出る底部隆起部を形成するために、底部は容器(13)の内部に裏返される。  (もっと読む)
(もっと読む)
ブロー成形金型
【課題】本発明は、良好な金型温調性と製品変形防止を確保した上で、ブローエア回路抵抗の大幅な低減を図ることが出来るブロー成形金型を提供することにある。
【解決手段】
小径側取付部と大径側取付部とを備えたパリソンの内周面側に位置し、ブロー成形用のエア吹出口を備えたコア金型と、前記コア金型との間で前記パリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記エア吹出口が前記小径側取付部よりも小径端部側の前記コア金型の外周面に開口していることを特徴とする。
(もっと読む)
フランジ付樹脂チューブの製造方法
【課題】フランジ部が外周面に十分な接合強度をもって一体的に周設されたフランジ付樹脂チューブを有利に製造し得る方法を提供する。
【解決手段】外周面にフランジ状のリング部20が一体的に周設された樹脂スリーブ14の内孔内に、筒状のパリソンを挿通した状態で、それらパリソンと樹脂スリーブ14とを成形キャビティ60内に収容配置した後、該パリソンの内部に気体を吹き込んで、該パリソンを膨張変形せしめて、樹脂チューブを成形すると共に、該樹脂チューブと該樹脂スリーブ14とを一体化さることにより、該樹脂チューブの外周面に、該樹脂スリーブ14の前記リング部20からなるフランジ部11を一体的に周設するようにした。
(もっと読む)
ブロー成形金型
【課題】本発明は、ブロー成形時の気体の漏洩を抑え、蛇腹部を精度良くブロー成形することが出来るブロー成形金型を提供することにある。
【解決手段】大径側取付部の内周面側に位置する第1のコア金型と、小径側取付部の内周面側に位置する第2のコア金型とに分割され、ブロー成形用のエア噴出し口を備えたコア金型と、前記コア金型との間でパリソンを最終製品形状にブロー成形するブロー金型とからなるブロー成形金型において、前記第1のコア金型の側面に前記大径側取付部の軸方向端部を受け入れる環状溝を形成したことを特徴とする。
(もっと読む)
蛇腹成形品、及びその製造方法
【課題】耐油性及び耐熱性に優れ、自動車・車両、電気・電子機械部品、装置・機械・器具、工業部品、建築等の広い分野で有効に使用され得る蛇腹成形品を提供する。
【解決手段】本発明の蛇腹成形品は、下記に示すグラフト共重合体(A)もしくは下記に示すグラフト化前駆体(B)と、下記に示すアクリル系ゴム(C)と、ポリプロピレン(D)と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の架橋剤と、前記(A)もしくは前記(B)と前記(C)と前記(D)との合計量100重量部に対し0.01〜10重量部の共架橋剤を含有する未架橋組成物を溶融混練して架橋構造体としたオレフィン系熱可塑性エラストマーを成形した。
グラフト共重合体(A):耐油性エチレン−プロピレン共重合体セグメントとビニル系共重合体セグメントとからなり、かつ前記二つのセグメントのうち一方が他方に0.01〜1μmの微細な粒子として分散相を形成している
グラフト化前駆体(B):耐油性エチレン−プロピレン共重合体粒子中にビニル系単量体とラジカル重合性有機過酸化物との共重合体が分散した多相構造体である
アクリル系ゴム(C):アリルメタクリレートを含む単量体混合物から形成された
(もっと読む)
1 - 20 / 44
[ Back to top ]